一种提高贝氏体钢轨焊接接头焊后性能的方法与流程
- 国知局
- 2024-10-09 15:55:08
本发明涉及钢轨焊后热处理,尤其涉及一种提高贝氏体钢轨焊接接头焊后性能的方法。
背景技术:
1、贝氏体钢轨相对于珠光体,强韧性配比较佳。同时贝氏体有着较好的耐磨性和疲劳性能。钢轨焊接技术是确保铁路线路连续性和稳定性的关键环节。然而,在传统的焊接工艺中贝氏体钢轨在焊接过程中,焊接热影响区(haz)的晶粒往往会变得粗大。这种晶粒粗大的现象会导致焊缝区域的力学性能,如强度、韧性和疲劳性能显著下降,从而影响钢轨的整体服役性能和使用寿命。特别是安全性变差导致铁路运输中的安全隐患,增加维护成本。
2、为了提升贝氏体钢轨焊接后的性能,目前采用了多种方法对贝氏体钢轨焊接接头进行热处理。例如,通过退火或正火等热处理工艺来改善焊接接头的微观结构,从而提高其力学性能。但这些方式对焊接组织的性能提升不显著,耗时较长,能耗高,且对设备要求较高,增加了生产成本。也有方法通过控制焊接参数来改善焊接接头的力学性能,例如通过优化焊接参数,如电流、电压和焊接速度等来控制热输入和冷却速率,以减少晶粒粗化。然而,这种方法对操作人员能力的要求很高,对焊接操作的精确性要求较高,且对焊接环境的适应性有限。因此,这些方法都存在一定的局限性和不足。
3、综上所述,现有的提升贝氏体钢轨焊后性能的方法虽然在一定程度上可以改善焊接接头的性能,但仍然存在成本高、效率低、操作复杂等问题。因此,现有的提升贝氏体钢轨焊后性能的方法仍存在很大的改进空间。
技术实现思路
1、针对上述问题,本发明提供一种提高贝氏体钢轨焊接接头焊后性能的方法以用于改善贝氏体钢轨焊接接头的强度、韧性和疲劳性能。
2、根据本发明的一方面,提供一种提高贝氏体钢轨焊接接头焊后性能的方法,包括以下步骤:
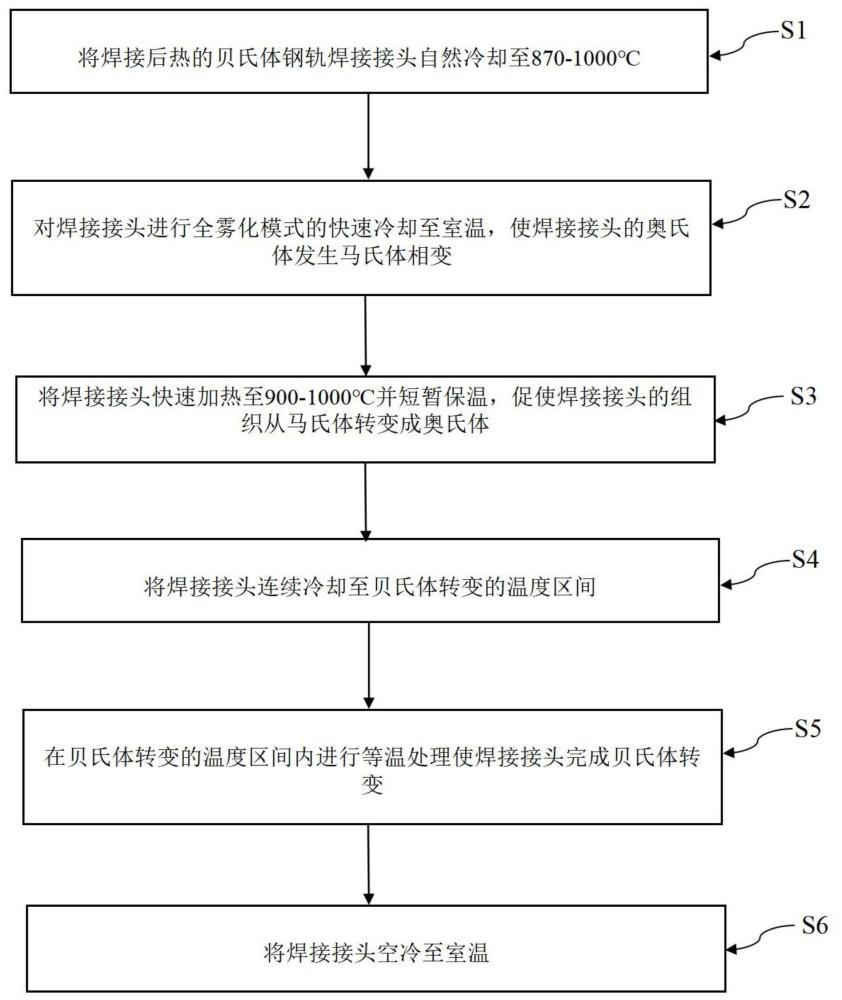
3、步骤s1:将焊接后热的贝氏体钢轨焊接接头自然冷却至870-1000℃;
4、步骤s2:对所述焊接接头进行全雾化模式的快速冷却至室温,使所述焊接接头的奥氏体发生马氏体相变;
5、步骤s3:将所述焊接接头快速加热至900-1000℃并短暂保温,促使所述焊接接头的组织从马氏体转变成奥氏体;
6、步骤s4:将所述焊接接头连续冷却至贝氏体转变的温度区间;
7、步骤s5:在所述贝氏体转变的温度区间内进行等温处理使所述焊接接头完成贝氏体转变;
8、步骤s6:将所述焊接接头空冷至室温。
9、根据本发明的一个实施例,所述贝氏体钢轨母材包括按重量百分比计的以下组分:c含量为0.21%-0.25%,si含量为2.0%-2.5%,mn含量为0.60%-1.00%,cr含量为0.60%-0.80%,mo含量为0.40%-0.45%,v、nb、ti中的至少一种,含v时v含量为0.08%-0.10%,含ti时ti含量为0.01%-0.03%,含nb时nb含量为0.05%-0.08%,余量为fe和不可避免的杂质。
