显示屏贴合方法与流程
- 国知局
- 2024-09-14 14:39:56
本技术涉及光学贴合,特别是涉及一种显示屏贴合方法。
背景技术:
1、随着液晶触摸屏技术的发展,工控显示屏在工业领域上的应用越来越广泛,工控显示屏主要包括电容式触摸屏和电阻式触摸屏,通常包括从上到下依次设置的玻璃盖板(cover glass,cg)、电容式触摸面板(capacitive touch panel,ctp)或电阻式触摸面板(resistive touch panel,rtp)和液晶显示模组(lcd module,lcm),通过全贴合技术、框贴技术或0贴合技术将三者贴合在一起组装成一块完整的工控触摸屏。
2、目前,对于玻璃盖板与液晶显示模组的全贴合工艺,通常是在预定的工艺参数下,往液晶显示模组灌填光学水胶(optical clear resin,ocr),然后将玻璃盖板贴附并挤压光学水胶,以将玻璃盖板与液晶显示模组贴合为一体。但是,现有的全贴合工艺均仅能针对某一类型玻璃盖板与液晶显示模组之间的全贴合,若是玻璃盖板与液晶显示模组的工艺参数发生变化,需改变全贴合工艺以适应特定工艺参数的玻璃盖板与液晶显示模组之间的贴合,导致玻璃盖板与液晶显示模组之间的全贴合工艺适应性差。
技术实现思路
1、基于此,有必要针对现有玻璃盖板与液晶显示模组之间的全贴合工艺适应性差的问题,提供一种显示屏贴合方法。
2、一种显示屏贴合方法,用于在贴合线体上贴合玻璃盖板与液晶显示模组,所述贴合线体具有依次设置的上料工位、清洁工位、封胶工位、贴胶工位、点胶工位、检测工位、绑定工位以及灌胶工位,所述液晶显示模组外侧包裹有铁框,所述贴合线体配置有控制中心,所述控制中心与各工位之间通信连接,所述显示屏贴合方法包括如下步骤:
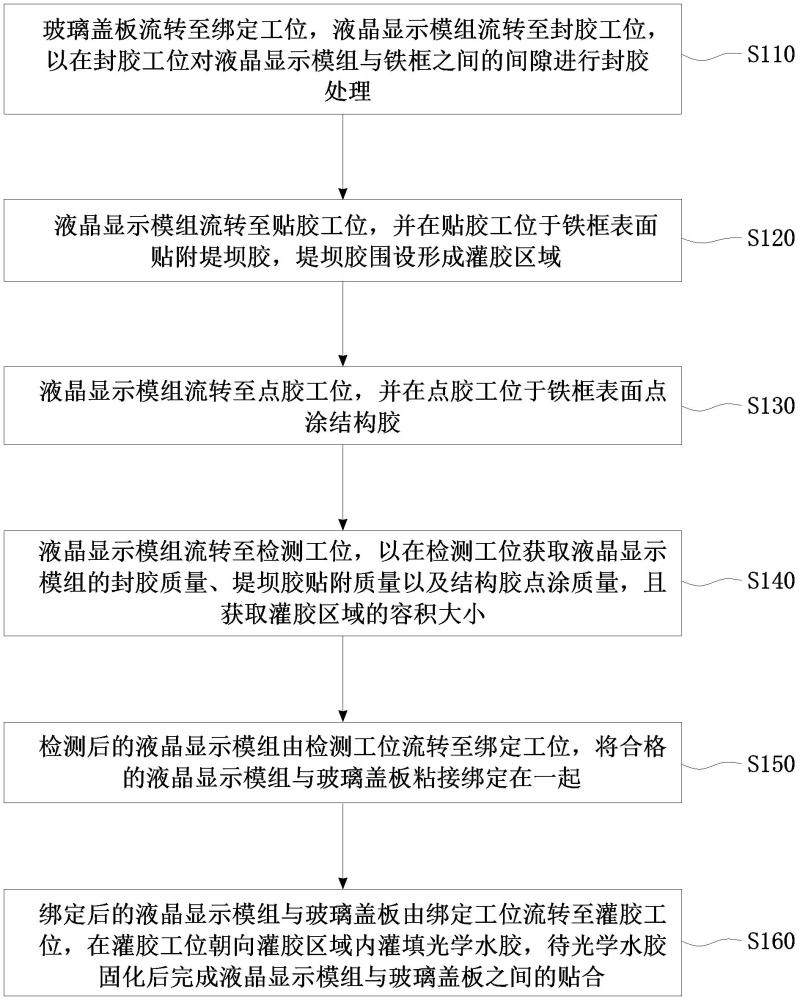
3、s110:所述玻璃盖板流转至所述绑定工位,所述液晶显示模组流转至所述封胶工位,以在所述封胶工位对所述液晶显示模组与所述铁框之间的间隙进行封胶处理;
4、s120:所述液晶显示模组流转至所述贴胶工位,并在所述贴胶工位于所述铁框表面贴附堤坝胶,所述堤坝胶围设形成灌胶区域;
5、s130:所述液晶显示模组流转至所述点胶工位,并在所述点胶工位于所述铁框表面点涂结构胶;
6、s140:所述液晶显示模组流转至所述检测工位,以在所述检测工位获取所述液晶显示模组的封胶质量、所述堤坝胶贴附质量以及所述结构胶点涂质量,且获取所述灌胶区域的容积大小;
7、s150:检测后的所述液晶显示模组由所述检测工位流转至所述绑定工位,将合格的所述液晶显示模组与所述玻璃盖板粘接绑定在一起;
8、s160:绑定后的所述液晶显示模组与所述玻璃盖板由所述绑定工位流转至所述灌胶工位,在所述灌胶工位朝向所述灌胶区域内灌填光学水胶,待所述光学水胶固化后完成所述液晶显示模组与所述玻璃盖板之间的贴合;
9、其中,所述步骤s120与所述步骤s130能够互换,且所述控制中心能够控制所述各工位动作的调整。
10、在其中一个实施例中,所述步骤s110具体为:
11、所述玻璃盖板流转至所述绑定工位,所述液晶显示模组流转至所述封胶工位,在所述封胶工位将内封胶灌填至所述液晶显示模组与所述铁框之间的间隙处,待所述内封胶固化形成内封胶层后,所述内封胶层延伸至所述液晶显示模组靠近所述铁框的一侧,且所述内封胶层延伸至所述铁框靠近所述液晶显示模组的一侧。
12、在其中一个实施例中,所述步骤s110中还包括:
13、所述液晶显示模组流转至所述封胶工位后,通过摄像模块定位所述液晶显示模组,并在所述封胶工位将所述内封胶灌填至所述液晶显示模组与所述铁框之间的间隙处,且通过紫外光源对灌填至所述液晶显示模组与所述铁框间隙处的所述内封胶进行照射,以使得所述内封胶固化形成所述内封胶层。
14、在其中一个实施例中,在所述步骤s110之前还包括:
