一种数控机床热误差补偿和验证方法与流程
- 国知局
- 2024-09-14 15:03:05
本发明涉及数控机床,特别是一种数控机床热误差补偿和验证方法。
背景技术:
1、在数控机床加工过程中,由于机床各部分在工作时会产生热量,导致机床温度发生变化。这种温度变化会引起机床部件的热膨胀,进而影响加工精度,特别是丝杆在工作过程中会产生热量,这些热量会导致机床部件的热膨胀,从而引发加工误差。这种由于热变形导致的误差被称为热误差。为了提高数控机床的加工精度,必须对热误差进行有效的补偿。为了解决这个问题,传统的做法是在机床上安装温度传感器,实时监测机床的温度,并根据温度数据进行误差补偿。然而,这种方法不仅增加了机床的成本,而且传感器的安装和布线也会增加机床的复杂性和装配难度;并且传统的热误差补偿方法通常依赖于温度传感器来检测机床关键部位的温度,然后根据温度数据计算热误差并进行补偿。然而,这种方法存在一些缺点,如传感器的安装和维护成本高,且可能因传感器自身的精度问题而引入额外的误差。
2、近年来,随着机器学习技术的快速发展,其在各个领域的应用也越来越广泛。机器学习算法具有强大的数据分析和预测能力,能够从大量数据中提取出有用的信息,并用于后续的决策和预测。在数控机床温度误差补偿方面,机器学习算法也展现出了巨大的潜力。
3、目前,一些专利技术公开了一些行之有效的关于热误差的补偿方法,例如对比文件1:专利申请号为2019100382437,专利名称为一种数控机床温度误差补偿估算方法及装置,公开了一种数控机床温度误差补偿估算方法,可供设计计算模块设计作为底层参考,同时也有有一些研究尝试将机器学习算法将底层参考应用于数控机床的温度误差补偿中,但这些研究大多还处于初级阶段,且主要集中在温度预测模型的构建和优化上,对于如何将预测结果与实际加工过程相结合,实现实时的误差补偿,目前的研究还相对较少。
技术实现思路
1、为了克服这些缺点,本发明提出了一种新的数控机床丝杆热误差补偿和验证方法,该方法不依赖温度传感器,而是通过采集和分析机床的运动数据来估算和补偿热误差,这种方法不仅可以降低机床的成本和装配难度,还可以提高热误差补偿的精度和可靠性,更具体的是本发明的技术方案中将提出一种创新的数控机床温度误差补偿计算方法,该方法结合了机器学习和实时数据处理技术,不仅避免了使用温度传感器,从而降低了成本,而且采用了更先进的算法,提高了误差补偿的精度。同时,该方法还具有通用性和灵活性强的特点,能够适应不同机床和加工条件的变化。
2、本发明所采用的技术方案是:一种数控机床热误差补偿和验证方法,包括以下创新步骤:
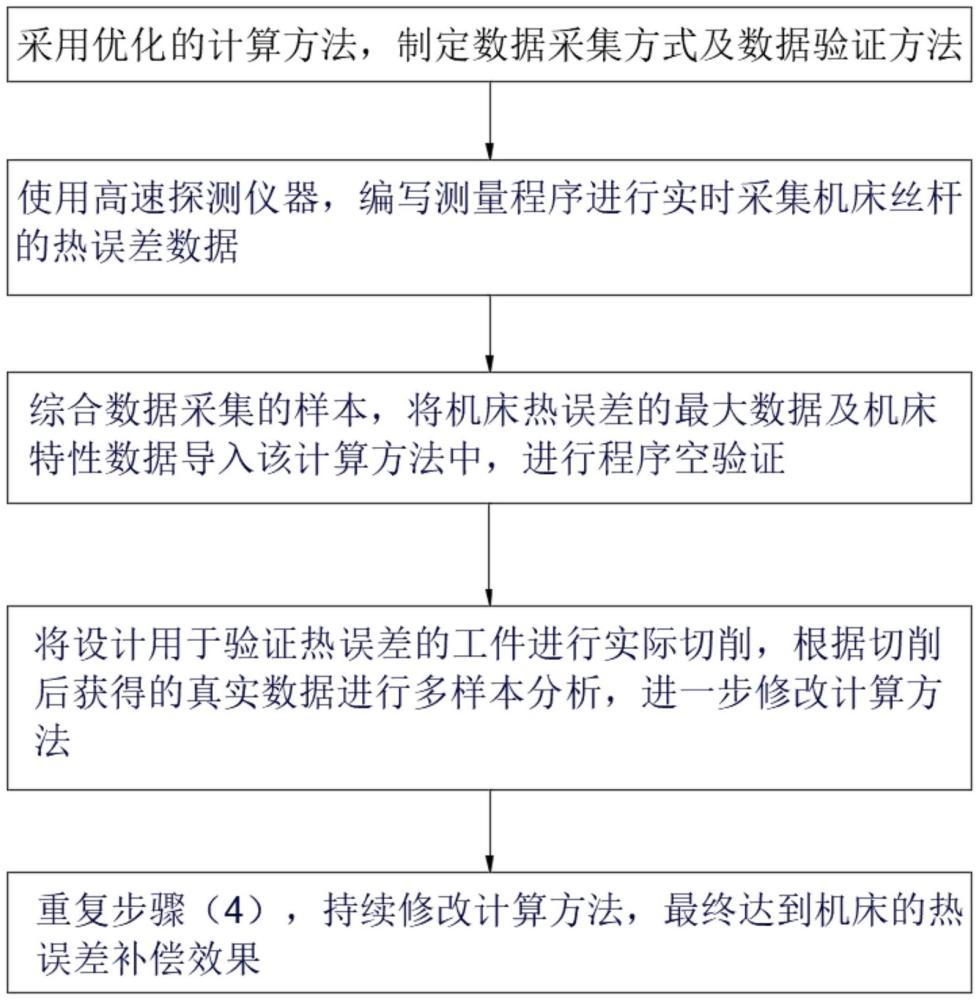