10、根据本发明的一个实施例,在步骤s1中,焊接后热影响区的中心温度为1550-1650℃,所述自然冷却的冷却速率为3-5℃/s。
11、根据本发明的一个实施例,在步骤s2中,所述快速冷却的冷却速率为10-30℃/s。
12、根据本发明的一个实施例,所述快速冷却采用钢轨轨头仿型冷却装置进行,分别控制轨头、轨腰和轨底对应冷却装置喷头的喷射流量,轨头、轨腰和轨底的喷射流量依次序减小,轨头对应的喷嘴压力控制在1.3-1.5mpa,轨腰对应的喷嘴压力控制在1.0-1.2mpa,轨底对应的喷嘴压力控制在0.9-1.1mpa。
13、根据本发明的一个实施例,在步骤s3中,所述快速加热的加热速率为8-10℃/s,所述短暂保温的时间为15s-30s。
14、根据本发明的一个实施例,在步骤s4中,所述连续冷却包括:在冷却开始温度至801℃范围内以8-10℃/s的冷却速率进行冷却;在800-501℃范围内,以4-7℃/s的冷却速率进行冷却;在500℃至贝氏体转变温度的范围内以0.9-3℃/s的冷却速率进行冷却。
15、根据本发明的一个实施例,在步骤s4中,所述贝氏体转变的温度区间为300-400℃。
16、根据本发明的一个实施例,在步骤s5中,所述等温处理的时间为1-1.5h。
17、根据本发明的一个实施例,在步骤s6中,冷却速率为0.2-0.8℃/s。
18、由于采用以上技术方案,本发明提供的方法提高了贝氏体钢轨焊接接头的强度、韧性和疲劳性能。该方法利用焊接后余热温度在ac3温度以上,喷水雾淬火处理,淬火过程奥氏体发生马氏体相变,淬火冷却后再重新加热至ac3温度以上,再奥氏体化,在这一过程中,淬火引发的马氏体转变起到了关键作用,在马氏体相变过程中,原始奥氏体晶粒内部可以形成许多细小的亚晶粒,这些亚晶粒在随后的加热过程中可以作为新的晶核,促进细小奥氏体晶粒的形成,在再加热至奥氏体化温度的过程中,马氏体中的微观结构(如位错、孪晶)会发生回复和再结晶,形成细小的奥氏体晶粒,由于内部应力和亚结构的存在,即使在再加热过程中,晶粒的生长也会受到抑制,从而保持晶粒的细小尺寸;原始奥氏体晶粒尺寸的细化会影响贝氏体的形态,较小的奥氏体晶粒尺寸可能产生更细小的贝氏体组织,同时提高残余奥氏体的机械稳定性,这可以提高贝氏体钢轨的强度、韧性和疲劳性能,因此,该方法实现了焊接接头服役性能的提升,降低了生产成本和操作难度。
