一种具有外供水转内多路冷却结构的电镀成型铣刀的制作方法
- 国知局
- 2024-09-11 14:55:26
本发明涉及铣刀加工领域,尤其涉及一种具有外供水转内多路冷却结构的电镀成型铣刀。
背景技术:
1、非金属脆硬材料加工用数控机床,所用工具大量使用金刚石磨具,其中常用的金刚石成型铣刀,一般直径小于25毫米,故很难制作成内冷式的,或者仅设置有少量冷却通道、起到局部冷却作用的产品,且使用中冷却水需要经过较高要求的循环过滤,对粉屑(渣)的大小要求严,铣刀直径越小越难以满足需要;
2、现有技术的铣刀大多采用粉冶方式、或电镀、或钎焊方式,粉屑易在金刚石颗粒之间堵塞,造成排屑难、负载大,不适合选择细颗粒金刚石,加工的表面质量难保证,加工工效低;
3、随着高速高效高质磨削加工的需要,解决磨削区充分冷却以及排屑通畅的问题成为关键;同时,由于成型铣刀轴向各部位的径向加工量悬殊较大,故易造成成型铣刀的形状失形,因此,抗变形(延缓失形速率)亦是提高成型铣刀寿命的重要因素。
技术实现思路
1、本发明所要解决的技术问题是:提供一种具有外供水转内多路冷却结构的电镀成型铣刀,以满足对直径小于25毫米的铣刀充分冷却和排屑,提高铣刀在加工过程中的抗变形能力。
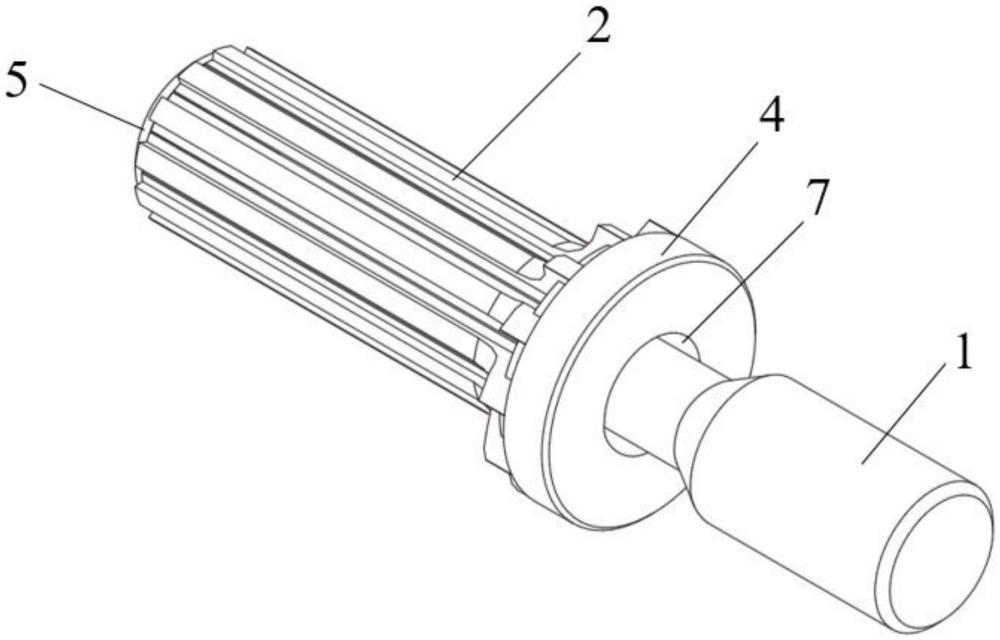
2、本发明解决上述技术问题的技术方案如下:一种具有外供水转内多路冷却结构的电镀成型铣刀,包括:基体、工作环基体、多个金刚石镀覆层、进水口挡圈、挡水排渣板和紧固螺钉;所述工作环基体套设在所述基体的一端,所述进水口挡圈和所述挡水排渣板一一对应设置在所述工作环基体的两端,所述进水口挡圈套设在所述基体上,所述挡水排渣板通过所述紧固螺钉与所述基体的端部连接,多个所述金刚石镀覆层绕设在所述工作环基体的周面上,金刚石颗粒径向单层设置在所述金刚石镀覆层上。
3、本发明的有益效果是:在工作环基体的周面上绕设多个金刚石镀覆层,有利于使工作环基体的每条刃之间有充分的空间通水、排(容)粉屑,将现有技术中的外供冷却水转化为内冷的模式,提高了冷却效率,使每个金刚石镀覆层上的所有工作金刚石均可获得充分冷却,单层金刚石颗粒设置使得金刚石颗粒周向之间不会出现粉屑堵塞问题,无效负载占比低,有利于小径化的刚性保证。
4、在上述技术方案的基础上,本发明还可以做如下改进。
5、进一步,所述基体包括基体柄部和基体装配部;所述基体柄部和所述基体装配部同轴设置,所述工作环基体与所述基体装配部过盈配合套装,所述进水口挡圈套设在所述基体装配部上,所述挡水排渣板通过所述紧固螺钉与所述基体装配部远离所述基体柄部的一端连接。
6、采用上述进一步方案的有益效果是:基体柄部有利于将铣刀安装在数控机床上,基体装配部与工作环基体过盈配合套装则有利于提高加工过程中工作环基体的稳定性,方便机加工。
7、进一步,所述工作环基体包括刀刃安装基体和多个刀刃块;所述刀刃安装基体为与所述基体装配部过盈配合套装的环状结构,所述刀刃块为长度与所述刀刃安装基体长度相同的条形结构,多个所述刀刃块绕设在所述刀刃安装基体外周面上,沿着铣刀的加工旋转方向,多个所述金刚石镀覆层一一对应单层设置在多个所述刀刃块上。
8、采用上述进一步方案的有益效果是:沿着铣刀的加工旋转方向,在刀刃块上设置单层金刚石镀覆层,有利于在铣刀外周构成多条金刚石磨削刃,铣刀工作区每条金刚石镀覆层轴向各点最多只有一粒金刚石工作,有效避免粉屑在金刚石间周向堵塞,使排屑易排快排。
