一种利用金属粉末制备金属制品的注射成型工艺的制作方法
- 国知局
- 2024-09-11 14:29:21
本发明属于金属制品,涉及一种注射成型工艺,特别是一种利用金属粉末制备金属制品的注射成型工艺。
背景技术:
1、金属注射成型是一种从塑料注射成型行业中引伸出来的新型粉末冶金近净成型技术,众所周知,塑料注射成型技术低廉的价格生产各种复杂形状的制品,但塑料制品强度不高,为了改善其性能,可以在塑料中添加金属或陶瓷粉末以得到强度较高、耐磨性好的制品,该技术率先由美国加州parmatech公司于上世纪(1973)年发明,八十年代初在欧美及日本等得到广泛应用,这种技术具有工艺步骤少、无需切削或少量切削和经济效益高的长处,并且能够克服传统的粉末冶金工艺制品密度低、材质不均匀、机械物理性能差、不易成型等欠缺。
2、经检索,如中国专利文献公开了一种金属注射成型工艺【申请号:201911152674.2;公开号:cn 110919008 a】。这种金属注射成型工艺,涉及金属材料加工技术领域。解决了现有技术中存在的烧结时间过长影响生产效率的技术问题。包括以下具体步骤:a .配料;b .造粒;c .成型;d .脱脂;e .热脱;f .烧结,通过在脱脂工序和烧结工序之间加入热脱工序,将脱脂炉中脱脂后得到的产品放入热脱炉中,热脱工序能够去除掉剩余的塑胶,使尺寸稳定,降低碳含量,成品率更高,同时,产品经过热脱后再进行烧结可大大减少烧结所需要的时间,有效的提高了产能。
3、该专利中公开的金属注射成型工艺虽然产品经过热脱后再进行烧结可大大减少烧结所需要的时间,有效的提高了产能,但是,该注射成型方法,在每次注射成型时,没有对模具进行清理,而在每次金属制品成型取出后,会有部分金属碎屑残留在模具内,长时间使用后,会使得金属制品的外表面坑洼不平,大大的降低了产品的质量。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种利用金属粉末制备金属制品的注射成型工艺,该发明要解决的技术问题是:如何实现提高金属制品产品的质量。
2、本发明的目的可通过下列技术方案来实现:
3、一种利用金属粉末制备金属制品的注射成型工艺,包括以下步骤:
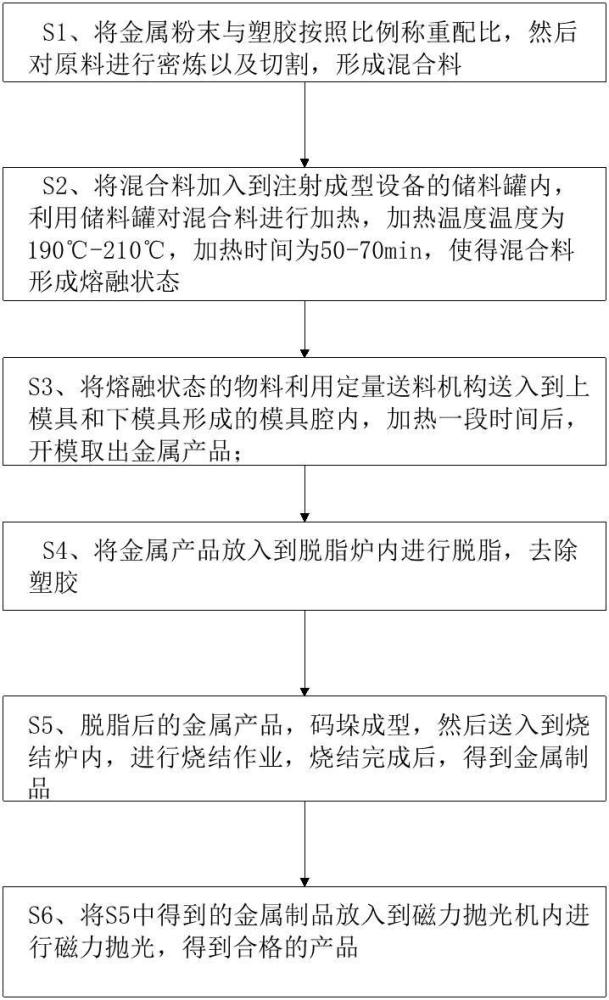
4、s1、将金属粉末与塑胶按照比例称重配比,然后对原料进行密炼以及切割,形成混合料;
5、s2、将混合料加入到注射成型设备的储料罐内,利用储料罐对混合料进行加热,加热温度为190℃-210℃,加热时间为50-70min,使得混合料形成熔融状态;
6、s3、将熔融状态的物料利用定量送料机构送入到上模具和下模具形成的模具腔内,加热一段时间后,开模取出金属产品;
7、s4、将金属产品放入到脱脂炉内进行脱脂,去除塑胶;
8、s5、脱脂后的金属产品,码垛成型,然后送入到烧结炉内,进行烧结作业,烧结完成后,得到金属制品;
9、s6、将s5中得到的金属制品放入到磁力抛光机内进行磁力抛光,得到合格的产品。
10、所述步骤s3中的上模具和下模具设置有两套,通过储料罐对两套模具进行交替时的送料。
11、所述步骤s3中,在对模具进行送料前,对上模具和下磨具内残留的金属粉末进行清理,降低残次率。
12、所述烧结炉的烧结温度为1350℃-1380℃。
13、所述模具腔内的加热温度为110℃-130℃。
14、所述s4中的脱脂炉内设置有5个温区,五个温区的温度分别为180℃、250℃、380℃、450℃以及600℃。