3、(1)采用优化的计算方法,以独特的数据采集策略及数据验证手段,对数控机床丝杆的热误差进行补偿和验证;
4、(2)采用特定的高速探测仪器,结合独创的测量程序,实现对丝杆热误差的高精度、高效率数据采集;
5、(3)全面分析所采集的数据样本,特别是机床热误差的最大数据和机床的特定属性数据,将这些数据以创新的方式导入改进的计算方法中,进行无实际切削的程序空验证;
6、(4)特别设计并制造用于热误差验证的工件,通过实际切削该工件,获取真实的切削数据,进行深入的多样本分析,以此为基础精细化调整计算方法;
7、(5)通过迭代步骤(4),不断优化和调整计算方法,直至达到理想的机床丝杆热误差补偿效果。
8、所述步骤(2)中采用的高速探测仪器,具有实时、高精度的数据采集能力,能准确捕捉机床丝杆在工作中的热误差数据变化。
9、所述步骤(3)中导入的机床特性数据,包括但不限于机床的型号、丝杆的材质、丝杆的长度和直径,这些数据以创新的方式被整合到计算方法中,提高了热误差补偿的准确性和效率。
10、所述步骤(3)中的程序空验证,是在无负载、无实际切削的情况下进行的,通过模拟切削过程,对计算方法进行初步的验证和调整。
11、所述步骤(4)中通过切削特别设计的验证工件,获取包括切削力、切削温度、切削振动以及工件加工精度在内的真实数据,以此为基础对计算方法进行精细化的调整和优化。
12、所述的方法进一步包括步骤(6):将经过优化和调整的计算方法进行封装,形成独立的数控机床丝杆热误差补偿模块,该模块可以方便地被数控机床控制系统调用,实现实时的热误差补偿。
13、该热误差补偿模块能够实时接收并处理机床的工作状态数据,根据这些数据动态调整补偿参数,实现实时的热误差补偿。
14、所述方法包括步骤(7):定期对数控机床进行热误差补偿效果的评估,如果发现补偿效果未达到预期,则重新执行从步骤(1)到步骤(5)的整个过程,以确保补偿效果的持续优化。
15、本技术方案优化了计算方法,其实际效果在于,能够显著提高数控机床的加工精度,有效降低因热误差导致的工件加工质量问题,从而提升了数控机床的整体性能和加工效率,更具体的是,优化的计算方法主要包括以下步骤:
16、步骤一:初始化参数:在开始计算之前,需要初始化一些参数,包括数控机床的各轴长度、材料属性(如热膨胀系数)等,这些参数将用于后续的计算;
17、步骤二:监测并记录机床运行数据:通过数控机床自带的传感器或者外部检测设备,实时监测并记录机床的运行数据,包括主轴转速、进给速度、切削力等,这些数据将作为后续温度误差补偿计算的依据;步骤三:利用机器学习算法预测温度误差:本发明创新地引入机器学习算法,如支持向量机(svm)、神经网络等,来预测温度误差,首先,利用历史运行数据和对应的温度误差数据训练模型,然后,根据实时监测的机床运行数据,利用训练好的模型预测当前的温度误差。