15、s101:在所述上料工位上料所述玻璃盖板与所述液晶显示模组;
16、s102:所述玻璃盖板与所述液晶显示模组均由所述上料工位流转至所述清洁工位进行表面清洁处理。
17、在其中一个实施例中,所述步骤s102具体为:
18、所述玻璃盖板与所述液晶显示模组由所述上料工位流转至所述清洁工位后,通过摄像模组定位所述玻璃盖板与所述液晶显示模组,对所述玻璃盖板与所述液晶显示模组表面进行超声波清洗处理和等离子清洗处理。
19、在其中一个实施例中,所述步骤s101具体为:
20、在所述上料工位上料所述玻璃盖板与所述液晶显示模组,通过扫码机构对所述玻璃盖板与所述液晶显示模组进行信息扫描处理,并将所述玻璃盖板与所述液晶显示模组的信息扫描结果上传至所述控制中心,通过所述控制中心将所述玻璃盖板与所述液晶显示模组的信息扫描结果和各工位进行关联。
21、在其中一个实施例中,在所述步骤s101中,所述控制中心将所述玻璃盖板与所述液晶显示模组的信息扫描结果和各工位进行关联,用于得出所述液晶显示模组流转至所述封胶工位的封胶路径,和所述液晶显示模组流转至所述贴胶工位的所述堤坝胶的贴附厚度与路径,以及所述液晶显示模组流转至所述点胶工位的所述结构胶的点涂路径。
22、在其中一个实施例中,所述步骤s150具体为:
23、检测后的所述液晶显示模组由所述检测工位流转至所述绑定工位,调取所述控制中心中所述玻璃盖板的基准点以及合格的所述液晶显示模组的基准点,使得所述玻璃盖板的基准点与合格的所述液晶显示模组的基准点对应粘接绑定在一起。
24、在其中一个实施例中,所述步骤s140具体为:
25、所述液晶显示模组流转至所述检测工位,并通过摄像单元扫描液晶显示模组的表面质量以及获取所述灌胶区域的容积大小,且将所述液晶显示模组的表面质量与所述灌胶区域的容积大小上传至所述控制中心。
26、在其中一个实施例中,所述步骤s160具体为:
27、绑定后的所述液晶显示模组与所述玻璃盖板由所述绑定工位流转至所述灌胶工位,在所述灌胶工位朝向所述灌胶区域内灌填光学水胶,并将灌填有光学水胶的所述液晶显示模组与所述玻璃盖板放置于室温或高温环境下,待光学水胶固化后完成所述液晶显示模组与所述玻璃盖板之间的贴合。
28、上述显示屏贴合方法,首先,玻璃盖板流转至绑定工位,同时液晶显示模组流转至封胶工位,并在封胶工位对液晶显示模组与铁框之间的间隙进行封胶处理,防止后续贴合过程中胶水或其他杂质通过间隙流动至液晶显示模组的背光模组;其次,液晶显示模组流转至贴胶工位,并在贴胶工位于铁框表面贴附堤坝胶,预设厚度的堤坝胶围设形成灌胶区域;接着,液晶显示模组流转至点胶工位,并在点胶工位于铁框表面点涂结构胶,以实现后续玻璃盖板与液晶显示模组的预粘接;然后,液晶显示模组流转至检测工位,以在检测工位获取液晶显示模组的封胶质量、堤坝胶贴附质量以及结构胶点涂质量,从而区分合格的液晶显示模组,并剔除不合格的液晶显示模组,且在检测工位获取灌胶区域的容积大小,便于控制后续光学水胶的灌填量;而后,检测后的液晶显示模组由检测工位流转至绑定工位,将合格的液晶显示模组与玻璃盖板通过结构胶粘接绑定在一起;最后,绑定后的液晶显示模组与玻璃盖板由绑定工位流转至灌胶工位,在灌胶工位朝向灌胶区域内灌填光学水胶,待光学水胶固化后完成液晶显示模组与玻璃盖板之间的贴合。本技术提供的显示屏贴合方法,由于控制中心与各工位之间通信连接,通过控制中心能够控制各工位动作的调整,以适应不同工艺参数的玻璃盖板与液晶显示模组之间的贴合,提高玻璃盖板与液晶显示模组之间的全贴合工艺适应性。
本文地址:https://www.jishuxx.com/zhuanli/20240914/295394.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。