一种聚四氟乙烯纤维及其制备方法与应用与流程
- 国知局
- 2024-09-14 14:33:27
本发明属于聚四氟乙烯下游成型纤维制备领域,具体涉及一种聚四氟乙烯纤维及其制备方法与应用。
背景技术:
1、聚四氟乙烯纤维凭借其良好的化学稳定性、电绝缘性、非粘附性、耐候性、阻燃性、自润滑性、高温下可保持强度以及使用温度高达260℃等优势,已在垃圾焚烧、航天服、消防安全防护纺织品、过滤材料及航天材料等领域得到广泛应用。
2、聚四氟乙烯纤维在滤布方面有重要应用,其综合性能要比其他纤维更具有优势,是制成用于处理耐高温、耐腐蚀性烟气除尘滤料的主要材料。此外,也可经过整经和织造等工艺制备成聚四氟乙烯纤维网布,用作轻质膜建材、橡胶垫等必不可少的关键增强组件。聚四氟乙烯增强组件的强度和伸长率都是由聚四氟乙烯纤维构成的基布决定的,所以聚四氟乙烯纤维的强度和伸长率决定着其增强组件的强度和伸长率。
3、由于聚四氟乙烯自身特殊的分子结构,其加工成型与其他热塑性高分子材料大不相同。聚四氟乙烯即便是在熔融状态依旧不会产生流动,熔体粘度高且对剪切作用敏感,也不溶于各种溶剂,不适用于熔融纺丝和湿法纺丝,一般采用聚四氟乙烯乳液的载体纺丝法和薄膜切割法来制造聚四氟乙烯纤维。
4、目前国内厂家生产的聚四氟乙烯纤维绝大多数都采用薄膜切割法制造,普遍存在强度不高、伸长率过大的问题。在专利cn110129933a一种聚四氟乙烯复丝及其制备方法中,对聚四氟乙烯单丝上油的方式,减少单丝在并丝集束后的热牵伸中产生相互粘联,制备的聚四氟乙烯复丝的断裂强度与断裂延伸率比较理想,但工艺较为复杂。在专利cn110629303a一种高强度低伸长聚四氟乙烯超细长丝的制造工艺中,通过将聚四氟乙烯三次纵向加热拉伸的拉伸温度、拉伸倍率和拉伸速率进行限定,制备得到聚四氟乙烯长丝的强度、断裂伸长率较优,但该长丝线密度高于500dtex以上,粗度较大。同时上述聚四氟乙烯纤维的制备中,都是通过对制备方法的改进来提高聚四氟乙烯纤维的断裂强度,现有技术中鲜有通过原料的改进来提高聚四氟乙烯纤维断裂强度的方法,在专利cn115352104a一种石墨烯/聚四氟乙烯纳米复合膜裂纤维的制备方法中,虽然通过石墨烯衍生物与聚四氟乙烯分散树脂的结合来提高断裂强度,相较于现有的聚四氟乙烯纤维断裂强度得到了提升,但该方法中还需要添加扩散剂来增加石墨烯衍生物与聚四氟乙烯分散树脂的相容性。
5、综上所述,现有技术仍未存在一种高强度、低断裂伸长率的聚四氟乙烯纤维的简单制备方法,仍需要对生产工艺技术进行更新迭代,打破常规思维,突破技术瓶颈,探索出一种既能提高强度又能降低断裂伸长率的聚四氟乙烯纤维制造技术新路径。
技术实现思路
1、为解决上述现有技术的弊端,本发明公开了一种聚四氟乙烯纤维的制备方法,具体的技术方案如下:
2、一种聚四氟乙烯纤维的制备方法,以分散聚四氟乙烯树脂和低分子量聚四氟乙烯为原料,通过膜裂法制备。
