一种焊接件用自动焊接设备的制作方法
- 国知局
- 2024-09-11 15:11:24
本发明属于焊接,具体涉及一种焊接件用自动焊接设备。
背景技术:
1、焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。焊接由于其操作方便以及焊接后连接可靠的优势,广泛应用于汽车制造业到电子制造业、能源行业、金属加工和制造业等多个领域。此外,焊接技术还广泛应用于军工、航空航天、船舶、压力容器、管道工程、石化工程、工程机械、电力工程、建筑、钢结构、车辆制造、轨道交通、轻工及民用等行业。这些应用领域展示了焊接技术的重要性和多样性,从日常消费品到关键的基础设施建设,都离不开焊接技术的支持。
2、在焊接图1所示的产品时(该焊件产品包括圆杯5和圆片7,圆杯5的顶部开设有圆片焊接槽6,圆片7放置在圆片焊接槽6内,并且通过焊接的方式将圆杯5和圆片7焊接在一起,从而形成焊接件)。需要操作工将待焊接的圆杯事先放入焊接治具,然后再将圆片放至圆杯顶部的圆片焊接槽内,最后手持焊丝完成焊接。
3、现有的焊接方式包括产品的上下料还是依靠操作工来完成,操作工手动上料容易将圆杯放反,从而导致返工的缺陷,同时手动焊接效率低,无法保证焊接后成品的合格率;而且前期还需要大量的人工投入,浪费成本。
技术实现思路
1、本发明提供了一种焊接件用自动焊接设备,解决了现有技术中手动焊接存在的焊接效率低,存在返工以及焊接成本高的缺陷。
2、为达到上述目的,本发明采用的技术方案是:一种焊接件用自动焊接设备,它包括:依次设置的上圆杯结构、上圆片结构和焊接结构以及滑动设置在所述上圆杯结构、上圆片结构和焊接结构同一侧的承载结构;
3、所述承载结构包括承载架以及可升降地设置在所述承载架上方的治具筒;
4、所述上圆杯结构包括圆杯输送组件和圆杯夹取组件,所述圆杯输送组件包括转动设置的圆杯转板、固定在所述圆杯转板内侧且相互垂直的第一载板和第二载板以及固定在所述第一载板靠近第二载板一侧的输送单元,所述圆杯输送组件用于翻转圆杯使圆片焊接槽朝上,所述圆杯夹取组件用于夹取翻转后的圆杯,并且将其放置在治具筒内;
5、所述上圆片结构包括圆片上料组件和圆片吸取组件;
6、所述圆片上料组件包括转动设置的圆片转板、环设在所述圆片转板顶部的料筒、设置在所述圆片转板底部的上料板、开设在所述上料板顶部的上料槽以及可移动地设置在所述上料槽内的推料板,所述推料板用于推动料筒落下的单颗圆片,所述圆片吸取组件吸取圆片并转移至圆片焊接槽内;
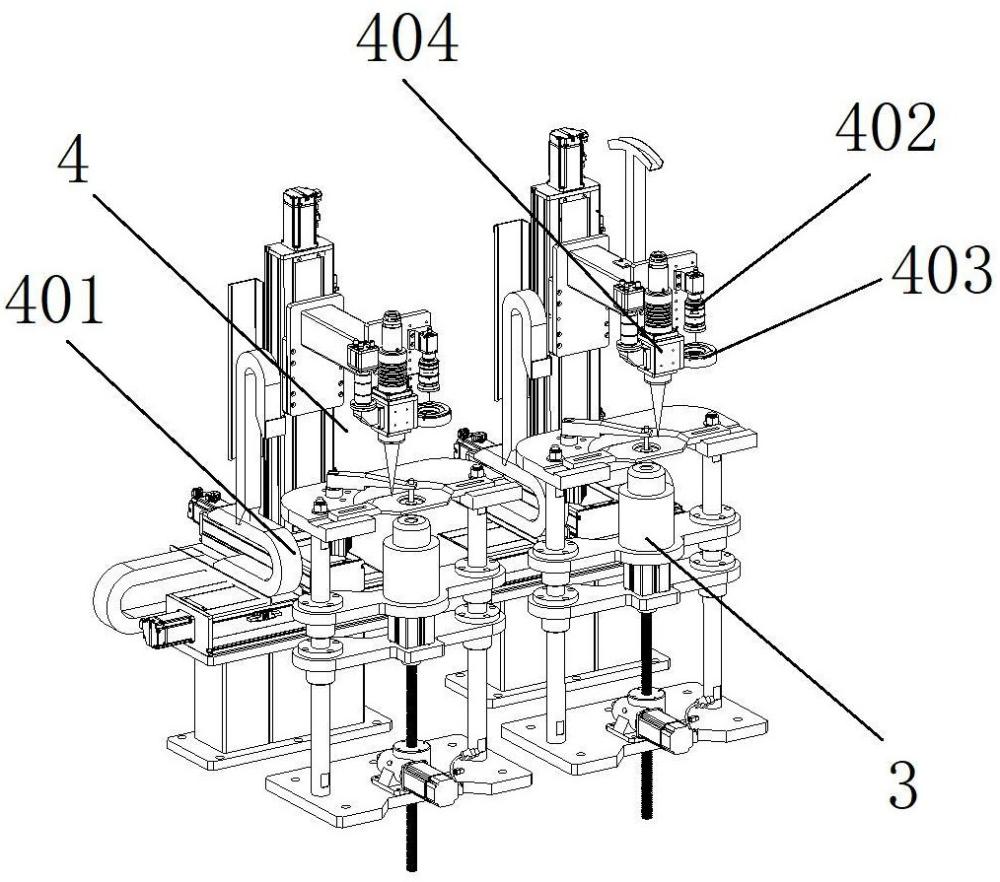
7、所述焊接结构将圆片焊接在圆片焊接槽内。
8、优化地,所述圆杯输送组件还包括开设在圆杯转板外侧的限位槽、转动设置在所述圆杯转板外侧的外限位轮、一体连接在所述外限位轮内侧的内抵轮、转动设置在所述圆杯转板内侧的内限位轮以及一体连接在所述内限位轮外侧的外抵轮,所述外限位轮抵在圆杯转板的外侧,所述内限位轮抵在圆杯转板的内侧,所述内抵轮抵在限位槽的内侧壁,所述外抵轮抵在圆杯转板的外侧壁。
9、优化地,所述圆杯输送组件还包括固定在第二载板靠近第一载板一侧的挡板、弹性设置在所述挡板内侧的调节板以及转动安装在所述调节板内侧的调节轮,所述调节轮抵在圆杯的外侧。
10、优化地,所述圆杯夹取组件包括第一驱动架以及固定在所述第一驱动架底部的夹取头,所述夹取头包括夹盘、滑动连接在所述夹盘内且环设的第一缩块、可升降地设置在所述夹盘顶部的升降块、倾斜开设在所述升降块内侧的斜槽以及一体连接在所述第一缩块顶部且与斜槽相配合的斜销。
11、优化地,所述夹取头还包括固定在所述第一缩块底部的第二缩块、开设在所述第二缩块内侧的夹槽、枢轴连接在所述夹槽内的夹板、一体连接在所述夹板两侧的抵头以及设置在所述抵头内侧的接触部。
12、优化地,所述上圆杯结构还包括圆杯压测组件,所述圆杯压测组件包括圆杯压测架、可升降地设置在圆杯压测架一侧的第三升降板、弹性安装在所述第三升降板底部的压柱、固定在所述压柱底部的压头、固定在所述压柱顶部的接触块以及固定在所述第三升降板顶部且与接触块相配合的接近开关。
