基于自动上下料的冲压控制方法、装置、设备、存储介质与流程
- 国知局
- 2024-09-11 15:11:26
本发明涉及自动化冲压,特别涉及一种基于自动上下料的冲压控制方法、装置、设备、存储介质。
背景技术:
1、在制造拍摄装置的边框时,冲压是必不可少的步骤,能够将边框的原材料冲压至扁平的长条状,再送入后续工序完成制造。由于冲压的力度较大,若通过人手上下料,不仅效率低,而且一旦操作不当,很容易出现误伤操作人员的情况。因此,需要在冲压流程中引入自动上下料技术。
2、在一些技术中,提出了在冲压头的出料侧设置连杆,通过连杆连接下料斗,在冲压头的冲压侧设置吸取装置,完成冲压后吸起工件,冲压头在上升过程中通过连杆驱动下料斗移至冲压头的下侧,再取消吸力使得工件落入下料斗,在冲压头下降时通过连杆驱动下料斗离开冲压区域,从而在不干涉冲压操作的情况下实现了自动上下料。
3、然而,吸取装置通常是吸料孔或者夹持装置,需要在冲压头内部设置相关结构和电子器件,若吸取装置不适配边框的尺寸,只能更换冲压头,设备成本较高,而且影响生产效率。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种基于自动上下料的冲压控制方法、装置、设备、存储介质,能够通过多个组件的配合实现自动上下料,提高冲压设备的通用性,降低设备成本,提高生产效率。
2、第一方面,本发明实施例提供了一种基于自动上下料的冲压控制方法,应用于冲压设备的上位机,所述冲压设备还包括上料装置、上料臂、冲压台、冲压头和下料装置,所述下料装置包括连杆组件和下料斗,所述连杆组件的一端固定于所述冲压头,另一端连接于所述下料斗,当所述冲压头上升,所述连杆组件驱动所述下料斗靠近所述冲压台的冲压位置,所述上位机与所述上料臂和所述冲压头通信连接,所述方法包括:
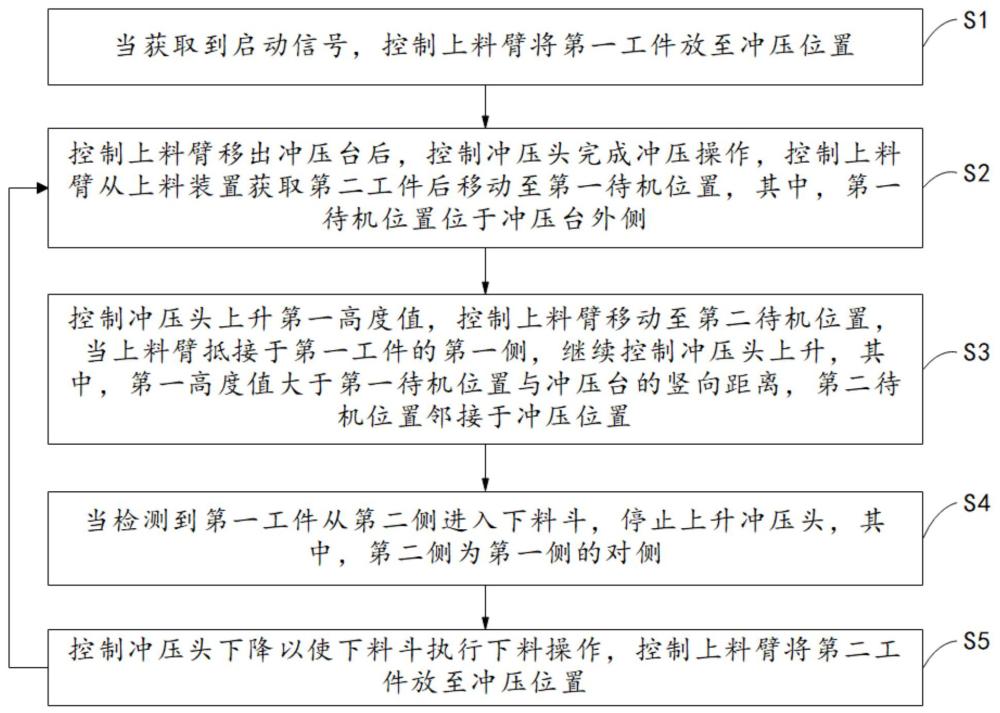
3、s1,当获取到启动信号,控制所述上料臂将第一工件放至所述冲压位置;
4、s2,控制所述上料臂移出所述冲压台后,控制所述冲压头完成冲压操作,控制所述上料臂从上料装置获取第二工件后移动至第一待机位置,其中,所述第一待机位置位于所述冲压台外侧;
5、s3,控制所述冲压头上升第一高度值,控制所述上料臂移动至第二待机位置,当所述上料臂抵接于所述第一工件的第一侧,继续控制所述冲压头上升,其中,所述第一高度值大于所述第一待机位置与所述冲压台的竖向距离,所述第二待机位置邻接于所述冲压位置;
6、s4,当检测到所述第一工件从第二侧进入所述下料斗,停止上升所述冲压头,其中,所述第二侧为所述第一侧的对侧;
7、s5,控制所述冲压头下降以使所述下料斗执行下料操作,控制所述上料臂将所述第二工件放至所述冲压位置,执行步骤s2。
8、根据本发明的一些实施例,所述第一工件和所述第二工件为相同的目标工件,在所述控制所述上料臂将第一工件放至所述冲压位置之前,所述方法还包括:
9、获取目标工艺文档,其中,所述目标工艺文档包括所述冲压位置、所述目标工件的工件长度值和工件厚度值;
10、确定所述冲压位置的冲压中心点到所述冲压台的上料测边缘的第一距离值,将所述工件长度值的一半确定为第二距离值,其中,所述第一距离值大于所述第二距离值;
11、将所述第二距离值与所述第一距离值之和确定为第三距离值,基于所述第三距离值和所述冲压中心点确定所述第一待机位置,其中,所述第一待机位置与所述冲压中心点的横向距离为所述第三距离值;
12、将预设的托臂厚度值与所述工件厚度值之和确定为所述第一高度值,其中,所述托臂厚度值用于指示所述上料臂的厚度。
13、根据本发明的一些实施例,所述上料臂包括能够移动的第一托臂和第二托臂,所述控制所述上料臂移动至第二待机位置,包括:
14、当所述上料臂位于所述第一待机位置,将所述第一托臂和所述第二托臂的中心间距调整为所述工件长度值;
15、基于所述工件长度值和所述冲压中心点确定所述第二待机位置,其中,所述第二待机位置与所述冲压中心点的横向距离为所述工件长度值;
16、当所述托臂厚度值大于或等于所述工件厚度值,控制所述上料臂横移至所述第二待机位置;
17、或者,当所述托臂厚度值小于所述工件厚度值,基于所述工件厚度值与所述托臂厚度值之差上升所述上料臂后横移至所述第二待机位置。
