一种无接口扶手压条及成型方法与流程
- 国知局
- 2024-10-21 14:32:35
本发明涉及扶手压条,更具体的说是涉及一种无接口扶手压条及成型方法。
背景技术:
1、扶手压条是在阳光房的阳台上用于安装在玻璃上的一种零件,现有的扶手压条大都是几段焊接成型,但是整条扶手压条上有几处焊缝,对于触摸手感较差,美观度也较差。
技术实现思路
1、本发明的目的在于提供一种无接口扶手压条及成型方法,以期解决背景技术中存在的技术问题。
2、为了实现上述目的,本发明采用以下技术方案:
3、一种无接口扶手压条,包括:
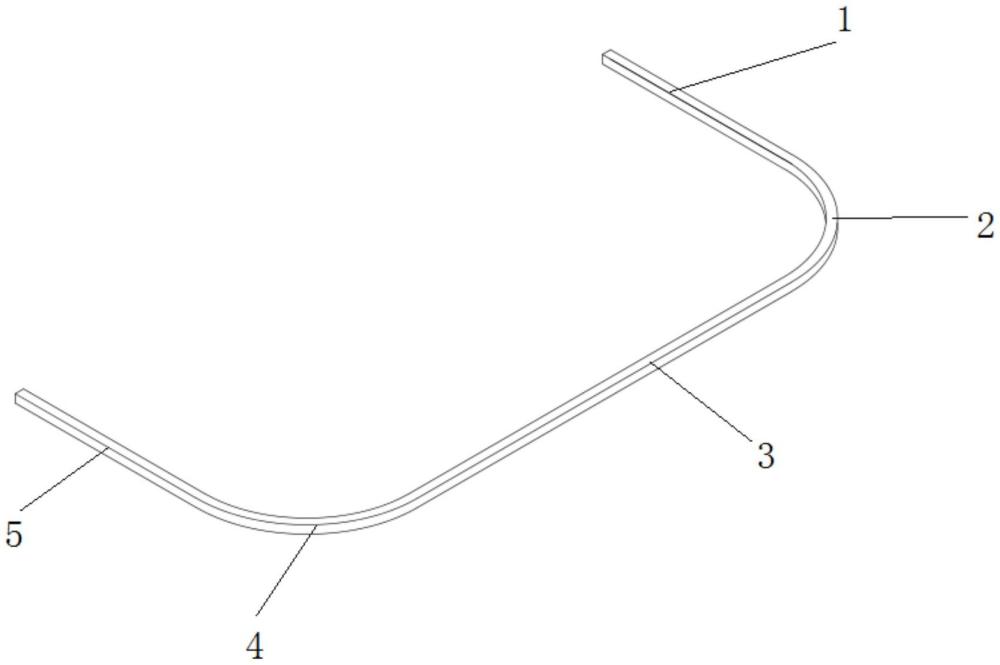
4、压条本体,所述压条本体包括首段、尾段和中间段;
5、第一过渡段,所述第一过渡段用于将所述首段和所述中间段连接;
6、第二过渡段,所述第二过渡段用于将所述尾段和所述中间段连接;
7、所述首段、第一过渡段、中间段、第二过渡段和所述尾段一体成型。
8、在一些实施例中,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的下方均设有相互连通的扣合槽。
9、在一些实施例中,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的厚度均相同。
10、在一些实施例中,所述第一过渡段的圆弧角为45°。
11、在一些实施例中,所述第二过渡段的圆弧角为45°。
12、在一些实施例中,所述第一过渡段和第二过渡段同时成型。
13、在一些实施例中,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的外表设有电泳层。
14、本实施例还提供了一种无接口扶手压条的成型方法,包括以下步骤:
15、步骤1:对压条本体的下部扣合槽铣削成型;
16、步骤2:将铣有扣合槽的压条本体进行第一过渡段和第二过渡段折弯。
17、所述步骤2中,第一过渡段和第二过渡段同时安装在折弯模具中弯折。
18、在第一过渡段和第二过渡段在弯折时,在所述扣合槽内部填充竹条,所述竹条的长度小于扣合槽的长度。
19、本发明与现有技术相比具有的有益效果是:
20、1、本发明提供的扶手压条是一体成型,整体无接口,并且在压条下方设有扣合槽,能更好的扣合在玻璃上。
21、2、本发明在制备扶手压条的工艺中,创新的采用了先铣削扣合槽,然后再弯折,并且在弯折的过程中采用了竹条,既保证了弯折槽的宽度,又避免弯折后竹条无法取出。
技术特征:1.一种无接口扶手压条,其特征在于,包括:
2.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的下方均设有相互连通的扣合槽。
3.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的厚度均相同。
4.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述第一过渡段的圆弧角为45°。
5.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述第二过渡段的圆弧角为45°。
6.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述第一过渡段和第二过渡段同时成型。
7.根据权利要求1所述的一种无接口扶手压条,其特征在于,所述首段、第一过渡段、中间段、第二过渡段和所述尾段的外表设有电泳层。
8.一种无接口扶手压条的成型方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的一种无接口扶手压条的成型方法,其特征在于,所述步骤2中,第一过渡段和第二过渡段同时安装在折弯模具中弯折。
10.根据权利要求9所述的一种无接口扶手压条的成型方法,其特征在于,在第一过渡段和第二过渡段在弯折时,在所述扣合槽内部填充竹条,所述竹条的长度小于扣合槽的长度。
技术总结本发明公开了一种无接口扶手压条及成型方法,属于扶手压条技术领域。包括:压条本体,所述压条本体包括首段、尾段和中间段;第一过渡段,所述第一过渡段用于将所述首段和所述中间段连接;第二过渡段,所述第二过渡段用于将所述尾段和所述中间段连接;所述首段、第一过渡段、中间段、第二过渡段和所述尾段一体成型。本发明提供的扶手压条是一体成型,整体无接口,并且在压条下方设有扣合槽,能更好的扣合在玻璃上。技术研发人员:廖可华,唐建明受保护的技术使用者:四川宇鸿时空之旅科技发展有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/318514.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表