13、优化地,所述圆片吸取组件包括第二驱动架以及固定在所述第二驱动架底部的吸取头,所述吸取头包括导套、开设在所述导套底部的活动槽、穿设在所述活动槽内的下联杆、一体连接在所述下联杆顶部且贯穿导套的上联杆、设置在所述活动槽内的第三弹簧以及固定在所述下联杆底部的吸嘴,所述下联杆的直径等于活动槽的直径。
14、优化地,所述上圆片结构还包括设置在圆片上料组件和圆片吸取组件之间的圆片输送组件,所述圆片输送组件包括圆片输送架、固定在所述圆片输送架顶部的圆片承载板、贯穿所述圆片输送架的下通槽、贯穿所述圆片承载板的上通槽、间隔开设在所述上通槽顶部的圆片槽以及用于转移圆片槽内圆片的转移杆。
15、优化地,所述圆片输送组件还包括开设在圆片承载板顶部且相互连通的进料通道、过渡通道和出料通道,所述出料通道的宽度大于上通槽的宽度。
16、优化地,所述承载结构还包括间隔固定在承载架顶部的导柱、固定在所述导柱顶部的顶板、可升降地设置在所述顶板顶部的旋转马达、固定在所述旋转马达顶部的压料板以及固定在所述压料板底部的压料头,所述压料头将圆片压至圆片焊接槽内。
17、由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
18、本发明焊接件用自动焊接设备在焊接时,首先通过上圆杯结构将圆杯翻转,使其圆片焊接槽朝上,并且放置在承载结构的治具筒上;承载结构带动圆杯移动至上圆片结构处,上圆片结构吸取圆片并且放置在圆杯的圆片焊接槽内;承载结构带动圆杯和圆片继续向前移动至焊接结构处,最后由焊接结构将圆片焊接在圆片焊接槽内;整个焊接过程自动化程度高,相比于人工焊接,焊接效率更高,而且在焊接时不会将圆杯放反,避免了返工的情况,同时也节省了人工的投入,节约成本,有效地保证了焊接后的效果。
技术特征:1.一种焊接件用自动焊接设备,焊接件包括圆杯(5)、开设在所述圆杯(5)顶部的圆片焊接槽(6)以及固定在所述圆片焊接槽(6)内的圆片(7),其特征在于,它包括:依次设置的上圆杯结构(1)、上圆片结构(2)和焊接结构(4)以及滑动设置在所述上圆杯结构(1)、上圆片结构(2)和焊接结构(4)同一侧的承载结构(3);
2.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述圆杯输送组件(10)还包括开设在圆杯转板(102)外侧的限位槽(103)、转动设置在所述圆杯转板(102)外侧的外限位轮(105)、一体连接在所述外限位轮(105)内侧的内抵轮(104)、转动设置在所述圆杯转板(102)内侧的内限位轮(107)以及一体连接在所述内限位轮(107)外侧的外抵轮(106),所述外限位轮(105)抵在圆杯转板(102)的外侧,所述内限位轮(107)抵在圆杯转板(102)的内侧,所述内抵轮(104)抵在限位槽(103)的内侧壁,所述外抵轮(106)抵在圆杯转板(102)的外侧壁。
3.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述圆杯输送组件(10)还包括固定在第二载板(109)靠近第一载板(108)一侧的挡板(1013)、弹性设置在所述挡板(1013)内侧的调节板(1014)以及转动安装在所述调节板(1014)内侧的调节轮(1015),所述调节轮(1015)抵在圆杯(5)的外侧。
4.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述圆杯夹取组件(11)包括第一驱动架以及固定在所述第一驱动架底部的夹取头,所述夹取头包括夹盘(113)、滑动连接在所述夹盘(113)内且环设的第一缩块(114)、可升降地设置在所述夹盘(113)顶部的升降块(1111)、倾斜开设在所述升降块(1111)内侧的斜槽(1112)以及一体连接在所述第一缩块(114)顶部且与斜槽(1112)相配合的斜销(1110)。
