一种中空双组份并列型弹性纤维的制作方法
- 国知局
- 2024-10-09 15:54:31
本发明属于纤维,涉及一种中空双组份并列型弹性纤维。
背景技术:
1、中空纤维为一类纤维中间有连贯空洞的纤维,具有中空结构的纤维相比于实心纤维的优势在于,此类纤维中间的空洞容纳空气,具有保温的功能,在纤度相同的情况下,此类纤维具有更大的体积,因而更加蓬松,在纤维体积相同的情况下,纤维更加轻盈。
2、并列复合纤维是由不同收缩性质的两类聚合物所构成,展现出独特的卷曲特性和优异的弹性性能。例如pet/ptt双组份纤维,这类双组分纤维的特点在于ptt在纤维中起到了高收缩作用,而pet在纤维中呈刚性而基本不收缩。由于ptt与pet之间这种收缩差异,形成了纤维在热处理后的卷曲结构,并且具有极好的弹性伸长和弹性回复性能。
3、为实现纤维的差异化和多功能化,有现有技术期望通过将纤维的中空结构特性与双组分特性结合起来,设计出一款中空度高且弹性优异的纤维。如cn218969448u披露了一种并列中空弹性纤维,其中,纤维的截面为圆形,圆形截面内含有两个空腔,两个空腔对称间隔设置在圆形截面内;所述空腔的形状选自圆形、椭圆形或半圆形中的一种;所述圆形截面由左部和右部并列搭接而成,所述左部和右部分别由不同热收缩成纤高聚物构成。该并列中空弹性纤维纤度6.55±0.5dtex,断裂强度2.8±0.2cn/dtex,断裂伸长率138±15%,卷曲弹性率95.0±1.0%,卷曲回复率30.5±1.5%,中空度24.0±2.0%,纤维的cca值约在30%。该专利中纤维断裂强度只有2.8±0.2cn/dtex,且纤维纤度较高,高纤度的纤维无法满足下游市场对于低纤度的需求,当使用后拉伸调整该pet/ptt纤维的单丝纤度时,由于其纤维断裂强度过低而无法完成后拉伸,会出现毛丝、断丝现象。此外,当通过提高卷绕速度控制纤维单丝纤度时,虽然可以降低纤度至3.3dtex左右,但会进一步增大成孔难度,中空度会不可避免的显著下降。如果仍是保持此类中空结构分布(专利cn218969448u中图1、5~6所示),则难以获得最佳的卷曲性能,即低纤度下,此类中空结构分布的双组份不仅中空度下降,而且卷曲性能严重损失。
4、因此,研究一种中空双组份并列型弹性纤维,能够在确保高中空度的同时,仍能获得理想的弹性性能,具有十分重要的意义。
技术实现思路
1、本发明的目的是解决现有技术中的问题,提供一种中空双组份并列型弹性纤维。
2、为达到上述目的,本发明采用的技术方案如下:
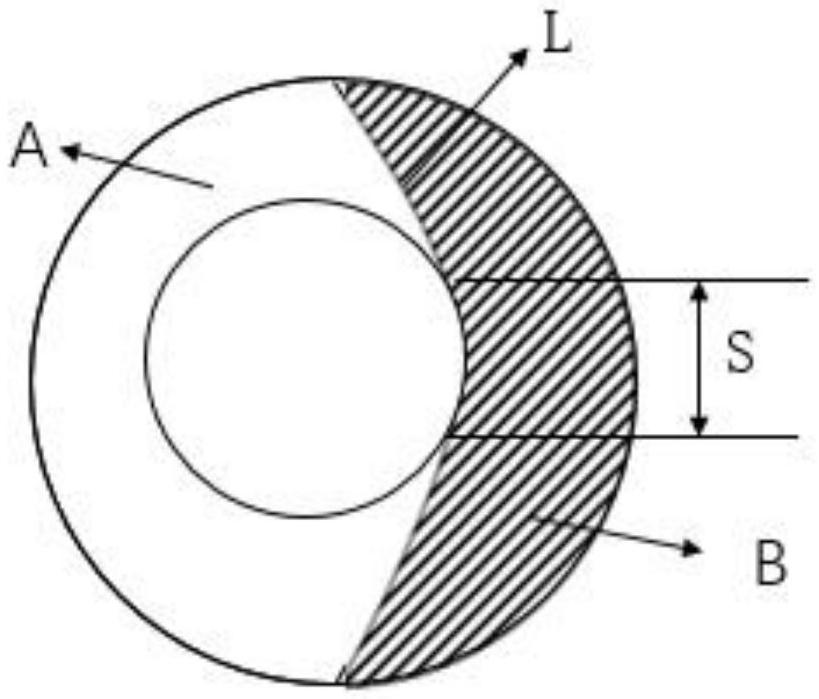
3、一种中空双组份并列型弹性纤维,中空双组份并列型弹性纤维的截面分为纤维组分a部和纤维组分b部,纤维组分a部和纤维组分b部的连接处为弧形段x,弧形段x的凸起部朝向纤维组分b部,弧形段x的弧长l为中空双组份并列型弹性纤维直径d的至少1.2倍,记为弧长倍数;
4、本发明的并列型结构可以为常规本领域技术人员所知的任意一种结构;示例性的,所述并列型结构可以是圆形并列型结构、椭圆形并列型结构、花生型并列型结构、雪人型并列型结构等等;
5、中空双组份并列型弹性纤维的空心结构偏向于纤维组分a部;
6、纤维组分a部对应的树脂原料为低收缩树脂,纤维组分b部对应的树脂原料为高收缩树脂;
7、由于纤维组分a部为低收缩树脂,而纤维组分b部为高收缩树脂,因此,纤维组分a部与纤维组分b部的分子链在经过拉伸取向之后会产生不同程度的应力收缩和热收缩,从而产生了永久性的卷曲。纤维组分a部和纤维组分b部收缩程度的差异越大,其卷曲程度越好,进而可以产生更好的弹性。对初生纤维进行拉伸后能够改变纤维中长链分子的取向度,纤维受到的拉伸倍数越大则纤维组分a部取向度越高,纤维的收缩程度越大。初生纤维中纤维组分a部的取向度基本为0,在后拉伸阶段,在热和外力的作用下纤维被拉伸并且产生取向,表现为取向度增大。
