一种研磨工具及手工内孔研磨方法与流程
- 国知局
- 2024-10-09 15:59:57
本发明涉及零件磨削,尤其涉及一种研磨工具及手工内孔研磨方法。
背景技术:
1、磨削是用磨料或磨具去除材料的加工方法。从制造工艺方法分类讲,磨削是一个大类,是一个总称。由于人类生活质量的提高,国民经济各部门所需多品种、多功能、高精度、高品质、高度自动化技术装备的开发和制造,促进了先进制造技术的发展。现代工业加工机械繁多,圆柱内孔加工方法更是层出不穷。磨削加工一般分为普通磨削、精密磨削、高精密磨削和超精密磨削加工。它们各自达到的磨削精度在生产发展的不同历史时期有不同的精度范围。
2、研磨是一种古老而不断技术创新的加工工艺方法。研磨加工中研磨剂、研磨液、研磨膏、抛光剂、抛光液中的各种磨粒、微粉或超微粉呈游离状态(自由状态),它的切削由游离分散的磨粒自由滑动、滚动和冲击来完成。现代新发展起来的超精研磨和抛光技术主要有两类:一类是为寻求降低表面粗糙度值及提高尺寸精度而展开的;另一类是为实现电子元件、光学元件等特定功能材料及其复合材料的各种元件机能而展开的。
3、研磨加工一般作为最终工序,其任务就是要保证产品零件能达到图纸上所要求的精度和表面质量。任何机械加工方法都不能获得理想表面,总会存在一定程度的微观不平度、加工中冷作硬化及表层残留应力和金相组织变化,实现零件高精度、低表面粗糙度值、低残余应力、低硬化层的表面高质量要求。
4、磨削加工的缺陷在于:由于被磨削的金属层比较薄,有60%~95%的热量被传入工件,仅有不到10%的热量被磨屑带走,这些传入工件的热量在磨削过程中常来不及穿入工件深处,而聚集在表面层里形成局部高温;所以磨削的热效应对工作表面质量和使用性能影响极大。特别是当温度在界面上超过某一临界值时,就会引起表面的热损伤(表面的氧化、烧伤、残余应力和裂纹),其结果将会导致零件的抗磨损性能降低、应力锈蚀的灵敏性增加,抗疲劳性变差,从而降低了零件的使用寿命和工作可靠性;此外,磨削周期中工件的累积温升,也常导致工件生产尺寸精度和形状精度误差。而目前手工研磨的工艺和方法达不到现代超精的标准,且手工研磨使用的研磨工具大多是实心研磨棒,而实心研磨棒没有弹性伸缩空间,如果间隙小不易放入工件,间隙过大研磨时调整行程易变形导致工件尺寸不能保证精度要求。
5、基于上述技术问题,本领域的技术人员亟需研发一种结构简单,使用方便的研磨工具,以及能够避免工件损伤,有效提升精度的手工内孔研磨方法。
技术实现思路
1、本发明的目的是提供一种结构简单,使用方便的研磨工具,以及能够避免工件损伤,有效提升精度的手工内孔研磨方法。
2、为了实现上述目的,本发明提供如下技术方案:
3、本发明的一种研磨工具,该研磨工具包括:
4、研磨杆组件,其包括研磨杆以及连接在所述研磨杆一端的研磨头;
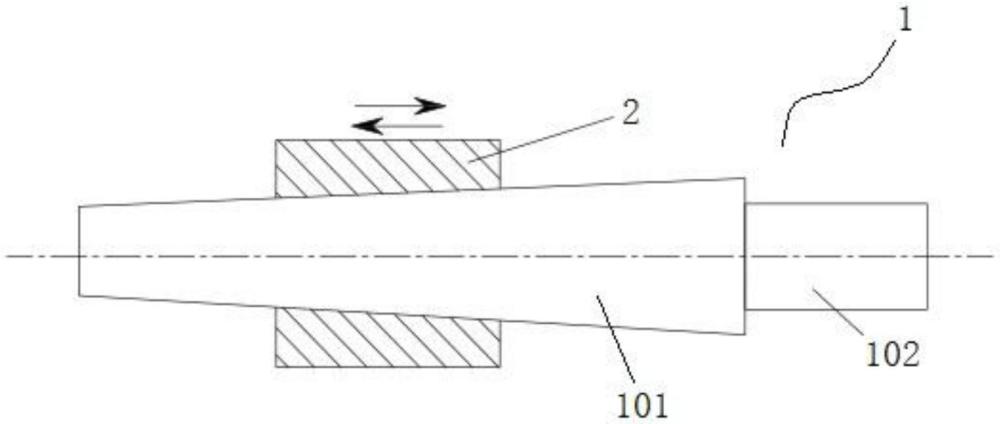
5、套装在所述研磨杆上的研磨套,所述研磨杆的外圆和所述研磨套的内孔均具有一定锥度、且锥度相同,且所述研磨杆和所述研磨套均为金属材料制成。
6、优选的,所述研磨杆外圆的锥度和所述研磨套的内孔锥度均为1:50形成同心结构。
7、进一步的,所述研磨套的外表面开有直通槽形成直通结构,通过开有直通槽的所述研磨套对工件进行粗研和精研。
8、优选的,所述研磨套的两端均设有5~10°的倒角,且所述研磨套上开有一条通槽。
9、本发明的一种手工内孔研磨方法,该研磨方法包括如下步骤:
10、步骤一:准备研磨工具及辅助设备:准备由调速电机、控制面板、固定减震支架和台面组成的调速研磨机,多个预制好的研磨杆,研磨杆的长度根据待研磨的工件长度确定,预制多个表面开有直通槽的研磨套;
11、步骤二:调整:打开调速电机开关,手扶研磨杆调整研磨杆中心以控制研磨杆的跳动低于0.2mm,关闭调速电机开关,夹紧卡簧;
12、打开调速电机开关,研磨杆旋转时套上研磨套,调整研磨套中心,控制研磨套的跳动不大于0.2mm;
13、步骤三:手工粗研磨:粗研磨选用研磨剂白刚玉,用手推动零件,通过具有直通槽的研磨套旋转和工件在研磨套上沿轴线方向作往复运动进行研磨,研磨频率为每分钟40~60次;