9、进一步,所述金刚石镀覆层轴向各点的周向长度与所述刀刃块的径向长度成正向关系。
10、采用上述进一步方案的有益效果是:有利于使工作环基体起到抗变形的作用,从而提高铣刀在加工过程中的抗变形能力。
11、进一步,所述进水口挡圈为环状结构,所述进水口挡圈的内壁与所述基体装配部的外壁之间的区域为环形进水口,所述环形进水口为小径端靠近所述基体柄部的喇叭状结构。
12、采用上述进一步方案的有益效果是:冷却水进入喇叭状的环形外进水口,有利于在离心力及倾角作用下,顺利进入到工作环基体中,实现对工作环基体的内冷。
13、进一步,所述刀刃安装基体周向上设置有多个通水蓄水槽,所述通水蓄水槽为小径端靠近所述环形进水口的喇叭状结构,所述通水蓄水槽为与所述环形进水口相连通的轴向通孔,单个所述通水蓄水槽设置在相邻两个所述刀刃块之间。
14、采用上述进一步方案的有益效果是:喇叭状的通水蓄水槽有利于冷却水顺利从进水口到达铣刀端部,从而使整个铣刀轴向上都能实现冷却。
15、进一步,所述通水蓄水槽的数量与所述金刚石镀覆层的数量相同,所述通水蓄水槽的轴向长度等于所述金刚石镀覆层的轴向长度。
16、采用上述进一步方案的有益效果是:有利于使轴向上的金刚石镀覆层均能受到冷却,提高冷却效率和冷却效果。
17、进一步,所述刀刃安装基体周向上设置有多个出水口,所述出水口为将所述通水蓄水槽与所述刀刃安装基体外径相连通的轴向通孔,多个所述出水口与多个所述通水蓄水槽一一对应,单个所述出水口设置在相邻两个所述刀刃块之间。
18、采用上述进一步方案的有益效果是:出水口设置为通孔可使每条金刚石镀覆层,即金刚石磨削刃均可获得冷却水的持续供给。
19、进一步,所述出水口到与之相邻的所述金刚石镀覆层的距离与相邻两个所述刀刃块之间的距离的比值大于或等于0.5,且小于或等于1。
20、采用上述进一步方案的有益效果是:适合的出水口周向位置可避免冷却水在靠近进水口一端的区域就全部排出而致使靠铣刀端头处无水或少水现象,可使冷却水均衡的分布在轴向各点。
21、进一步,所述出水口的周向宽度小于0.3毫米。
22、采用上述进一步方案的有益效果是:小于0.3毫米的出水口周向宽度,有利于冷却水轴向均衡施放。
技术特征:1.一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,包括:基体(1)、工作环基体(2)、多个金刚石镀覆层(3)、进水口挡圈(4)、挡水排渣板(5)和紧固螺钉(6);
2.根据权利要求1所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述基体(1)包括基体柄部(11)和基体装配部(12);所述基体柄部(11)和所述基体装配部(12)同轴设置,所述工作环基体(2)与所述基体装配部(12)过盈配合套装,所述进水口挡圈(4)套设在所述基体装配部(12)上,所述挡水排渣板(5)通过所述紧固螺钉(6)与所述基体装配部(12)远离所述基体柄部(11)的一端连接。
3.根据权利要求2所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述工作环基体(2)包括刀刃安装基体(21)和多个刀刃块(22);所述刀刃安装基体(21)为与所述基体装配部(12)过盈配合套装的环状结构,所述刀刃块(22)为长度与所述刀刃安装基体(21)长度相同的条形结构,多个所述刀刃块(22)绕设在所述刀刃安装基体(21)外周面上,沿着铣刀的加工旋转方向,多个所述金刚石镀覆层(3)一一对应单层设置在多个所述刀刃块(22)上。