8、按照树脂原料的收缩性能不同,可以分为两类树脂原料,低收缩树脂和高收缩树脂。通过树脂原料的取向度下降比例来评价树脂原料的收缩性能,将取向度下降比例≤8%的树脂原料定义为低收缩树脂,将取向度下降比例≥10%的树脂原料定义为高收缩树脂,具体记载在后文的术语与定义中。
9、与cn218969448u中披露的空心结构的位置不同,本发明的一种中空双组份并列型弹性纤维,空心结构位置位于界面处且偏向于纤维组分a部。中空双组份并列型弹性纤维的纤维弹性大小取决于卷曲结构的获得,而卷曲结构依赖于两种组分之间的收缩特性的差异和对初生纤维进行的后拉伸程度。收缩特性的差异一方面取决于特性黏度差异,特性黏度越低,收缩性越低;另一方面取决于纤维品类的差异,例如pet的收缩性相对比pbt和ptt的收缩性更低。发明人对实验研究及结果比较,得出如下结论:纺丝时如果将空心结构设置在低粘度树脂中,会导致在纺丝过程中,中空结构难以在凝固前得到有效保留;纺丝时如果将空心结构设置在高粘度树脂中,虽然能够获得更大的中空度,但会导致纤维强度极差而无法实现后拉伸,进而无法获得有效的弹性改良。本发明中空心结构位置位于界面处,既能够最大限度的保留中空度,也能避免无法实现高倍拉伸的问题。然而为了进一步降低空心结构对后拉伸产生的不良影响,需要将中空结构设置于偏向纤维组份a部。如果将空心结构设置在纤维的b部或者偏向于纤维组分b部,或者在两相界面中心,都会影响初生纤维的可拉伸倍数,而无法获得目标取向度,进而达不到预期的卷曲弹性,导致弹性提升的空间不大。可见,细旦纤维中空结构及其大小对可拉伸倍数具有严重的影响。如果将空心结构设置在偏向于纤维组分a部但是纤维组分a部和纤维组分b部界面为近似直线型,或者弧长倍数小于1.2倍,例如为1.1倍、1.05倍也会影响初生纤维的可拉伸倍数,而无法获得目标取向度,进而达不到预期的卷曲弹性,进而导致弹性提升的空间不大。本发明中纤维组分a部和纤维组分b部所构成的界面呈弧形,而现有技术的界面通常设置为无差异的直线型分割,即本发明的弧长倍数远高于现有技术。相比于现有技术,以这种界面形态来构建差异化的纤维左右部,可以获得更大的树脂接触面积,使得纤维组分a部和纤维组分b部的界面结合能力变强,抵抗外力破坏能力增强,以实现更大的卷曲程度,因此可以获得更好的可纺性与弹性。
10、作为优选的技术方案:
11、如上所述的一种中空双组份并列型弹性纤维,中空双组份并列型弹性纤维的空心结构与弧形段x相交,交点记为a和b,a和b之间为弧形段y;弧形段y的弧长s占弧长l的20%以下,记为弧长占比。中空结构作为纤维中的应力缺陷部位,弧长占比会影响初生纤维的可拉伸倍数,优选的,当弧长占比为20%以下时,获得最优的可拉伸性能。
12、如上所述的一种中空双组份并列型弹性纤维,高收缩树脂比低收缩树脂的特性粘度高0.4dl/g以上。
13、当两类树脂具备较高的特性粘度差时,更有利于提升复合纤维的纤维卷曲率,进而提高纤维的弹性。当特性粘度差小于极限值时,收缩特性差异太小,复合纤维的纤维卷曲率过小,进而导致弹性不足,影响使用性。然而纤维组份a部树脂的特性粘度不能无限减小来提高特性粘度差,否则会导致空心结构的等效圆直径过小,以及可纺性不足;纤维组分b部树脂的特性粘度也不能无限增大,否则可纺性不足。
14、如上所述的一种中空双组份并列型弹性纤维,高收缩树脂为特性粘度1.02~1.3dl/g的ptt树脂,低收缩树脂为特性粘度0.45~0.55dl/g的pet树脂。
15、如上所述的一种中空双组份并列型弹性纤维,高收缩树脂为特性粘度1.25~1.3dl/g的ptt树脂,低收缩树脂为特性粘度0.85~0.96dl/g的ptt树脂。