18、根据本发明的一些实施例,步骤s4包括:
19、在所述冲压头上升至预设的上限位之前,当检测到所述第一工件从第二侧进入所述下料斗,停止上升所述冲压头;
20、或者,当所述第一工件完全进入所述下料斗之前,所述冲压头到达所述上限位,控制所述上料臂将所述第一工件推至所述下料斗。
21、根据本发明的一些实施例,所述目标工艺文档还包括第一纵向速度,步骤s5包括:
22、基于所述第一纵向速度和预设的第一转换系数确定第二纵向速度,基于所述第二纵向速度和预设的第二转换系数确定第一横向速度,其中,所述第一转换系数用于指示所述冲压头的纵向移动速度与所述下料斗的纵向移动速度的比值,所述第二转换系数用于指示所述冲压头的纵向移动速度与横向移动速度的比值;
23、基于所述第一纵向速度控制所述冲压头下降,基于所述第二纵向速度控制所述上料臂上升,基于所述第一横向速度控制所述上料臂朝所述冲压位置的方向横移;
24、当所述上料臂的上升高度满足预设的取料高度值,控制所述上料臂将所述第二工件放至所述冲压位置,其中,当所述下料斗的上升高度达到所述取料高度值,所述下料斗处于水平状态。
25、根据本发明的一些实施例,所述目标工艺文档还包括第二横向速度,所述第二横向速度大于所述第一横向速度,在所述控制所述上料臂将所述第二工件放至所述冲压位置之后,所述方法还包括:
26、基于所述第一距离值和所述第二横向速度控制所述上料臂朝所述上料装置横移;
27、基于所述第一距离值和所述第一横向速度确定目标出料时长;
28、当所述上料臂完成所述第一距离值的移动,且所述冲压头的下降时长大于或等于所述目标出料时长,控制所述冲压头完成冲压操作。
29、根据本发明的一些实施例,所述下料斗的下料测设置有出料传感器,所述控制所述冲压头上升第一高度值,所述方法还包括:
30、当在完成所述冲压操作之前获取到所述出料传感器发送的出料信号,在完成所述冲压操作后控制所述冲压头上升第一高度值;
31、或者,当在完成所述冲压操作之后未获取到所述出料信号,基于预设的第二高度值控制所述冲压头上升,在获取到所述出料信号后,基于所述第一高度值和所述第二高度值的差值控制所述冲压头上升,其中,所述第二高度值小于所述第一高度值。
32、第二方面,本发明实施例提供了一种基于自动上下料的冲压控制装置,包括少一个控制处理器和用于与所述至少一个控制处理器通信连接的存储器;所述存储器存储有可被所述至少一个控制处理器执行的指令,所述指令被所述至少一个控制处理器执行,以使所述至少一个控制处理器能够执行如上述第一方面所述的基于自动上下料的冲压控制方法。
33、第三方面,本发明实施例提供了一种电子设备,包括有如上述第二方面所述的基于自动上下料的冲压控制装置。
34、第四方面,本发明实施例提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如上述第一方面所述的基于自动上下料的冲压控制方法。
35、根据本发明实施例的基于自动上下料的冲压控制方法,至少具有如下有益效果:当获取到启动信号,控制所述上料臂将第一工件放至所述冲压位置;控制所述上料臂移出所述冲压台后,控制所述冲压头完成冲压操作,控制所述上料臂从上料装置获取第二工件后移动至第一待机位置,其中,所述第一待机位置位于所述冲压台外侧;控制所述冲压头上升第一高度值,控制所述上料臂移动至第二待机位置,当所述上料臂抵接于所述第一工件的第一侧,继续控制所述冲压头上升,其中,所述第一高度值大于所述第一待机位置与所述冲压台的竖向距离,所述第二待机位置邻接于所述冲压位置;当检测到所述第一工件从第二侧进入所述下料斗,停止上升所述冲压头,其中,所述第二侧为所述第一侧的对侧;控制所述冲压头下降以使所述下料斗执行下料操作,控制所述上料臂将所述第二工件放至所述冲压位置。根据本发明实施例的技术方案,能够通过上料臂和下料斗的配合从冲压台取走第一工件,以简单的结构实现自动上下料,且适用于不同规格的工件,提高冲压设备的通用性,无需更换冲压头,降低设备成本,提高生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240911/293500.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表