14、步骤四:清洗工件:使用清洗液将粗研后的工件清洗干净,去除工件表面粗糙磨料;
15、步骤五:半精研磨:选用表面开有直通槽的研磨套,将w7研磨膏均匀涂抹在研磨套表面,开启调速电机,重复步骤三的方案进行研磨;
16、步骤六:精研磨:继续使用经过半精研磨后的研磨套,将w3.5研磨膏均匀涂抹在研磨套表面,压力使用(1~5)*105pa,研磨频率为每分钟24~40次。
17、进一步的,在所述步骤一中,选用研磨杆的长度为待研磨工件长度的三倍。
18、进一步的,在所述步骤二中,通过调速电机调整研磨头的转数为700~800转/分钟。
19、进一步的,在所述步骤四中,清洗液可选用航空汽油180#、航空煤油或工业酒精。
20、在上述技术方案中,本发明提供的一种研磨工具及手工内孔研磨方法,具有以下有益效果:
21、本发明的一种研磨工具结构简单,将研磨杆和研磨套的锥度均设置为1:50保持同心并相互衔接,保证研磨杆与研磨套之间均匀的涨起,提升稳定性;
22、本发明的一种手工内孔研磨方法,研磨工具与工件各点相对运动轨迹接近一致,能够实现相互修整,有利于实现创成性加工,可获得更高的精度并有效降低表面粗糙度值;
23、使用手工研磨方法可完成复杂凹部表面加工,用自由滚动的磨粒能实现各种复杂形状表面加工或处理;
24、手工研磨具有较低研磨运动速度,工件在运动中平稳、振动影响小,可获得良好的工件形状精度与位置精度,同时,研磨时工件处于自由状态,不受强制力作用,工件不易发生弹性变形,工件精度不受弹性恢复影响;
25、使用本发明的手工内孔研磨方法,研磨运动方向可以不断改变,可获得良好的运动轨迹网纹,有利于降低表面粗糙度值,容易获得镜面;
26、手工研磨能够避免聚集在工件表面层里形成局部高温的现象,研磨后工件表面的耐腐蚀性、耐磨性有明显的提高且表明存在压应力,使工件疲劳强度得以提高。
技术特征:1.一种研磨工具,其特征在于,该研磨工具包括:
2.根据权利要求1所述的一种研磨工具,其特征在于,所述研磨杆(101)外圆的锥度和所述研磨套(2)的内孔锥度均为1:50形成同心结构。
3.根据权利要求1所述的一种研磨工具,其特征在于,所述研磨套(2)的外表面开有直通槽形成直通结构,通过开有直通槽的所述研磨套(2)对工件进行粗研和精研。
4.根据权利要求1所述的一种研磨工具,其特征在于,所述研磨套(2)的两端均设有5~10°的倒角,且所述研磨套(2)上开有一条通槽(201)。
5.根据权利要求1所述的一种手工内孔研磨方法,其特征在于,该研磨方法包括如下步骤:
6.根据权利要求5所述的一种手工内孔研磨方法,其特征在于,在所述步骤一中,选用研磨杆的长度为待研磨工件长度的三倍。
7.根据权利要求5所述的一种手工内孔研磨方法,其特征在于,在所述步骤二中,通过调速电机调整研磨头的转数为700~800转/分钟。
8.根据权利要求5所述的一种手工内孔研磨方法,其特征在于,在所述步骤四中,清洗液可选用航空汽油180#、航空煤油或工业酒精。
技术总结本发明公开了一种研磨工具及手工内孔研磨方法,实施方式的研磨工具包括研磨杆组件,其包括研磨杆以及连接在研磨杆一端的研磨头;套装在研磨杆上的研磨套,研磨杆的外圆和研磨套的内孔均具有一定锥度、且锥度相同,且研磨杆和研磨套均为金属材料制成;上述手工内孔研磨方法包括准备研磨工具及辅助设备、调整研磨工具、粗研磨、清洗工件、半精研磨以及精研磨。研磨工具与工件各点相对运动轨迹接近一致,能够实现相互修整,有利于实现创成性加工,可获得更高的精度并有效降低表面粗糙度值;使用手工研磨方法可完成复杂凹部表面加工,用自由滚动的磨粒能实现各种复杂形状表面加工或处理。技术研发人员:刘杨受保护的技术使用者:长春市益永机械设备有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/311136.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表