一种钢管接头内外径自动检测设备的制作方法
- 国知局
- 2024-10-21 14:48:36
本发明涉及检测,具体为一种钢管接头内外径自动检测设备。
背景技术:
1、健身器械是为了让有健身需求的人士达到辅助锻炼,强身健体的效果而使用的运动器械,这些器械虽然从用途方面考虑不属于精密器材,但为了保障使用者的安全,健身器材的组件仍需要经过质量检测,其中作为结构件的钢管便是重中之重,特别是用于连接钢管的钢管接头内外径尺寸,这关乎到健身器材整体的加工质量及后续使用的稳定性,是钢管生产加工中必须经过检验的项目之一。
2、当前对健身器材钢管内外径的检测方法一般是采用游标卡尺测量或是激光测量的方式,游标卡尺是一种简单易用的工具,适用于一般精度要求的内外径测量,而激光扫描测量法和2d激光位移检测法则提供了更高的精度和效率,适用于需要高精度测量的场合。
3、现有方法虽然各有优势,但对于精度要求不高的健身器材钢管生产而言,前者的使用方法较为繁复,且需要占用人工进行操作,在大批量工件产出时,该方式不利于生产效率的提高。后者又显得长材小试,会因为购买和使用专业的检测设备增加不必要的成本,鉴于此,本发明提出了钢管接头内外径自动检测设备。
技术实现思路
1、针对现有技术的不足之一,本发明提供了一种钢管接头内外径自动检测设备,解决钢管接头的内外径检测问题。
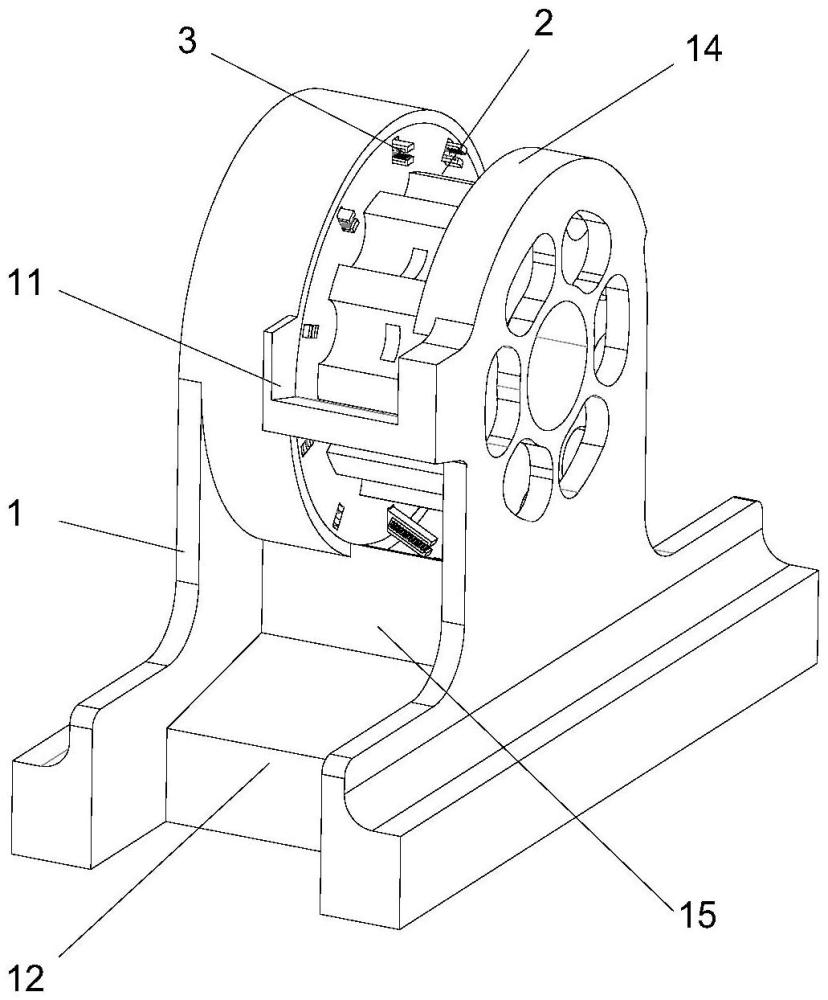
2、为实现上述目的,本发明提供如下技术方案:一种钢管接头内外径自动检测设备,包括:
3、基座,其上预留有进料口,用于排出合格工件的合格出料口,和用于排出不合格工件的废件出料口;
4、输送机构,设置在基座上,输送机构带动工件的移动路径即为检测路径;所述进料口、合格出料口和废件出料口分布在检测路径周部;
5、检测机构,与所述输送机构联动设置,检测机构设置在所述检测路径上;检测机构包括:
6、检测部,其包括有夹持结构,夹持结构所形成的夹持空间对应工件的环形边部的内径和外径;当夹持结构可以对工件进行夹持时,工件符合规格,否则工件不合格。
7、优选为,所述输送机构的输送路径为圆周路径;工件在输送机构依次经过进料口、废件出料口和合格出料口;
8、所述基座还包括:
9、限位板,为圆弧状板体,设置在输送机构的输送路径上部区域;所述合格出料口和废件出料口位于输送路径的下部,且均位于限位板的下方。
10、优选为,所述基座还包括:
11、隔板,为竖直方向的板体,设置在所述合格出料口和废件出料口之间。
12、优选为,所述输送机构包括:
13、输送盘,和所述基座转动连接,输送盘转动的轴线即为所述输送路径的轴线;
14、输送轮,固定设置在输送盘的一侧,输送轮上开设有若干放置槽,放置槽为对应工件的弧形凹槽;输送轮的外径小于输送盘的外径;所述检测结构和输送盘联动,检测部的夹持结构贯穿输送盘朝向放置槽方向延伸;
15、本检测设备还包括:
16、驱动机构,与输送机构联动,可驱动所述输送盘转动。
17、优选为,所述检测机构的检测部设置有若干个,检测部的数量和输送轮上的放置槽数量对应;所述检测部包括:
18、夹持件,贯穿所述输送盘,且与所述输送盘滑动连接,夹持件的滑动方向与输送盘的轴向平行;所述夹持件包括:
19、夹持板,设置有两条,两根夹持板之间的间距与工件的环形边部厚度对应;
20、垫板,对应每个所述夹持板设置一个,垫板设置在两个夹持板相对的一侧,且垫板由弹性材质制成。
21、优选为,所述输送机构还包括:
22、推板,对应每个所述放置槽设置一个,推板和放置槽的槽底滑动连接,其滑动方向为输送盘的轴向;推板设置在放置槽远离输送盘的端部位置;
23、推板弹簧,设置在推板和放置槽的连接处,用于推板复位。
