硅片线切割方法与流程
- 国知局
- 2024-10-09 16:30:26
本发明涉及硅片生产的,具体涉及一种硅片线切割方法。
背景技术:
1、目前,在光伏硅片切割过程中,一般使用以下两种新线供线方式。(1)正切,正向供线直接切割。(2)反切,切割前将使用到的钢线转至收线轮和线网上,开始切割后进行反向供线。
2、在线切割过程中,在新线第一刀切割或者切割异常时,通常将线头跑出设备。这种情况容易导致钢线切割力浪费严重和钢线损耗高的问题。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种硅片线切割方法,本申请的切割方法利于降低全新线钢线使用量,同时利于降低跑线绞线带来的钢线损失,还利于减少操作时间,同时还利于降低因钢线切割力过大导致的切割过深导致挂线掉片的概率。
2、为解决上述问题,本发明所采用的技术方案如下:
3、一种硅片线切割方法,包括:
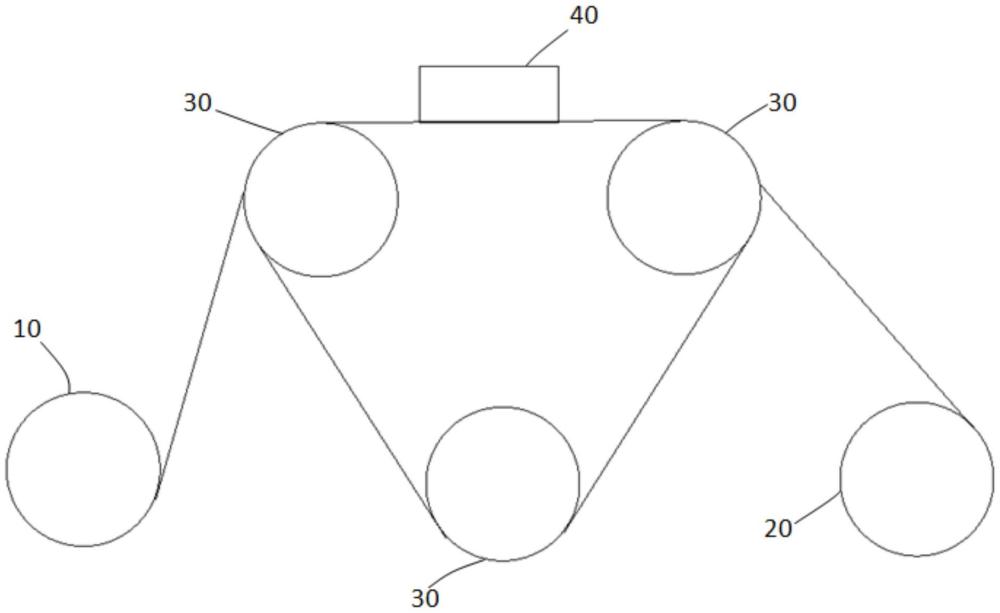
4、将放线轮的线头放线至收线轮后,从所述放线轮放新线至所述收线轮,连接所述收线轮处的线头和新线,使得相邻两个导线轮之间的新线形成线网;
5、将硅棒的初始切割位置设于所述线网处切割,所述线网按预设工艺参数进行往复式运动以将所述硅棒切割成硅片,初始为新线切割。
6、在一些可能的实施方式中,切割过程包括前期进刀台速提升阶段和后期进刀台速降低阶段,所述前期进刀台速提升阶段的最小台速为800um/min,最大台速为3000um/min,所述后期进刀台速降低阶段的最小台速为100um/min。
7、在一些可能的实施方式中,所述前期进刀台速提升阶段的送线量大于回线量,所述后期进刀台速降低阶段的前段的送线量大于回线量,所述后期进刀台速降低阶段的前段的最小台速为2200um/min,所述后期进刀台速降低阶段的后段的送线量小于回线量。
8、在一些可能的实施方式中,在所述前期进刀台速提升阶段,步序一时,台速为800um/min,送线量为502m,回线量为480m,步序二时,台速为2000um/min,送线量为767m,回线量为659m,步序三时,台速为2600um/min,送线量为725m,回线量为633m,步序四时,台速为3000um/min,送线量为732m,回线量为646m,步序五时,台速为3000um/min,送线量为697m,回线量为614m,步序六时,台速为3000um/min,送线量为697m,回线量为614m。
9、在一些可能的实施方式中,在所述后期进刀台速降低阶段的前段,步序七时,台速为2900um/min,送线量为697m,回线量为614m,步序八时,台速为2900um/min,送线量为690m,回线量为608m,步序九时,台速为2800um/min,送线量为690m,回线量为608m,步序十时,台速为2700um/min,送线量为697m,回线量为614m,步序十一时,台速为2500um/min,送线量为695m,回线量为616m,步序十二时,台速为2400um/min,送线量为702m,回线量为622m,步序十三时,台速为2200um/min,送线量为702m,回线量为622m。
10、在一些可能的实施方式中,在所述后期进刀台速降低阶段的后段,步序十四时,台速为1400um/min,送线量为463m,回线量为860m,步序十五时,台速为1200um/min,送线量为432m,回线量为829m,步序十六时,台速为1000um/min,送线量为623m,回线量为1178m,步序十七时,台速为800um/min,送线量为960m,回线量为1653m,步序十八时,台速为250um/min,送线量为1061m,回线量为1645m,步序十九时,台速为100um/min,送线量为1453m,回线量为1853m。
11、相比现有技术,本发明的有益效果在于:
12、在本申请中,通过上述切割方法使得反向切割时,降低了全新线钢线使用量,同时全新线第一刀不用进行转线,降低跑线绞线带来的钢线损失的同时,也减去了跑线使用的操作时间,而对于正向切割,则是减少了全新线切割的钢线使用量。本申请的切割方法还降低因为全新线切割带来的的因钢线切割力过大导致的切割过深导致挂线掉片的概率。
13、下面结合附图和具体实施方式对本发明作进一步详细说明。
技术特征:1.一种硅片线切割方法,其特征在于,包括:
2.如权利要求1所述的硅片线切割方法,其特征在于,切割过程包括前期进刀台速提升阶段和后期进刀台速降低阶段,所述前期进刀台速提升阶段的最小台速为800um/min,最大台速为3000um/min,所述后期进刀台速降低阶段的最小台速为100um/min。
3.如权利要求2所述的硅片线切割方法,其特征在于,所述前期进刀台速提升阶段的送线量大于回线量,所述后期进刀台速降低阶段的前段的送线量大于回线量,所述后期进刀台速降低阶段的前段的最小台速为2200um/min,所述后期进刀台速降低阶段的后段的送线量小于回线量。
4.如权利要求3所述的硅片线切割方法,其特征在于,在所述前期进刀台速提升阶段,步序一时,台速为800um/min,送线量为502m,回线量为480m,步序二时,台速为2000um/min,送线量为767m,回线量为659m,步序三时,台速为2600um/min,送线量为725m,回线量为633m,步序四时,台速为3000um/min,送线量为732m,回线量为646m,步序五时,台速为3000um/min,送线量为697m,回线量为614m,步序六时,台速为3000um/min,送线量为697m,回线量为614m。
5.如权利要求4所述的硅片线切割方法,其特征在于,在所述后期进刀台速降低阶段的前段,步序七时,台速为2900um/min,送线量为697m,回线量为614m,步序八时,台速为2900um/min,送线量为690m,回线量为608m,步序九时,台速为2800um/min,送线量为690m,回线量为608m,步序十时,台速为2700um/min,送线量为697m,回线量为614m,步序十一时,台速为2500um/min,送线量为695m,回线量为616m,步序十二时,台速为2400um/min,送线量为702m,回线量为622m,步序十三时,台速为2200um/min,送线量为702m,回线量为622m。
6.如权利要求5所述的硅片线切割方法,其特征在于,在所述后期进刀台速降低阶段的后段,步序十四时,台速为1400um/min,送线量为463m,回线量为860m,步序十五时,台速为1200um/min,送线量为432m,回线量为829m,步序十六时,台速为1000um/min,送线量为623m,回线量为1178m,步序十七时,台速为800um/min,送线量为960m,回线量为1653m,步序十八时,台速为250um/min,送线量为1061m,回线量为1645m,步序十九时,台速为100um/min,送线量为1453m,回线量为1853m。
技术总结本申请提供一种硅片线切割方法,包括如下步骤,将放线轮的线头放线至收线轮后,从所述放线轮放新线至所述收线轮,连接所述收线轮处的线头和新线,使得相邻两个导线轮之间的新线形成线网。将硅棒的初始切割位置设于所述线网处切割,所述线网按预设工艺参数进行往复式运动以将所述硅棒切割成硅片,初始为新线切割。本申请的切割方法利于降低全新线钢线使用量,同时利于降低跑线绞线带来的钢线损失,还利于减少操作时间,同时还利于降低因钢线切割力过大导致的切割过深导致挂线掉片的概率。技术研发人员:全晓冬,杨振忠,毕喜行,付明全受保护的技术使用者:广东金湾高景太阳能科技有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/313221.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表