4.根据权利要求3所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述金刚石镀覆层(3)轴向各点的周向长度与所述刀刃块(22)的径向长度成正向关系。
5.根据权利要求3所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述进水口挡圈(4)为环状结构,所述进水口挡圈(4)的内壁与所述基体装配部(12)的外壁之间的区域为环形进水口(7),所述环形进水口(7)为小径端靠近所述基体柄部(11)的喇叭状结构。
6.根据权利要求5所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述刀刃安装基体(21)周向上设置有多个通水蓄水槽(23),所述通水蓄水槽(23)为小径端靠近所述环形进水口(7)的喇叭状结构,所述通水蓄水槽(23)为与所述环形进水口(7)相连通的轴向通孔,单个所述通水蓄水槽(23)设置在相邻两个所述刀刃块(22)之间。
7.根据权利要求6所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述通水蓄水槽(23)的数量与所述金刚石镀覆层(3)的数量相同,所述通水蓄水槽(23)的轴向长度等于所述金刚石镀覆层(3)的轴向长度。
8.根据权利要求6所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述刀刃安装基体(21)周向上设置有多个出水口(24),所述出水口(24)为将所述通水蓄水槽(23)与所述刀刃安装基体(21)外径相连通的轴向通孔,多个所述出水口(24)与多个所述通水蓄水槽(23)一一对应,单个所述出水口(24)设置在相邻两个所述刀刃块(22)之间。
9.根据权利要求8所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述出水口(24)到与之相邻的所述金刚石镀覆层(3)的距离与相邻两个所述刀刃块(22)之间的距离的比值大于或等于0.5,且小于或等于1。
10.根据权利要求8所述一种具有外供水转内多路冷却结构的电镀成型铣刀,其特征在于,所述出水口(24)的周向宽度小于0.3毫米。
技术总结本发明涉及一种具有外供水转内多路冷却结构的电镀成型铣刀,属于铣刀加工领域。包括:基体、工作环基体、多个金刚石镀覆层、进水口挡圈、挡水排渣板和紧固螺钉;所述工作环基体套设在所述基体的一端,所述进水口挡圈和所述挡水排渣板一一对应设置在所述工作环基体的两端,所述进水口挡圈套设在所述基体上,所述挡水排渣板通过所述紧固螺钉与所述基体的端部连接,多个所述金刚石镀覆层绕设在所述工作环基体的周面上,金刚石颗粒径向单层设置在所述金刚石镀覆层上。本发明有利于将铣刀的冷却方式由外冷转内冷,形成多路冷却结构,以满足对直径小于25毫米的铣刀充分冷却和排屑,提高铣刀在加工过程中的抗变形能力。技术研发人员:宋京新,梁安宁,宋悠鹏受保护的技术使用者:桂林磨院材料科技有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/292584.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表