16、纤维卷曲性能受并列型弹性纤维上的两类树脂在去除应力后收缩能力的影响,选择两种符合低收缩树脂和高收缩树脂要求的树脂原料均可实现本发明的目的。收缩特性的差异一方面取决于双组份的特性黏度差异,另一方面取决于双组份纤维品类的差异。当同品类聚合物在不同黏度下的树脂具有不同的取向度下降比例,例如当ptt树脂的特性黏度为1.25dl/g时,取向度下降比例为10%,符合高收缩树脂的要求;当ptt树脂的特性黏度为0.85dl/g时,取向度下降比例为5%,符合低收缩树脂的要求。
17、如上所述的一种中空双组份并列型弹性纤维,低收缩树脂与高收缩树脂的质量比为60:40~50:50。
18、如上所述的一种中空双组份并列型弹性纤维,中空双组份并列型弹性纤维中低收缩树脂组分的取向度为0.05~0.17。
19、如上所述的一种中空双组份并列型弹性纤维,中空双组份并列型弹性纤维的直径≤50μm,中空度≥10%,卷缩伸长率(cca)≥45%。
20、如上所述的一种中空双组份并列型弹性纤维,中空双组份并列型弹性纤维的直径为15~50μm,中空度为10~30%,卷缩伸长率为45~62%。
21、当纤维直径小于15μm时,发现过细的纤维直径严重影响cca值;纤维直径大于50μm时,纤维单丝太粗会导致所制成的面料手感差。
22、高中空度是本领域技术人员追求的目标,中空度至少为10%,则可以获得理想的保温效果等功能性;中空度的大小受到纤维弹性要求的间接影响,而对材料粘度、纤维a、b组份及结构等等产生限制,进而导致在具备可纺性条件下的中空度不可能无限大,本发明获得的中空度最大为30%。
23、如上所述的一种中空双组份并列型弹性纤维的制备方法,包括以下步骤:
24、(1)原料的准备:
25、纤维组分a部对应的树脂原料:低收缩树脂;
26、纤维组分b部对应的树脂原料;高收缩树脂;
27、低收缩树脂与高收缩树脂的质量比为60:40~50:50。
28、(2)干燥:
29、纤维组分a部对应的树脂原料先进行预结晶,然后在150~185℃干燥温度下进行干燥至含水率达到纺丝要求;纤维组分b部对应的树脂原料直接在120~140℃干燥温度下进行干燥至含水率达到纺丝要求。
30、(3)纺丝:
31、纤维组分a部对应的树脂原料与纤维组分b部对应的树脂原料分别从不同的螺杆、熔体管道、计量泵进入同一个纺丝箱体,再由组件进行分配至同一块喷丝板上的各个喷丝孔中,两种组分被分配至每个喷丝孔之中熔融挤出;
32、其中,纤维组分a部对应的树脂原料在270~280℃温度范围内熔融挤出,纤维组分b部对应的树脂原料在250~265℃温度范围内熔融挤出。
33、所述喷丝板为中空型,所述喷丝板按照实现目标纤维横截面要求而设计。所述喷丝板的设计使得两种组分原料在进入喷丝孔时一部分已经合并,在离开喷丝孔时会再次分开进而形成孔洞结构,以此可以形成所述中空结构。基于特定纤维截面要求设计喷丝板结构为现有技术,在此不作详细展开。
34、(4)冷却成型:
35、两种熔体挤出喷丝孔之后依次进行冷却成形、上油、加热牵伸、定型和卷绕制成中空双组份并列型弹性纤维;
36、其中,冷却采用侧吹风或者环吹风冷却方式,冷却温度在18~25℃范围内,冷却风速应设定在0.35~0.60m/s范围内;
37、上油采用油轮上油方式,以增加纤维的润滑性能、抗静电性能,以使纤维顺利在后道使用;
38、牵伸时热辊加热至75~170℃以使得纤维充分得到牵伸,进而达到后道使用所需要的物理指标,并产生足够的卷曲形成足够的卷曲弹性。
39、有益效果:
40、(1)本发明的一种中空双组份并列型弹性纤维,纤维组分a部和纤维组分b部原料收缩性不同,且空心结构位置位于界面处且偏向于纤维组分a部,既能够最大限度的保留中空度,也能避免无法实现高倍拉伸的问题,实现更大的卷曲弹性;
41、(2)本发明的一种中空双组份并列型弹性纤维,能够在确保高中空度的同时,具备优异的弹性性能。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310751.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表