一种自动化实现货车枕簧斜楔原车原装排队系统及方法与流程
- 国知局
- 2024-10-09 14:51:29
本发明涉及一种转向架检修装置及方法,具体涉及一种自动化实现货车枕簧斜楔原车原装排队系统及方法。
背景技术:
1、在铁路货车检修工作中,目前枕簧、斜楔的拆卸和组装工作主要以产线自动生产为主,人工为辅。其过程如下:把枕簧、斜楔从转向架上拆卸下来;转向架流转至检修工位,经过判定后分快线或慢线分开流转到不同检修工位;慢线完成检修后,混装入快修线流出的车架队序中;检修完成的转向架与枕簧、斜楔完成组装。
2、但是,由于转向架检修工艺、检修时间不同等原因,导致转向架无法实现与枕簧、斜楔原车原装,具体情况如下:
3、因为转向架检修的快线或慢线存在区别,快线正常流转下去,慢线停滞,且时间不确定,半个小时或十几分钟等都有;这会导致拆卸的枕簧、斜楔和原转向架的顺序被破坏,时间上无法依照拆卸时的顺序进行重新组装,从而无法实现转向架与枕簧、斜楔的原车原装。
技术实现思路
1、针对现有技术中存在的缺点和不足,本发明的目的在于提供一种自动化实现货车枕簧斜楔原车原装排队系统及方法。
2、本发明采用的技术方案是:
3、一种自动化实现货车枕簧斜楔原车原装排队系统,包括控制机构、枕簧智能检测选配线和转向架吊装线,控制机构分别与枕簧智能检测选配线和转向架吊装线通信连接;枕簧智能检测选配线上放置托盘,用于盛放和流转被拆下的枕簧和斜楔,控制机构读取托盘编号并将该托盘和相应的转向架关联;枕簧智能检测选配线并列设置等候区和顺流区;转向架吊装线包括并列的慢线和快线。
4、进一步的,所述枕簧智能检测选配线设为双层倍速链流水线,上层为输出线,下层为回流线,形成一个循环。
5、进一步的,所述输出线包括依次设置的上料位、单行区、并列设置的所述等候区和顺流区,以及组装区。
6、进一步的,所述转向架吊装线包括依次设置的拆卸位、所述并列的慢线和快线、出口。
7、进一步的,所述上料位和拆卸位相邻设置,在拆卸位将枕簧和斜楔从转向架上拆卸,在上料位将拆卸来的枕簧和斜楔上料至所述托盘。
8、进一步的,各个所述托盘设置电子标签,所述控制机构通过射频识别rfid实时读取托盘的电子标签。
9、一种自动化实现货车枕簧斜楔原车原装排队方法,包括:
10、(1)货车拆装,拆下的枕簧和斜楔放置到枕簧智能检测选配线的托盘流转,此时控制机构将该托盘和拆下的转向架型号关联;拆下的转向架进入转向架吊装线并向快线或慢线的工位流转;
11、(2)控制机构根据转向架位于慢线或快线的信息,自动匹配位于等待区或顺流区的盛放对应枕簧和斜楔的托盘至装配位,以满足转向架、枕簧和斜楔原车原装的需求。
12、进一步的,所述步骤(1):所述控制机构通过射频识别rfid实时读取托盘的电子标签,并将该托盘和拆下的转向架型号关联。
13、进一步的,所述步骤(2):当转向架匹配到快线,则相应的托盘流转到顺流区;当转向架匹配到慢线,则相应的托盘流转到等待区;当转向架从快线流出时,则相应的托盘从顺流区流出;当转向架从慢线流出时,则相应的托盘从等待区流出。
14、进一步的,当转向架流转到出口的装配位后,相应托盘也流转到该装配位置,转向架、枕簧和斜楔原车原装;二者完成组装后从出口流出,空托盘流转到回流线。
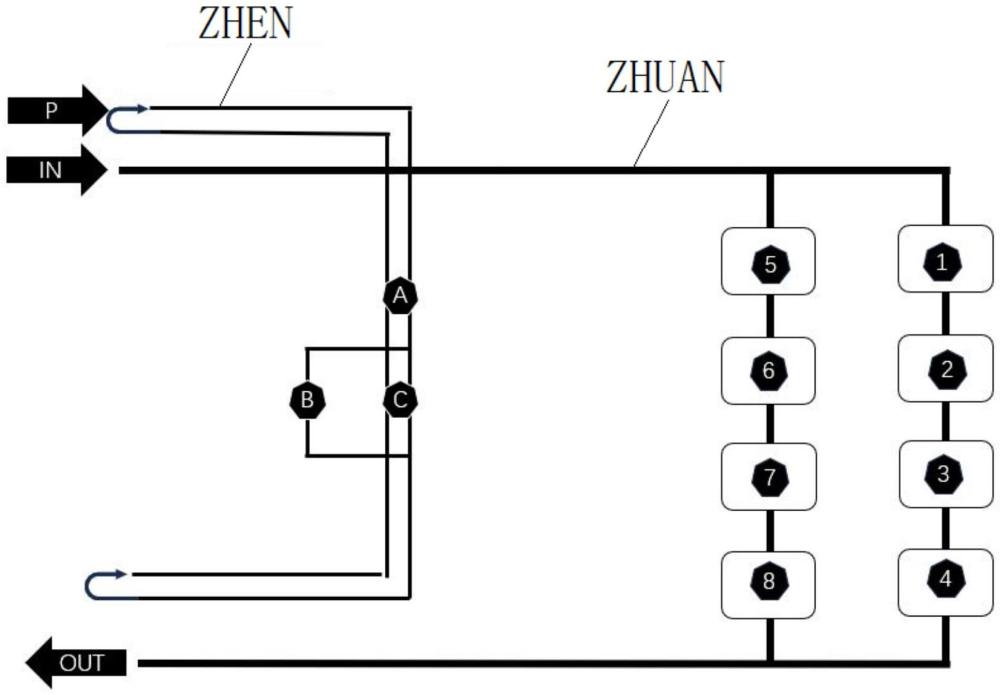
15、由于现有基础配套的转向架吊装线的设备不易改动等情况,本发明在现有的基础配套下,优先采用枕簧、斜楔等拆卸零部件进行排序,以枕簧、斜楔去匹配快慢线中的转向架实现次序的匹配工作,具体的:
16、枕簧、斜楔在枕簧智能检测选配线上流转时,在单条枕簧智能检测选配线上额外增加分线(等待区b和顺流区c),增加转向架慢线拆卸下来的零部件的等待区功能;根据转向架从快线或慢线放行次序,产线plc根据转向架吊装线发出的转向架流出信息(慢线或快线),自动匹配相应的托盘(等待区b或顺流区c的托盘)至装配位,以满足转向架和枕簧、斜楔的原车原装需求。
17、本发明的优点如下:
18、(1)利用本发明自动化实现货车枕簧斜楔原车原装排队系统及方法,可满足转向架与枕簧、斜楔的原车原装的使用需求。
19、(2)利用本发明自动化实现货车枕簧斜楔原车原装排队系统及方法,实现转向架与枕簧、斜楔的原车原装,提高了转向架产品的检修以及装配质量。
20、(3)利用本发明自动化实现货车枕簧斜楔原车原装排队系统及方法,能够完全实现转向架的自动化匹配,有利于智能化工厂建设、数字化生产。
21、(4)本发明自动化实现货车枕簧斜楔原车原装排队系统,在现有的转向架吊装线的基础上增加枕簧智能检测选配线,实现功能升级,降低时间成本和经济成本。
技术特征:1.一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,所述原车原装排队系统包括控制机构、枕簧智能检测选配线和转向架吊装线,控制机构分别与枕簧智能检测选配线和转向架吊装线通信连接;
2.如权利要求1所述的一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,所述枕簧智能检测选配线设为双层倍速链流水线,上层为输出线,下层为回流线,形成一个循环。
3.如权利要求2所述的一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,所述输出线包括依次设置的上料位、单行区、并列设置的所述等候区和顺流区,以及组装区。
4.如权利要求3所述的一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,所述转向架吊装线包括依次设置的拆卸位、所述并列的慢线和快线、出口。
5.如权利要求4所述的一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,所述上料位和拆卸位相邻设置,在拆卸位将枕簧和斜楔从转向架上拆卸,在上料位将拆卸来的枕簧和斜楔上料至所述托盘。
6.如权利要求1-5任意一项所述的一种自动化实现货车枕簧斜楔原车原装排队系统,其特征在于,各个所述托盘设置电子标签,所述控制机构通过射频识别rfid实时读取托盘的电子标签。
7.一种自动化实现货车枕簧斜楔原车原装排队方法,其特征在于,所述方法包括:
8.如权利要求7所述的一种自动化实现货车枕簧斜楔原车原装排队方法,其特征在于,所述步骤(1):所述控制机构通过射频识别rfid实时读取托盘的电子标签,并将该托盘和拆下的转向架型号关联。
9.如权利要求7或8所述的一种自动化实现货车枕簧斜楔原车原装排队方法,其特征在于,所述步骤(2):当转向架匹配到快线,则相应的托盘流转到顺流区;当转向架匹配到慢线,则相应的托盘流转到等待区;
10.如权利要求7或8所述的一种自动化实现货车枕簧斜楔原车原装排队方法,其特征在于,当转向架流转到出口的装配位后,相应托盘也流转到该装配位置,转向架、枕簧和斜楔原车原装;二者完成组装后从出口流出,空托盘流转到回流线。
技术总结本发明公开了一种自动化实现货车枕簧斜楔原车原装排队系统,包括控制机构、枕簧智能检测选配线和转向架吊装线,控制机构分别与枕簧智能检测选配线和转向架吊装线通信连接;枕簧智能检测选配线上放置托盘,用于盛放和流转被拆下的枕簧和斜楔,控制机构读取托盘编号并将该托盘和相应的转向架关联;枕簧智能检测选配线并列设置等候区和顺流区;转向架吊装线包括并列的慢线和快线。本发明还公开了自动化实现货车枕簧斜楔原车原装排队方法。利用本发明自动化实现货车枕簧斜楔原车原装排队系统及方法,可满足转向架与枕簧、斜楔的原车原装的使用需求。技术研发人员:郭其昌,梅劲松,袁泉,李宁,帅靖,顾俊,王野,董智源,魏培培受保护的技术使用者:南京拓控信息科技股份有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/306733.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表