3、采用膜裂法制备聚四氟乙烯树脂时,聚四氟乙烯树脂在推压处理的挤出过程中,相邻树脂颗粒间无定型区发生缠结,缠结的分子链在挤出加速作用下,克服相邻分子间极弱的相互作用被从晶区拉出形成微纤,进而形成具有相当强度的纤维-结点的丝网结构,而纤维微纤的产生无疑是聚四氟乙烯树脂发生塑性变形后,耗散外界能量,提高材料的断裂韧性的一种方式,所以聚四氟乙烯纤维的断裂强度不单单与微纤缠结程度有关,更有微纤的数量、质量与分布区域有重要联系。基于此,本发明在制备聚四氟乙烯纤维时,将分散聚四氟乙烯树脂与低分子量聚四氟乙烯掺杂,两者的分子量相差较大,低分子量聚四氟乙烯的掺杂使得分散聚四氟乙烯树脂的分散性得到提高,整个体系的分散性较好,提高了在挤出时生成的微纤的数量与质量,提高了纤维的断裂强度,同时由于微纤数量的提高,还会产生限制聚四氟乙烯结晶能力的作用。
4、分散聚四氟乙烯树脂与低分子量聚四氟乙烯同为聚四氟乙烯,两者之间不存在相容性问题,在制备过程中无需在聚四氟乙烯纤维中加入存在相容性问题的填料或颗粒添加剂,制备方法更加的简单,生产成本得到了降低。
5、进一步的,所述分散聚四氟乙烯树脂为一种分子量百万级以上的分散聚四氟乙烯树脂或两种以上分子量百万级以上的分散聚四氟乙烯树脂的混合物,优选的,所述分散聚四氟乙烯树脂的平均粒径为380~550μm。
6、分散聚四氟乙烯树脂与其它聚四氟乙烯树脂的区别是它具有成纤性,在剪切力作用下分散聚四氟乙烯树脂颗粒之间能构成一定强度的丝网结构,百万级分子量有利于保证拉伸强度,发明人通过实验发现,分子量过高不利于加工,设备选型困难;分子量过低,虽然容易拉伸加工,但最终纤维强度偏低。
7、粒径选择380-550μm的目的是为了满足纤维性能与加工过程稳定性的需求,粒径过大,影响加工、结构、微观颗粒排序,进一步造成加工过程中膜的均匀性变差,导致拉伸强度变差;粒径过小,容易造成出料口堆积,设备挤出压力过大。
8、进一步的,所述分散聚四氟乙烯树脂为ssg相差0.015以上的两种以上分散聚四氟乙烯树脂的混合物。
9、选择两种以上ssg相差0.015以上的分散聚四氟乙烯树脂的目的有两个,其一是可以根据不同分子量的聚四氟乙烯拉伸后纤维化能力不同,对拉伸工艺进行相应的调整,制备不同性能的纤维;其二是高ssg的聚四氟乙烯树脂被拉伸后可以作为低ssg聚四氟乙烯树脂的过渡链,增加大分子链的移动速率,提高整体树脂的链分散性。发明人通过试验表明,当分散聚四氟乙烯树脂之间的ssg差值小于0.015时,所用树脂的分子量差异性不明显,大分子链的移动速率得不到提高,树脂的分散性比较低,无法实现聚四氟乙烯纤维强度与微纤数量、质量的兼顾。
10、ssg(标准相对密度)是astm的一个标准概念,间接表征聚四氟乙烯分子量。ssg值越大,分子量越小;然而,即便ssg数值非常相近,但对应的分子量却相差较大:例如当ssg为2.13时,对应分子量为20540万;当ssg为2.14时,对应分子量为13800万。本发明选用不同ssg的分散聚四氟乙烯树脂复配,首先,同样不存在相容性问题,其次,聚四氟乙烯树脂在推压处理的挤出过程中,高分子量聚四氟乙烯的长链在一定程度上不能移动,如果存在较短的链,他们可以作为长链的润滑剂,增加链移动的速率,因此本发明选用不同ssg的分散聚四氟乙烯树脂,在低ssg的聚四氟乙烯可以提供足够断裂强度的前提下,复配不同ssg的聚四氟乙烯可以提高分散聚四氟乙烯树脂的分散性、大大提高了微纤的数量和质量,进一步增加纤维的断裂强度。
