一种低温高强度镍基箔带及其制备方法与流程
- 国知局
- 2024-09-19 14:30:18
:本发明涉及焊接,尤其涉及一种低温高强度镍基箔带及其制备方法。
背景技术
0、背景技术:
1、三元催化器是安装在汽车排气系统中最重要的机外净化装置之一,它可以将汽车尾气排出的co、hc和nox等有害气体通过氧化和还原作用转变为无害的二氧化碳、水和氮气。
2、不锈钢蜂窝状体作为三元催化器的催化剂载体,其结构包括圆柱形外壳和蜂窝内芯,蜂窝内芯由金属平带和波纹带组叠、卷制而成。金属平带和波纹带、以及蜂窝内芯与外壳之间是通过钎焊,将材料连接在一起。
3、现有技术中,不锈钢蜂窝载体通常采用钎料膏涂抹待焊件部位或者钎料箔带装配于待焊件部位的形式进行真空钎焊。钎料膏的制备工艺是将原材料熔炼成合金熔液,再通过气雾化制成粉末,然后和有机物、钎剂混合配制成膏体使用;由于不锈钢蜂窝载体待焊件部位结构复杂,焊接间隙细小,采用焊膏涂抹的形式工序较为繁琐,很难涂抹均匀而定量准确,容易造成焊膏的浪费。此外,焊膏中的粘结剂和溶剂在加热时会挥发,挥发物会污染真空钎焊炉,积累到一定量时会降低真空度,也会影响不锈钢蜂窝载体待焊件部位的钎焊质量。
4、钎料箔带的制备工艺如图3:先将原材料在氮气保护下反复多次重熔浇铸成合金锭,再用线切割设备切成小块,然后经过单辊急冷甩带机重熔并喷射到高速旋转的铜辊上得到非晶或者纳米晶钎料箔带。由于需要先将合金锭用线切割设备切成小块,才能放入甩带机石英管内进行熔炼,但合金锭较硬,切割时间较长,因而工序较为繁琐,费时费力。
5、适合不锈钢钎焊的材料主要是镍基钎料。常用的镍基钎料有bni-2、bni-5、bni-7。bni-2属于nicrsibfe系,其成份为:cr含量6.0%-8.0%,fe含量2.5%-3.5%,si含量4.0%-5.0%,b含量2.75%-3.5%,ni余量;钎焊温度1010℃-1177℃,可制成粉状或箔带。bni-2钎料cr含量较低,耐腐蚀性较差;含b量较高,钎料易制成箔带,但是b在钎焊过程中会大量向母材扩散,容易出现溶蚀等现象,从而影响不锈钢的质量。bni-5属于nicrsi系,其成份为:cr含量18.5%-19.5%,si含量9.75%-10.5%,ni余量;钎焊温度1149℃-1204℃,可制成粉状或箔带。但bni-5钎料钎焊温度较高,接近1200℃,钎焊时会诱发不锈钢母材金属晶粒长大;并且钎焊温度高,加热和冷却时间长、生产效率低、综合成本高。bni-7属于nicrsi系,其成份为:cr含量13.0%-15.0%,p含量9.7%-10.5%,ni余量;钎焊温度927℃-1093℃,只能制成粉状。但bni-7钎料由于钎料的cr含量不够高,p含量较高,因此其强度和耐腐蚀性能较差,且无法制成箔带。另外专利cn200910107824.8公开一种nicrpsi镍基钎料,其成份为:cr含量21.5%-28.0%,p含量7.0%-9.0%,si含量2.0%-3.5%,ni余量;钎焊温度在1050℃度以内,可制成粉状或箔带。