18、步骤四:计算误差补偿量:基于预测的温度误差,结合机床的几何参数和材料属性,计算出各轴的误差补偿量,这一步可以考虑到机床的具体结构和运动特性,以确保误差补偿的精确性;
19、步骤五:实时误差补偿:根据计算出的误差补偿量,对数控机床进行实时的误差补偿,这可以通过调整机床的运动控制参数来实现,如改变进给速度、主轴转速等;
20、步骤六:反馈与优化:在机床运行过程中,不断收集新的运行数据和温度误差数据,并将其添加到训练集中,以优化机器学习模型的预测性能。同时,根据实际运行效果调整误差补偿策略,以达到更好的补偿效果。
21、本发明的技术效果是:本技术方案的创新之处在于结合了机器学习和实时数据处理技术来进行温度误差补偿计算,不仅降低了成本,而且提高了补偿的精度和实时性,此外,通过反馈与优化机制,使得该方法能够适应不同机床和加工条件的变化,具有更强的通用性和灵活性,技术方案的具体有益效果体现如下:首先,本发明避免了使用温度传感器,从而显著降低了数控机床的成本。同时,由于无需安装传感器,也减少了机床的装配难度和维护成本;其次,通过引入机器学习算法,如支持向量机(svm)、神经网络等,来预测温度误差,这种方法比传统的基于温度传感器的补偿方法更为精确,机器学习模型能够从大量历史运行数据中学习并预测温度误差,从而提高了误差补偿的精度;同时,本发明通过实时监测并记录机床的运行数据,如主轴转速、进给速度、切削力等,并利用这些数据实时预测温度误差并进行补偿。这种实时性确保了加工过程中的误差能够被及时纠正,从而提高了加工精度和效率;重要的是,本发明的方法能够适应不同机床和加工条件的变化,通过反馈与优化机制,不断收集新的运行数据和温度误差数据来优化机器学习模型的预测性能,使得该方法具有更强的通用性和灵活性;本技术方案中通过有效的热误差补偿,能够显著提高数控机床的加工精度,减少因热误差导致的工件加工质量问题。同时,由于减少了因误差而导致的返工和废品率,也提高了加工效率;其中核心是系统化和自动化的验证流程,包括采用特定的高速探测仪器进行高精度数据采集、通过无实际切削的程序空验证以及实际切削验证工件的多样本分析等手段,确保了热误差补偿方法的准确性和可靠性。
本文地址:https://www.jishuxx.com/zhuanli/20240914/296777.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表