一种环形桨叶片高精度数控加工方法
- 国知局
- 2024-10-09 14:57:10
本发明属于环形桨,具体涉及一种环形桨叶片高精度数控加工方法。
背景技术:
1、螺旋桨是当下应用最为普遍的推进器类型,相较于其他推进系统,它凭借简单的构造、高效的工作能力以及卓越的性能优势,成为现代船舶领域的首选动力来源。螺旋桨在推动船舶速度的提升与整体性能的优化上扮演着至关重要的角色,是船舶快速发展与技术革新的关键推动者。
2、环形桨能够有效改善常规螺旋桨由于叶片边缘不连续而造成的高速旋转时空化现象严重、效率损失和噪声等问题,从而提升整体推进效率。
3、为节约成本,常规螺旋桨常采用铸造加工工艺。铸造时,金属液可能无法完全填充复杂几何形状,导致部分区域未被金属填充,形成空洞或缩孔;或者冷却速度不均可能导致内部应力,引起变形或裂纹;且铸造过程中可能会引入杂质,影响材料性能,批次间材料的均匀性难以保证;铸造件的表面粗糙度往往较高,且难以达到高精度要求,从而造成铸造后的清理、打磨和修整工作量大,增加了生产时间和成本。
4、而对于环形桨这种具有复杂曲面叶形的工件,在铸造过程中模具制作较为困难;同时,铸造过程中的空洞、裂纹、杂质等会大幅降低环形桨的工作寿命。随着数控加工技术的发展,可以满足更加多样化设计的螺旋桨的加工。加工时使用预处理好的原材料,材料性能更加一致,确保环形桨的性能稳定。研究环形桨叶片的数控加工方式,对提升环形桨的加工精度和工作寿命具有实际意义。
技术实现思路
1、本发明的目的就是为了克服铸造等加工方式存在的加工精度低、后续清理及打磨工作量大,时间长等缺陷而提供一种环形桨叶片高精度数控加工方法。该环形桨叶片能够有效改善常规螺旋桨由于叶片边缘不连续而造成的高速旋转时空化现象严重、效率损失和噪声等问题,从而提升整体推进效率,本发明提供的方法能够提升环形桨叶片的加工精度和使用寿命,且加工效率高、成品质量好。
2、一种环形桨叶片高精度数控加工方法,利用五轴联动数控机床加工环形桨,分为以下步骤:三维建模、原坯固定、规划刀路、粗加工、半精加工、精加工,能实现该种环形桨叶片高精度铣削加工。
3、本发明提供的一种环形桨叶片的数控加工方法,包括以下步骤:
4、(1)三维建模:根据环形桨中轴尺寸、叶片叶形、叶片截面倾角等参数,利用mastercam软件建立环形桨的三维模型。
5、(2)原坯固定:将锻造好的原坯通过夹具安装在五轴联动数控机床的转台上,原坯所用材质为铝合金(alznmgcu1.5)。
6、(3)规划刀路:根据步骤(1)建立的环形桨三维模型,利用mastercam软件建立粗加工的铣刀运动轨迹。
7、(4)粗加工:首先d32方肩铣联动粗加工原坯端面,其次d20立铣刀铣原坯反面,再粗铣环形桨叶片。每刀切深2mm,进给速度800mm/min,主轴转速6000r/min,加工余量为2mm。
8、(5)半精加工:根据步骤(1)建立的环形桨三维模型,利用mastercam软件建立半精加工的铣刀运动轨迹。首先d10立铣刀半精加工环形桨叶片外形,其次d20u钻头钻叶片中间底孔,然后d10立铣刀半精加工叶片内腔。每刀切深0.5mm,进给速度800mm/min,主轴转速6000r/min,加工余量0.5mm。
9、(6)精加工:根据步骤(1)建立的环形桨三维模型,利用mastercam软件建立精加工的铣刀运动轨迹。首先r6球头立铣刀精加工环形桨叶背,其次r2.5球头立铣刀清角。每刀切深0.04mm,进给速度600mm/min,主轴转速3000r/min,精加工余量为0.1mm。然后d6立铣刀精加工环形桨叶片,r2.5球头立铣刀精加工环形桨桨毂;每刀切深0.04mm,进给速度600mm/min,主轴转速3000r/min,精加工余量为0mm。