15、所述步骤s2-s3所采用的设备为注射成型设备,所述注射成型设备包括基座、储料罐和两套模具,模具包括上模具和下模具,下模具可拆卸安装在基座的上侧,基座上固定有伸缩气缸,伸缩气缸的上端可拆卸安装有上模具,上模具位于下模具的上方,储料罐的出料管连接有定量送料机构,定量送料机构与两个下磨具连通,基座上设置有清理机构,定量送料机构包括下料管和送料箱,下料管的下端固定有送料管,送料管的左右两端固定有支管,两个支管的下端与送料箱的上侧左右两端连通,支管上固定有电磁阀,送料箱固定在基座上,送料箱上固定有驱动电机,驱动电机的输出轴端固定有螺纹杆,螺纹杆上螺纹连接有活塞板,活塞板滑动设置在送料箱的内部,送料箱的左右两端通过管道与下模具的内部连通,管道上设置有处理箱。
16、采用以上结构,在将混合料加入到注射成型设备的储料罐内后,在温度为190℃-210℃的状态下对混合料进行加热,加热时间为50-70min,使得混合料形成熔融状态,然后利用清理机构对上模具和下模具进行清理后,通过伸缩气缸将上模具和下模具贴合,形成封闭的模具腔,初始时,活塞板位于送料箱的左端,然后利用右侧的支管将送料箱内填充满熔融状态的物料,开启驱动电机,驱动电机带动螺纹杆旋转,螺纹杆带动活塞板向右移动,推动物料进入到右侧的模具内,活塞板右移的过程中,可以利用负压,对左侧的下模具进行抽气,利用气体的流动,使得下模具内的杂质进入到处理箱内进行处理,当活塞板移动到最右端后,右侧的模具腔内填满,从而利用模具腔进行加热定型,形成金属制品,然后开模取出制品,同时利用左侧的支管往送料箱内送入熔融状态的物料,然后在使得活塞板左移,往左侧的模具内送入物料的同时,利用负压对右侧的模具腔进行负压清理后,再利用清理机构进一步对右侧的模具腔清理,如此循环,不仅实现了定量的送料作业,而且可以实现对模具的清理,同时两套模具进行配合,可以进行交替的注射成型工作,极大的提高了工作的效率,当需要生产不同的产品时,可以对上模具和下模具进行更换,然后根据该规格产品所需要的送料量,调整螺纹杆带动活塞板移动的距离,实现不同规格产品的定量送料,提高装置的实用性。
17、所述处理箱的内部开设有杂料腔和处理腔,杂料腔与处理腔之间开设有落料口,处理箱的内部上端固定有挡板和支撑板,支撑板上滑动连接有滑杆,滑杆的右端固定有推板,推板与支撑板之间固定有第一弹簧,推板的右侧下端固定有封闭板,封闭板与落料口贴合,封闭板的上端固定有滤网,推板与挡板配合,推板上开设有若干过料口,推板的右侧开设有凹槽,凹槽的内部固定有第一拉簧和伸缩杆,第一拉簧和伸缩杆的另一端固定有堵板,堵板与过料口贴合。
18、采用以上结构,在送料时,在物料的压力下,将堵板推离过料口,从而使得过滤口打开,物料依次穿过过料口以及滤板,进入到模具腔内进行加热成型,而在物料穿过过料口和滤板时,在过料口和滤板的作用下,物料会相互挤压扰动,使得物料混合均匀,降低成品流痕的产生,而在抽气时,堵板在第一拉簧的作用下将过料口封闭,从而在气体的压力下,使得推板左移,带动封闭板和滤板左移,从而使得滤板过料下的杂质通过落料口进入到杂料腔内。
19、所述清理机构包括安装板,安装板固定在基座的上侧,安装板上固定有液压缸,液压缸的伸缩端固定有清理柱,清理柱的外侧固定有若干清理组件,基座的上侧固定有废料箱,废料箱内设置有收集抽屉,废料箱的上端旋转连接有密封门,密封板的下侧铰链有电动伸缩柱,电动伸缩柱的另一端与废料箱的内壁铰链。
20、所述清理组件包括固定筒,固定筒与清理柱固定连接,固定筒的内部固定有第一电磁铁,第一电磁铁上固定有第二弹簧,第二弹簧的上端固定有金属板,金属板的外周包裹有隔磁板,金属板的下侧伸出隔磁板,隔磁板的外周与固定筒抵触,隔磁板的上侧固定有伸出固定筒的第二电磁铁,固定筒采用隔磁材料制成,安装板上固定有开关座,开关座的内部滑动连接有滑板,滑板与开关座之间固定有第三弹簧,滑板的另一端固定有连接杆,连接杆的另一端伸出开关座并固定有抵触板,抵触板与清理柱对应,开关座的内部左端固定有第一插头,滑板左侧固定有与第一插头配合的第一插座,第二电磁铁与第一插头电性连接,开关座的内部右端固定有第二插头,滑板的右侧固定有与第二插头配合的第二插座,第二插头与第一电磁铁电性连接。