24、优选为,所述检测机构的检测部还包括:
25、活动件,设置在所述输送盘远离输送轮的一侧,活动件的端部连接所述夹持件;活动件可朝向或远离输送轮运动;
26、所述检测机构还包括:
27、第一导向件,对应每个检测部设置有一个,第一导向件为导向杆,第一导向件的杆体轴线和输送盘的轴线平行;第一导向件与输送盘或输送轮滑动连接;第一导向件和所述活动件固定连接。
28、优选为,所述夹持件整体为“匚”形,其开口端朝向所述推板设置;
29、所述夹持件的封闭端和所述活动件铰接,所述夹持件可朝向远离输送盘轴线的方向转动。
30、优选为,所述检测机构还包括:
31、第二导向件,固定设置在所述基座内部,第二导向件为圆柱状块体,其与所述输送盘同轴设置;所述第二导向件周侧设置有导向轨道组,所述活动件远离夹持件的一端和导向轨道组滑动连接;
32、所述导向轨道组可带动活动件呈现三个位移状态,三个位移状态包括:
33、状态一,活动件带动夹持件收拢,夹持件和放置槽内的工件不接触;
34、状态二,活动件带动夹持件朝向推板的方向进行距离为a的位移;以推板可相对于放置槽滑动的最大距离为b,满足a小于或等于b;
35、状态三,活动件带动夹持件再次朝向推板方向进行距离为c的位移,c的长度大于或等于夹持件的长度;
36、所述导向轨道组还带动活动件呈现维持状态,维持状态对应状态一、状态二及状态三均配置一个,在活动件完成状态一、状态二及状态三的位移状态后,均附带一个所述维持状态;维持状态下活动件和输送盘保持相对静止。
37、优选为,所述状态一及其维持状态中,活动件位于合格出料口上方;所述状态二及其维持状态中,活动件位于限位板的环绕范围内;所述状态三及其维持状态中,活动件位于废件出料口上方;
38、所述检测机构还包括:
39、推挤件,与所述基座固定连接,设置在所述输送轮内部;推挤件位于所述限位板的下方,且位于所述废件出料口的上方;
40、所述输送轮上开设有对应推挤件的环形槽,且该环形槽延伸至所述放置槽处形成开放口;所述推挤件的端部可穿过开放口延伸至放置槽内。
41、一种钢管接头检测方法,使用前述的检测设备,包括步骤:
42、s1、进行检测工作的初始配置,对应待检测的工件配置相应的夹持件,夹持件满足其内部的夹持空间对应工件的环形边部厚度,当合格的工件边部插接入夹持件内部后,在没有外力的情况下,工件不会脱离夹持件;
43、s2、将待检测的工件放置在对应工件的放置槽内;
44、s3、将夹持件水平朝向工件边部进行推动;
45、s4、如果夹持件可以和工件边部进行插接,则工件通过第一检测环节;
46、如果夹持件不能完成和工件边部插接,则说明工件的外径过大或内径过小,工件不符合要求;
47、s5、对通过第一检测环节的工件继续进行检测,令夹持件和工件倾斜,如果工件和夹持件不分离,则工件通过检测;
48、如果工件和夹持件分离,则说明工件的外径过小或内径过大,工件不符合要求;
49、s6、令通过检测的工件和夹持件分离,完成检测。
50、与现有技术相比,具备以下有益效果:本方案设置有输送机构与检测机构,在二者的相互搭配下,能够快速的辨别出钢管接头内外径是否合规,而且操作起来方便快捷。再者,本装置还可以灵活的将合格品与残次品分类排出,减少了钢管接头的检测步骤。减少了人力物力消耗的同时,还提高了生产效率。加之通过对电动机输出端转速的控制,使得本装置能够搭配钢管接头的生产输出设备使用,令钢管接头的检测无需通过抽样手段,能够充分的对所有钢管接头进行检验,保障了钢管接头的精品率。
本文地址:https://www.jishuxx.com/zhuanli/20241021/319369.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表