5.根据权利要求4所述的一种焊接件用自动焊接设备,其特征在于:所述夹取头还包括固定在所述第一缩块(114)底部的第二缩块(115)、开设在所述第二缩块(115)内侧的夹槽(116)、枢轴连接在所述夹槽(116)内的夹板(117)、一体连接在所述夹板(117)两侧的抵头(118)以及设置在所述抵头(118)内侧的接触部(119)。
6.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述上圆杯结构(1)还包括圆杯压测组件(12),所述圆杯压测组件(12)包括圆杯压测架(121)、可升降地设置在圆杯压测架(121)一侧的第三升降板(122)、弹性安装在所述第三升降板(122)底部的压柱(126)、固定在所述压柱(126)底部的压头(128)、固定在所述压柱(126)顶部的接触块(1210)以及固定在所述第三升降板(122)顶部且与接触块(1210)相配合的接近开关(1211)。
7.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述圆片吸取组件(23)包括第二驱动架以及固定在所述第二驱动架底部的吸取头,所述吸取头包括导套(234)、开设在所述导套(234)底部的活动槽(235)、穿设在所述活动槽(235)内的下联杆(237)、一体连接在所述下联杆(237)顶部且贯穿导套(234)的上联杆(236)、设置在所述活动槽(235)内的第三弹簧(2311)以及固定在所述下联杆(237)底部的吸嘴(2310),所述下联杆(237)的直径等于活动槽(235)的直径。
8.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述上圆片结构(2)还包括设置在圆片上料组件(21)和圆片吸取组件(23)之间的圆片输送组件(22),所述圆片输送组件(22)包括圆片输送架(221)、固定在所述圆片输送架(221)顶部的圆片承载板(225)、贯穿所述圆片输送架(221)的下通槽(229)、贯穿所述圆片承载板(225)的上通槽(2210)、间隔开设在所述上通槽(2210)顶部的圆片槽(2211)以及用于转移圆片槽(2211)内圆片的转移杆(224)。
9.根据权利要求8所述的一种焊接件用自动焊接设备,其特征在于:所述圆片输送组件(22)还包括开设在圆片承载板(225)顶部且相互连通的进料通道(226)、过渡通道(227)和出料通道(228),所述出料通道(228)的宽度大于上通槽(2210)的宽度。
10.根据权利要求1所述的一种焊接件用自动焊接设备,其特征在于:所述承载结构(3)还包括间隔固定在承载架(301)顶部的导柱(305)、固定在所述导柱(305)顶部的顶板(308)、可升降地设置在所述顶板(308)顶部的旋转马达(309)、固定在所述旋转马达(309)顶部的压料板(310)以及固定在所述压料板(310)底部的压料头(311),所述压料头(311)将圆片(7)压至圆片焊接槽(6)内。
技术总结本发明涉及一种焊接件用自动焊接设备,它包括:上圆杯结构、上圆片结构、承载结构和焊接结构,上圆杯结构、上圆片结构和焊接结构依次设置,承载结构滑动设置在上圆杯结构、上圆片结构和焊接结构的同一侧。在焊接时上圆杯结构将圆杯转移并放置在承载结构上;承载结构带动圆杯移动至上圆片结构处,上圆片结构将圆片转移并放置在圆杯顶部的圆片焊接槽内;承载结构带动载有圆片的圆杯移动至焊接结构处,由焊接结构将圆片焊接在圆片焊接槽内。整个焊接过程自动化程度高,相比于人工焊接,焊接效率更高,而且在焊接时不会将圆杯放反,避免了返工的情况,同时也节省了人工的投入,节约成本,有效地保证了焊接后的效果。技术研发人员:陆春强,费小冬受保护的技术使用者:苏州镭拓激光科技有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293498.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表