11、进一步的,所述低分子量聚四氟乙烯的分子量为25~40万,优选的,所述低分子量聚四氟乙烯的平均粒径为1~5μm。
12、低分子量聚四氟乙烯的主要作用之一是限制百万级聚四氟乙烯的结晶速率。发明人通过实验证明,过低是分子量会使得低分子聚四氟乙烯失去足够的耐热性,从而在加工过程中产生不可避免的轻微分解,过高的分子量会削弱低分子量聚四氟乙烯对结晶速率的限制作用;平均粒径过小,容易在加入过程因静电吸附造成物料团聚,达不到分散效果,平均粒径过大,容易造成成品纤维表观凹凸不平。
13、进一步的,所述低分子量聚四氟乙烯的重量占分散聚四氟乙烯树脂与低分子量聚四氟乙烯总重量的0.5~1.2%。
14、由于聚四氟乙烯结晶速率非常快,低分子量聚四氟乙烯的主要作用的限制聚四氟乙烯的结晶速率,低分子聚四氟乙烯的重量占比为0.5-1.2%是纤维表观与限制结晶速率作用的共同需求,发明人通过实验表明,低分子聚四氟乙烯的重量占比过低,限制聚四氟乙烯结晶速率的作用不明显,低分子聚四氟乙烯的重量占比过高,容易造成成品纤维表观出现发白、发亮的现象。
15、进一步的,所述膜裂法的具体步骤为:
16、将所述分散聚四氟乙烯树脂、润滑油(优选为液体润滑油)混合均匀后置于搅拌装置内搅拌,在搅拌过程中加入低分子量聚四氟乙烯,制备成糊状料,优选的,所述润滑油的重量占分散聚四氟乙烯树脂重量的11~26%,进一步优选的,搅拌速度为2~10r/min,搅拌时间为2-5h;将所述糊状料经熟化、预制、推压、压延、脱油、分切、热牵引拉伸、加捻、热定型处理,得到聚四氟乙烯纤维。
17、进一步的,所述热牵引拉伸的具体步骤为:将分切处理后得到的聚四氟乙烯扁丝引入牵引定型设备中进行两次纵向热牵引拉伸,第一次纵向热牵引拉伸时,牵引定型设备出口展平辊温度为260~320℃。
18、本发明第一次牵引拉伸时,牵引定型设备出口展平辊温度为260~320℃,增加了聚四氟乙烯从熔融体冷却到结晶体的时间,有利于分子链重新排列进入规整的晶格,有利于断裂强度的提升。
19、进一步的,第一次纵向热牵引拉伸时,热牵引拉伸的温度为340~370℃,拉伸倍数为4~8倍,拉伸速率为3~7m/min;
20、和/或,第二次纵向热牵引拉伸时,热牵引拉伸的温度为380~430℃,拉伸倍数为6~10倍,拉伸速率为5~10m/min,所述牵引定型设备出口展平辊温度为室温。
21、进一步的,所述分散聚四氟乙烯树脂与润滑油混合前,先置于19℃以下的环境中保存12h以上;
22、进一步的,所述润滑油为异构烷烃类溶剂油,优选的,所述润滑油为isopar m(异构十六烷烃溶剂);
23、进一步的,所述熟化处理的温度为45~60℃,时间为18~24h;