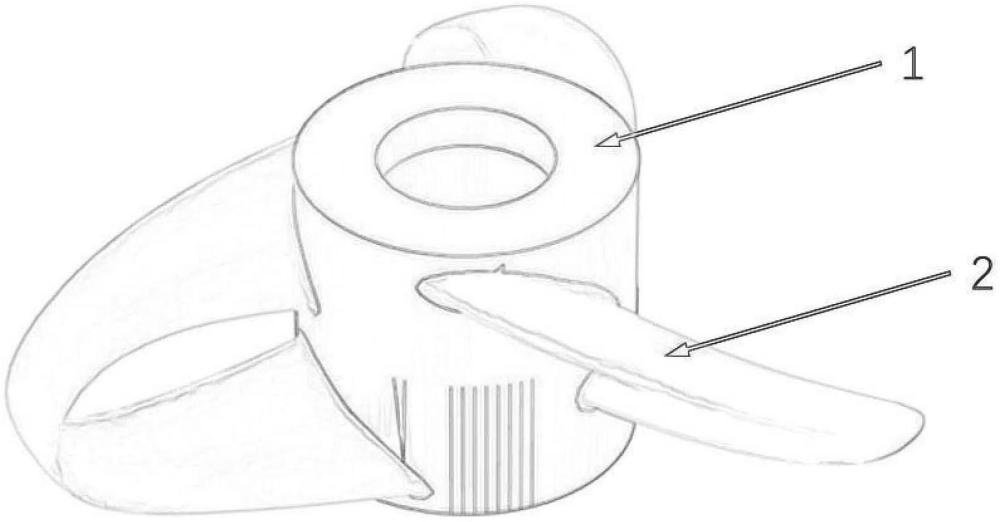
10、所述的环形桨由中轴和沿中轴阵列的环形螺旋桨叶片组成,所述环形螺旋桨叶片的外径为381mm。
11、进一步的,环形螺旋桨叶片的数量和外径可以根据实际情况更改,以适应不同的工作航速。
12、进一步的,数控加工过程中的铣刀类型、进给速度、每刀切深、主轴转速、加工余量等都可以根据实际情况更改。
13、与现有技术相比,本发明具有以下有益效果:
14、(1)本发明涉及的环形桨通过特意的环形螺旋桨叶片形状抑制了叶尖涡,相比传统螺旋桨在中高转速具有更高的推进效率。
15、(2)该环形桨叶片能够有效改善常规螺旋桨由于叶片边缘不连续而造成的高速旋转时空化现象严重、效率损失和噪声等问题,从而提升整体推进效率。
16、(3)本发明的数控加工方法实现了环形桨叶片的高精度铣削加工,相对于现有技术中的铸造加工等方法,成品表面光洁度高,无需大量后处理,减少了人工成本和时间,同时能够提升环形桨叶片的加工精度和使用寿命,且加工效率高、成品质量好,拓宽了该种环形桨叶片的加工方法。
17、(4)对于该种环形桨叶片的设计更改或定制需求,本发明可以快速调整加工程序,适应性强。
技术特征:1.一种环形桨叶片高精度数控加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述的环形桨由中轴和沿中轴阵列的环形螺旋桨叶片组成,所述环形螺旋桨叶片的外径为381mm。
3.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述步骤(1)中原坯所用材质为铝合金(alznmgcu1.5)。
4.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述步骤(4)中每刀切深2mm,进给速度800mm/min,主轴转速6000r/min,加工余量为2mm。
5.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述步骤(5)中每刀切深0.5mm,进给速度800mm/min,主轴转速6000r/min,加工余量0.5mm。
6.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述步骤(6)中,r6球头立铣刀精加工环形桨叶背,其次r2.5球头立铣刀清角时,每刀切深0.04mm,进给速度600mm/min,主轴转速3000r/min,精加工余量为0.1mm。
7.根据权利要求1所述的一种环形桨叶片高精度数控加工方法,其特征在于,所述步骤(6)中,d6立铣刀精加工环形桨叶片,r2.5球头立铣刀精加工环形桨桨毂时,每刀切深0.04mm,进给速度600mm/min,主轴转速3000r/min,精加工余量为0mm。
技术总结一种环形桨叶片高精度数控加工方法,利用五轴联动数控机床加工环形桨,分为以下步骤:三维建模、原坯固定、规划刀路、粗加工、半精加工、精加工,能实现该种环形桨叶片高精度铣削加工。本发明提供的方法制成的环形桨叶片能够有效改善常规螺旋桨由于叶片边缘不连续而造成的高速旋转时空化现象严重、效率损失和噪声等问题,从而提升整体推进效率,本发明提供的方法能够提升环形桨叶片的加工精度和使用寿命,且加工效率高、成品质量好。技术研发人员:王文杰,杨龙,向粤,李濠君,马鑫雨受保护的技术使用者:北京理工大学技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307095.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表