绕线机缠脚免预压挂线方法、工件骨架、系统、绕线机与流程
- 国知局
- 2024-10-09 15:33:16
本发明涉及缠绕机,具体是绕线机缠脚免预压挂线方法、工件骨架、系统、绕线机。
背景技术:
1、绕线就是把线状的物体缠绕到特定的工件上,通常用于铜线缠绕;凡是电器产品大多需要用漆包铜线(简称漆包线)绕制成电感线圈,就需要用到绕线机,例如:各种大小变压器,电抗器、电阻器。
2、为了适应高效率、高产量的要求,全自动绕线机一般为多头联动设计,同时采用可编程控制器作为设备的控制核心,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能。绕线机的生产效率极高,大大的降低了对人工的依赖。生产品质比较稳定,非常适合产量要求高的加工场合。
3、但是,绕线机目前仍旧存在以下技术难点:
4、(1)起尾线两端子在正常缠线的过程中,必须在焊接区上方缠绕一圈,但往往很多产品对于尾线缠脚来说,均无太大隐患,但对于起线,如图1所示的位置1和位置2,会有两根漆包线重叠、堆叠的现象,容易给焊接工序、折弯工序、塑封工序带来品质隐患;对于上述产品来讲,易造成塑封后,缠脚区域有露线的不良现象;在焊接工序,低电阻电极会有碰触、压伤漆包线的现象;如有需要折弯的工序,同样,在模具下压折弯过程中,也是会造成上述图片的位置引起伤线的隐患。
5、(2)如图2所示的位置3和位置4,起尾线焊接区上方的线尾长度必须高出焊接区平面,否则在经过焊接工序后(先预压后焊接),将会出现线尾收缩到焊接区域内,该现象视为ng;绕线设备中添加了预压装置,该装置会在漆包线过了焊接区域后,使用该装置进行端子预压,但是在预压过程中,出现pin根部的1圈漆包线有压伤的现象,严重会造成断线的隐患。
技术实现思路
1、为解决上述现有技术的缺陷,本发明提供一种绕线机缠脚免预压挂线方法、工件骨架、系统、绕线机,本发明省去了一套预压机构,节约了两次预压端子的动作,有利于焊接与折弯工序的作业及调试,不会损伤漆包线,成本低。
2、为实现上述技术目的,本发明采用如下技术方案:一种绕线机缠脚免预压挂线方法,包括以下步骤,
3、起线步骤:包括扯线前和扯线后;
4、扯线前:控制线嘴移动至第一位置,将漆包线的线头固定在第一位置;其中,第一位置是指第一个pin针的焊点位置上端;
5、控制导针杆外翻,将漆包线牵引至第二位置;其中,第二位置是指第一个pin针的焊点位置下端;
6、控制导针杆复位,并移动到第三位置,使得漆包线牵引到第三位置;其中,第三位置是指骨架本体靠近第一个pin针的凸点位置上端;
7、扯线后:扯线,并将漆包线挂在第四位置,控制漆包线的张力值为低张力值;其中,第四位置是指骨架本体靠近第一个pin针的凸点位置下端,第四位置是相对于pin针表面的凸点;
8、绕线步骤:将漆包线从第四位置牵引到工件上,开始绕线;
9、尾线步骤:绕线结束后,将漆包线从工件上牵引到第五位置,并挂在第五位置上;其中,第五位置是指骨架本体靠近第二个pin针的凸点位置下端,第五位置是相对于pin针表面的凸点;
10、控制导针杆移动至第六位置,使得漆包线牵引到第六位置;其中,第六位置是指骨架本体靠近第二个pin针的凸点位置上端;
11、控制导针杆移动至第七位置,使得漆包线牵引到第七位置;其中,第七位置是指第二个pin针的焊点位置下端;
12、控制导针杆移动至第八位置,使得漆包线牵引到第八位置;其中,第八位置是指第二个pin针的焊点位置上端;
13、将余线缠绕后扯线。
14、漆包线的线头始终不低于第一位置所处的平面。
15、低张力值是指漆包线在进入骨架本体后处于极小张力状态,此时漆包线不受力。
16、在绕线步骤中,待绕线半圈后,将程序内的漆包线张力值设置为正常张力。