专利cn201711361760.5公开一种nicrpsi镍基钎料,其成份为:cr含量27%-31%,p含量5.0%-7.0%,si含量3.0%-5.0%,zr含量0.5%-1%,ni余量;钎焊温度在1090℃度以内,可制成粉状或箔带。上述两种nicrpsi系钎料,cr含量较高,耐腐蚀性较好;添加少量zr,可以提高非晶形成能力;但因含有大量p和si,钎料的强度还不够,制取的箔带较脆。
技术实现思路
0、技术实现要素:
1、本发明提供了一种低温高强度镍基箔带及其制备方法,以nicr合金为基体,通过添加cu、mo和稀土元素,协同作用,同时起到降熔、耐腐蚀、固溶强化、增强非晶形成能力的作用,制备过程采用一模多出的石墨槽舟进行浇铸,解决了现有技术中镍基箔带耐腐蚀性能差、熔点高、强度低、成型性差以及制备工艺耗时较长的问题。
2、本发明是通过以下技术方案予以实现的:
3、一种低温高强度镍基箔带,按总质量百分比为100%计,原料包括以下组分:cr22%-27%,p 6%-10%,si 2%-6%,cu 1%-2%,mo 1%-2%,re 0.1%-0.5%,b 0.3%-0.5%,zr 0.5-0.7%,余量为镍;cu与mo的总含量为2%-4%,b和zr的总含量为1%。
4、优选地,re选自la或ce。
5、本发明中镍基箔带以nicr合金为基体,通过添加cu、mo和稀土元素,协同作用,能同时起到降熔、耐腐蚀、固溶强化、增强非晶形成能力的作用。基体中的cr元素可提高钎料的耐腐蚀性和抗氧化性,但是cr元素增加会引起钎料熔点明显增加,含量超过27%就很难制成箔带,因此调整cr的含量在22%-27%。p和si是降熔元素,p元素降低钎料熔点的能力较si元素强,因而为了起到明显降熔效果,p含量应大于si含量,控制p含量在6%-10%,si含量在2%-6%,但是添加大量的p和si都会在钎料中形成大量的脆性化合物,降低了钎焊接头的强度。为了解决p和si带来的脆性问题,可以添加适量的cu元素和mo元素,因为在高温下ni和cu、mo能够极大的互溶,可以提高钎料中的固溶体比例,有效地减少钎料中的脆性相,而且能够提高钎料的耐腐蚀性。但是过量的cu和mo会使钎料熔点升高,因此应控制cu的含量在1%-2%,mo的含量在1%-2%。添加0.1-0.5%的稀土元素re(la或ce),可以细化晶粒,减少了金属间化合物的尺寸。b和zr元素都是非晶形成能力很强的元素,为了减少对不锈钢的扩散,b元素含量应小于1%,另外添加0.5%-1%的zr,有利于非晶箔带的制作。
6、本发明还保护上述低温高强度镍基箔带的制备方法,包括如下步骤:
7、1)配料与熔炼:按质量百分比称重后配制原料后,放入真空中频熔炼炉中,先抽真空后充入氩气保护,打开中频进行合金化熔炼,经除渣、精炼后浇铸到坩埚冷却成合金锭;合金锭再按以上步骤反复重熔3-5次后,浇铸到设有三个以上的凹槽的石墨槽舟上,冷却得到三条以上规格一致的合金棒;