24、和/或,所述预制处理的压制压力为8~12mpa,预压时间为10~30min,保压时间为20~40min,制得的预制坯料的直径为50~70mm。优选的,所述压制处理的真空度为-0.1mpa以下。
25、本发明的压制处理的真空度设置在-0.1mpa以下,减少了聚四氟乙烯纤维表观瑕疵的产生、进一步提高了聚四氟乙烯纤维的断裂强度。
26、进一步的,所述推压的具体方法为将所述预制坯料放入推压模腔内推压,连续挤出条形棒材。
27、进一步的,所述压延处理的压延温度为32~69℃,压延速率为5~25m/min,压延处理后制得聚四氟乙烯压延膜。
28、进一步的,所述脱油处理的具体方法为将压延得到的聚四氟乙烯压延膜经热牵引脱油,热牵引温度为140~210℃,牵引速度为2~7m/min,牵引倍数为2~5倍。
29、进一步的,所述分切的具体方法为将脱油处理后的聚四氟乙烯压延膜引入膜裂装置完成分切,得到若干聚四氟乙烯扁丝。
30、进一步的,所述加捻处理的具体方法为将热牵引拉伸后的聚四氟乙烯扁丝通过加捻机加捻制备成圆丝,捻度为800~1200捻/m。
31、进一步的,所述热定型处理优选施加张力的热空气定型处理,热定型处理的温度为320~420℃,时间为0.6~2.8min,热定型处理后进行收卷,收卷辊为室温,同时控制进料与收卷速率,保持松弛率为1~5%。
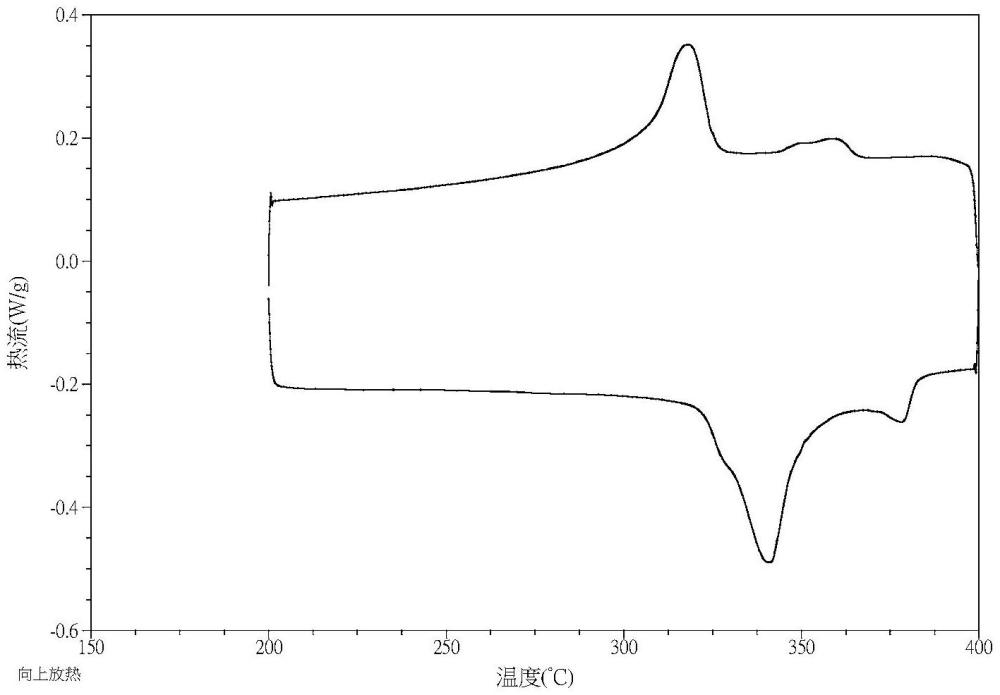
32、本发明还公开了一种聚四氟乙烯纤维,采用上述任一所述的制备方法制备。制备得到的聚四氟乙烯纤维的结晶度为25~45%,断裂强度大于4.0cn/dtex,断裂伸长率小于12%,线密度为75~220d。
33、本发明还公开了上述方法制备的聚四氟乙烯纤维在垃圾焚烧、消防防护、过滤材料、航天材料领域的应用。例如可以用于制备消防安全防护纺织品、航天服、滤布、轻质膜建材、橡胶垫等。
34、通过采用上述技术方案,本发明的有益效果为:
35、本发明制备聚四氟乙烯纤维的原料选用分散聚四氟乙烯树脂与低分子量聚四氟乙烯,制备过程中无需在聚四氟乙烯纤维中加入存在相容性问题的填料或颗粒添加剂,所以也无需加入增加相容性的助剂,制备方法更加简单,成本得到降低;同时低分子量聚四氟乙烯的掺杂使得分散聚四氟乙烯树脂的分散性得到提高,提高了在挤出时生成的微丝的数量与质量,提高了聚四氟乙烯纤维的断裂强度,降低了聚四氟乙烯纤维的结晶度。
36、本发明选用不同ssg的分散聚四氟乙烯树脂与低分子量聚四氟乙烯来制备聚四氟乙烯纤维,首先整个体系均为聚四氟乙烯,仍然不存在相容性问题,在多次热牵引、烧结之后,树脂与树脂间的结合力度更加稳固,在使用过程中不会出现基体与基体之间的剥离现象;其次,不同ssg的分散聚四氟乙烯树脂与低分子量聚四氟乙烯之间的复配协同使得整个体系的分散性进一步得到提升,聚四氟乙烯纤维的断裂强度进一步得到提高。
本文地址:https://www.jishuxx.com/zhuanli/20240914/294756.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。