17、一种绕线机缠脚免预压挂线的工件骨架,包括骨架本体和两根pin针,第一根pin针上设置有第一位置和第二位置,第一位置作为漆包线的起点,第二位置作为漆包线起线的焊接点;第一根pin针上设置有第七位置和第八位置,第七位置作为漆包线尾线的焊接点,第八位置作为漆包线的终点;骨架本体设置有第三位置、第四位置、第五位置、第六位置,第三位置作为起线扯线的起点,第四位置作为漆包线绕线前的过渡区域,自第四位置开始漆包线的张力为低张力值,第五位置作为绕线后的过渡区域,第六位置作为绕线后的过渡区域。
18、一种绕线机缠脚免预压挂线系统,包括,执行模块,用于控制导针杆的外翻、复位、移动动作;调节张力模块,用于在绕线半圈后将漆包线的张力调为正常值。
19、一种绕线机,包括一种绕线机缠脚免预压挂线的工件骨架,以及包括一种绕线机缠脚免预压挂线系统。
20、综上所述,本发明取得了以下技术效果:
21、本发明节约了两次预压端子的动作,工时大约节省7-10秒;
22、本发明省去了一套预压机构,减少绕线机的体积和占地面积,降低成本;
23、本发明有利于焊接与折弯工序的作业及调试;
24、本发明降低起线缠脚处的缠脚张力,使线进入骨架本体后漆包线处于小张力范围,并且在绕线步骤旋转至0.5圈后,程序内设置正常张力,此时,缠脚处漆包线将不会出现被拉出导致断线的现象,改善了绕线后不导通的问题。
技术特征:1.一种绕线机缠脚免预压挂线方法,其特征在于:包括以下步骤,
2.根据权利要求1所述的一种绕线机缠脚免预压挂线方法,其特征在于:所述漆包线的线头始终不低于第一位置(7)所处的平面。
3.根据权利要求1所述的一种绕线机缠脚免预压挂线方法,其特征在于:所述低张力值是指漆包线在进入骨架本体后处于极小张力状态,此时漆包线不受力。
4.根据权利要求1所述的一种绕线机缠脚免预压挂线方法,其特征在于:在绕线步骤中,待绕线半圈后,将程序内的漆包线张力值设置为正常张力。
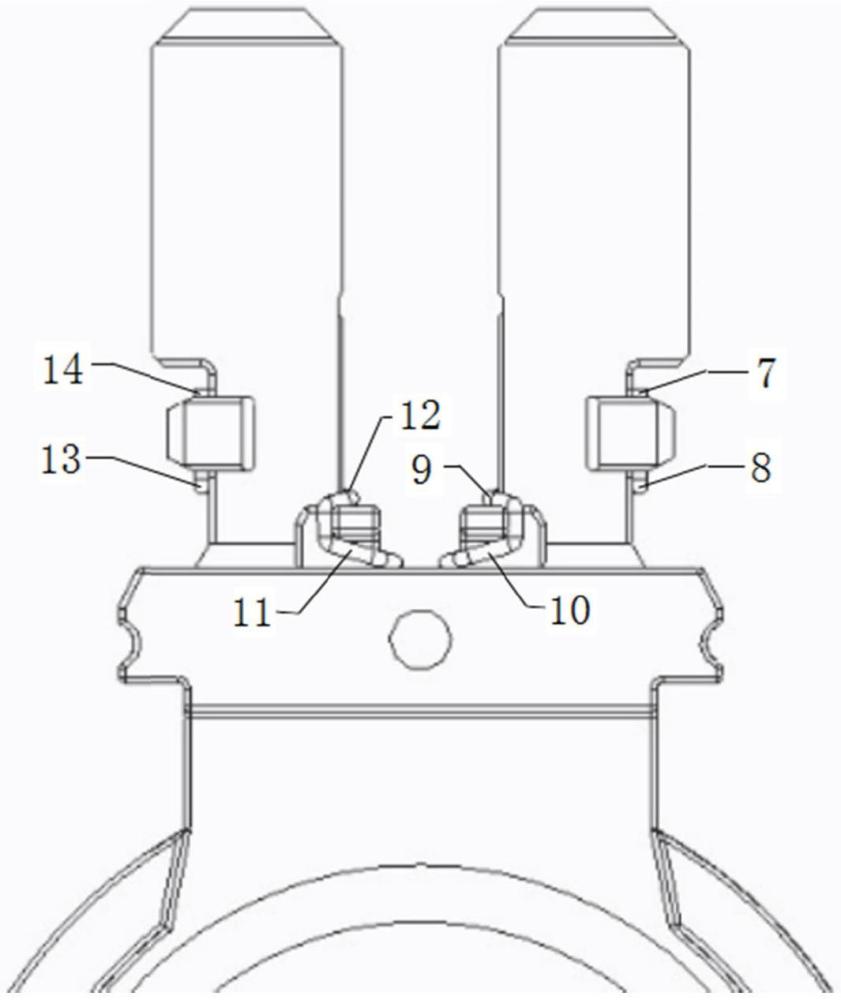
5.一种绕线机缠脚免预压挂线的工件骨架,其特征在于:应用于如权利要求1-4任一项所述的一种绕线机缠脚免预压挂线方法,包括骨架本体和两根pin针,第一根pin针上设置有第一位置(7)和第二位置(8),第一位置(7)作为漆包线的起点,第二位置(8)作为漆包线起线的焊接点;第一根pin针上设置有第七位置(13)和第八位置(14),第七位置(13)作为漆包线尾线的焊接点,第八位置(14)作为漆包线的终点;骨架本体设置有第三位置(9)、第四位置(10)、第五位置(11)、第六位置(12),第三位置(9)作为起线扯线的起点,第四位置(10)作为漆包线绕线前的过渡区域,自第四位置(10)开始漆包线的张力为低张力值,第五位置(11)作为绕线后的过渡区域,第六位置(12)作为绕线后的过渡区域。
6.一种绕线机缠脚免预压挂线系统,其特征在于:应用于如权利要求1-4任一项所述的一种绕线机缠脚免预压挂线方法,包括,执行模块,用于控制导针杆的外翻、复位、移动动作;调节张力模块,用于在绕线半圈后将漆包线的张力调为正常值。
7.一种绕线机,其特征在于:包括如权利要求5所述的一种绕线机缠脚免预压挂线的工件骨架,以及包括如权利要求6所述的一种绕线机缠脚免预压挂线系统。
技术总结本发明公开了一种绕线机缠脚免预压挂线方法、工件骨架、系统、绕线机,包括起线步骤:包括扯线前和扯线后;绕线步骤;尾线步骤。本发明节约了两次预压端子的动作,工时大约节省7-10秒;本发明省去了一套预压机构,减少绕线机的体积和占地面积,降低成本;本发明有利于焊接与折弯工序的作业及调试;本发明降低起线缠脚处的缠脚张力,使线进入骨架本体后漆包线处于小张力范围,并且在绕线步骤旋转至0.5圈后,程序内设置正常张力,此时,缠脚处漆包线将不会出现被拉出导致断线的现象,改善了绕线后不导通的问题。技术研发人员:陆燕,陆军受保护的技术使用者:无锡晶晟科技股份有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/309145.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表