21、采用以上结构,在伸缩气缸带动上模具上升后,液压缸带动清理柱伸进上模具与下模具之间,此时第二电磁铁通电产生磁性,从而对模具内残留的金属碎屑进行吸附,吸附完成后,液压缸带动清理柱右移,当清理组件移动当废料箱上方后,电动伸缩柱带动密封门打开,同时清理柱推动抵触板,抵触板通过连接杆带动滑板右移,使得第一插头脱离第一插座,使得第二电磁铁断电,同时第二插头插入到第二插座,使得第一电磁铁通电,从而使得第二电磁铁上的杂质掉落,同时在第一电磁铁的作用下,第二电磁铁锁紧固定筒内,在缩进过程中,利用固定筒将第二电磁铁上的杂质刮下,从而进一步提高对第二电磁铁的清理效果,采用该结构,可以在每次注射成型后,对模具进行清理,保证下一次注射成型时,产品的质量,且操作简单便捷,清理机构不需要与模具接触,不会对模具造成损伤。
22、与现有技术相比,本利用金属粉末制备金属制品的注射成型工艺具有以下优点:
23、1、本发明的利用金属粉末制备金属制品的注射成型工艺,通过在注塑成型前,对模具进行多次清理,可以防止金属碎屑残留在模具内,可以极大的提高金属制品外表面的平滑度,提高产品的质量,且在成型后对金属制品的外表面进步的进行抛光,使得产品的表面平滑度进一步的提高,通过对模具的定量送料,可以提高金属制品的紧密度以及一致性,进一步的提高产品的质量。
24、2、采用本发明的注射成型设备,在将混合料加入到注射成型设备的储料罐内后,在温度为190℃-210℃的状态下对混合料进行加热,加热时间为50-70min,使得混合料形成熔融状态,然后利用清理机构对上模具和下模具进行清理后,通过伸缩气缸将上模具和下模具贴合,形成封闭的模具腔,初始时,活塞板位于送料箱的左端,然后利用右侧的支管将送料箱内填充满熔融状态的物料,开启驱动电机,驱动电机带动螺纹杆旋转,螺纹杆带动活塞板向右移动,推动物料进入到右侧的模具内,活塞板右移的过程中,可以利用负压,对左侧的下模具进行抽气,利用气体的流动,使得下模具内的杂质进入到处理箱内进行处理,当活塞板移动到最右端后,右侧的模具腔内填满,从而利用模具腔进行加热定型,形成金属制品,然后开模取出制品,同时利用左侧的支管往送料箱内送入熔融状态的物料,然后在使得活塞板左移,往左侧的模具内送入物料的同时,利用负压对右侧的模具腔进行负压清理后,再利用清理机构进一步对右侧的模具腔清理,如此循环,不仅实现了定量的送料作业,而且可以实现对模具的清理,同时两套模具进行配合,可以进行交替的注射成型工作,极大的提高了工作的效率,当需要生产不同的产品时,可以对上模具和下模具进行更换,然后根据该规格产品所需要的送料量,调整螺纹杆带动活塞板移动的距离,实现不同规格产品的定量送料,提高装置的实用性。
25、3、采用的处理箱,在送料时,在物料的压力下,将堵板推离过料口,从而使得过滤口打开,物料依次穿过过料口以及滤板,进入到模具腔内进行加热成型,而在物料穿过过料口和滤板时,在过料口和滤板的作用下,物料会相互挤压扰动,使得物料混合均匀,降低成品流痕的产生,而在抽气时,堵板在第一拉簧的作用下将过料口封闭,从而在气体的压力下,使得推板左移,带动封闭板和滤板左移,从而使得滤板过料下的杂质通过落料口进入到杂料腔内。
26、4、清理机构的设置,在送料时,在物料的压力下,将堵板推离过料口,从而使得过滤口打开,物料依次穿过过料口以及滤板,进入到模具腔内进行加热成型,而在物料穿过过料口和滤板时,在过料口和滤板的作用下,物料会相互挤压扰动,使得物料混合均匀,降低成品流痕的产生,而在抽气时,堵板在第一拉簧的作用下将过料口封闭,从而在气体的压力下,使得推板左移,带动封闭板和滤板左移,从而使得滤板过料下的杂质通过落料口进入到杂料腔内。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291048.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表