技术特征:1.一种提高贝氏体钢轨焊接接头焊后性能的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述贝氏体钢轨母材包括按重量百分比计的以下组分:c含量为0.21%-0.25%,si含量为2.0%-2.5%,mn含量为0.60%-1.00%,cr含量为0.60%-0.80%,mo含量为0.40%-0.45%,v、nb、ti中的至少一种,含v时v含量为0.08%-0.10%,含ti时ti含量为0.01%-0.03%,含nb时nb含量为0.05%-0.08%,余量为fe和不可避免的杂质。
3.根据权利要求2所述的方法,其特征在于,在步骤s1中,焊接后热影响区的中心温度为1550-1650℃,所述自然冷却的冷却速率为3-5℃/s。
4.根据权利要求2所述的方法,其特征在于,在步骤s2中,所述快速冷却的冷却速率为10-30℃/s。
5.根据权利要求3所述的方法,其特征在于,所述快速冷却采用钢轨轨头仿型冷却装置进行,分别控制轨头、轨腰和轨底对应冷却装置喷头的喷射流量,轨头、轨腰和轨底的喷射流量依次序减小,轨头对应的喷嘴压力控制在1.3-1.5mpa,轨腰对应的喷嘴压力控制在1.0-1.2mpa,轨底对应的喷嘴压力控制在0.9-1.1mpa。
6.根据权利要求2所述的方法,其特征在于,在步骤s3中,所述快速加热的加热速率为8-10℃/s,所述短暂保温的时间为15s-30s。
7.根据权利要求2所述的方法,其特征在于,在步骤s4中,所述连续冷却包括:在冷却开始温度至801℃范围内以8-10℃/s的冷却速率进行冷却;在800-501℃范围内,以4-7℃/s的冷却速率进行冷却;在500℃至贝氏体转变温度的范围内以0.9-3℃/s的冷却速率进行冷却。
8.根据权利要求2所述的方法,其特征在于,在步骤s4中,所述贝氏体转变的温度区间为300-400℃。
9.根据权利要求2所述的方法,其特征在于,在步骤s5中,所述等温处理的时间为1-1.5h。
10.根据权利要求2所述的方法,其特征在于,在步骤s6中,冷却速率为0.2-0.8℃/s。
技术总结本发明属于钢轨焊后热处理领域,公开了一种提高贝氏体钢轨焊接接头焊后性能的方法。该方法包括将焊接后的贝氏体钢轨焊接接头冷却至870‑1000℃;对焊接接头进行全雾化的快速冷却至室温,使焊接接头的奥氏体发生马氏体相变;将焊接接头快速加热至900‑1000℃并短暂保温,促使焊接接头的组织从马氏体转变成奥氏体;将焊接接头连续冷却至贝氏体转变的温度区间;在贝氏体转变的温度区间内进行等温处理使焊接接头完成贝氏体转变;将焊接接头空冷至室温。该方法通过使原奥氏体晶粒尺寸细化促使贝氏体转变加速,贝氏体板条尺寸细化,这种细化效果有助于提高钢轨焊接接缝处的服役性能,使焊接接头的力学性能得到综合增强。技术研发人员:张恒毅,白威,汪渊,李若曦受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/310793.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。