8、2)甩带:将步骤1)得到合金棒放入石英管中,竖直的放入感应圈中并固定于单辊急冷甩带机的固定架上,抽真空和充入氩气保护,通过感应加热重熔并将熔化的合金熔液加压喷射至快速旋转的铜辊上,经冷却制成箔带。
9、优选的,步骤1)中,配制原料过程选用纯度为99.9%以上的ni,cr,si,cu,re元素,p,b,zr元素以ni-p,ni-b,ni-zr中间合金的形式加入。
10、优选的,步骤1)中,原料放入真空中频熔炼炉中,先打开机械泵抽至700pa以下,再打开罗茨泵抽至10-2pa,然后充入氩气保护。
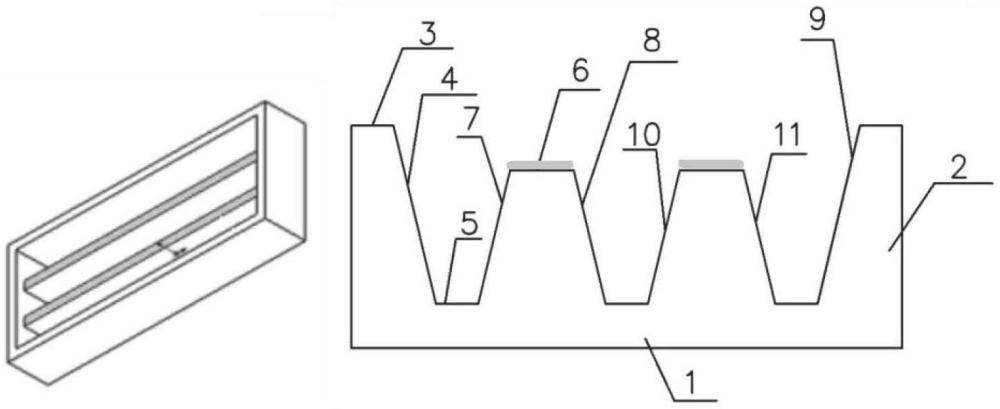
11、优选的,步骤1)中,石墨槽舟采用pvd工艺在高温下将碳与陶进行复合,形成稳定的碳化物晶体结构,所述石墨槽舟的结构为一模多出形式,石墨槽舟由底板和侧壁组成,底板的上表面开设若干凹槽,凹槽为上宽下窄的梯形结构,各凹槽按照凹槽顶面、第一斜面、凹槽底面、第二斜面的连接顺序连续排列,端部凹槽的两侧为所述侧壁,两侧壁规格相同,靠近两端的凹槽中,靠近两端的斜面长度大于靠近中间凹槽的斜面长度,中间的凹槽的两个斜面长度相等,凹槽两斜面延长线夹角均为30°,中间凹槽的数量不少于1,靠近两端的凹槽顶面较中间的凹槽顶面高,中间的凹槽顶面表面涂有防粘加强层。
12、步骤2)工艺参数为:铍铜的直径为400mm,铜辊转速为500-2000rpm,冷却速度大于106/sec;喷嘴的宽度为10-20mm,口径为1.5mm;喷嘴至铜辊表面间距为0.2-0.4mm;氩气喷射压力为30-50kpa;熔炼的温度在1300-1400℃。
13、优选的,所制备的镍基箔带宽度为10-20mm,厚度为35-45μm。
14、本发明的有益效果如下:
15、1)本发明镍基箔带以nicr合金为基体,通过添加较高的cr元素,保证了镍基箔带具有较高的耐腐蚀性能;通过添加大量的降熔元素p和si,使钎料熔点降至1100℃以内,避免钎焊温度较高所引起不锈钢晶粒长大;通过添加cu、mo和稀土元素,使其发挥协同作用,提高钎料中的固溶体比例,有效地减少钎料中的脆性相,提高钎料的耐腐蚀性,并且细化了脆性相的晶粒,从而既实现了降低钎料熔点、提高钎料的耐腐蚀性的目标,钎料的强度也不会下降;通过降低镍基钎料的b元素含量,减少b元素向不锈钢扩散;通过添加zr元素,进一步强化镍基箔带的非晶形成能力。
16、2)本发明制备镍基箔带的方法,通过将熔液浇筑到石墨槽舟上,能一次浇铸成多条短棒,可以反复使用,比起线切割方式切成小块,节省了大量时间;所用石墨槽舟采用pvd工艺在高温下将碳与陶进行复合,形成稳定的碳化物晶体结构,强度高,具有优良的高温抗氧化性和抗腐蚀性,彻底解决了合金棒材易与石墨舟槽粘接导致脱模困难的问题,提高了合金棒材的脱模效率和质量。
本文地址:https://www.jishuxx.com/zhuanli/20240919/298477.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表