石墨板材表面平行沟槽的成型刀片的制作方法
- 国知局
- 2024-10-21 15:17:56
本发明涉及一种石墨材料的加工刀具。
背景技术:
1、石墨铣刀是一种专门用于加工石墨材料的铣刀,它由硬质合金刀片、碳化钨刀杆和高温合金刀柄等组成。石墨铣刀的出现是为了满足石墨加工行业的需求,石墨加工行业涉及到许多领域,如航空航天、汽车、电子等,需要使用高质量的石墨材料来制造各种零部件。
2、石墨铣刀是一种专门用于加工石墨材料的铣刀,其在许多领域都有广泛的应用。在选择石墨铣刀时,需要根据加工需求、材料特性、使用寿命和制造商信誉等方面进行综合考虑,以保证加工质量和效率。
3、申请(专利)号:cn201520746467.0的实用新型提供了一种石墨开具平行沟槽用铣刀,具有刀轴和4-20片的依次套装连接在刀轴上铣刀,每片铣刀具有4-8只刀头,刀轴的一端固定连接有驱动转盘,刀轴的另一端为连接有支承刀轴的轴承。每片铣刀之间有定位的隔圈,以调节刀片之间的距离,每片铣刀相对于相邻铣刀具有5-15度的套装转动角度,部分铣刀的直径不同,铣刀刀头的前角为8°-12°、后角为18°-22°。该实用新型是圆形刀具,刀具数量较多,制作成本较高。
技术实现思路
1、发明目的:
2、克服传统铣刀多为圆盘形,刀头一般为单头,铣削效率较低的缺点,提供一种多只刀头同步铣削,铣削效率高,刀片寿命长,沟槽光洁度高的石墨板材表面沟槽的成型刀片。
3、技术方案:
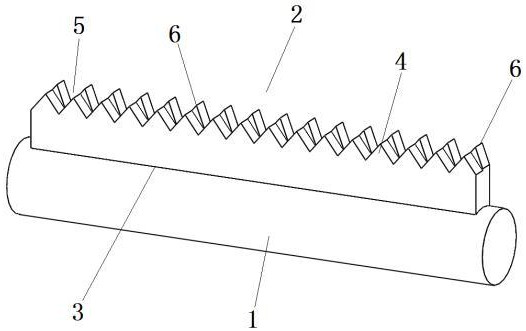
4、本发明公开了一种石墨板材表面沟槽的成型刀片,可以用于石墨板材表面平行沟槽的铣削成型,具有平直的刀背和两列(第一列、第二列)相邻排布位于刀背相背一侧的紧靠在一起的刀齿组,每列刀齿组具有n(5-20)颗刀齿,每列刀齿组上的刀齿均匀排布,形成2列n行的矩阵结构。
5、每颗刀齿具有三棱锥状的外形(三棱锥的长度或高度不小于三棱锥的横截面边长),每列刀齿组中的各个刀齿的外形和尺寸相同。但是第一列刀齿组与第二列刀齿组中的刀齿的外形和尺寸有所不同,第一列刀齿组与第二列刀齿组的相邻刀齿(每排的两个刀齿)的前角(三棱锥前侧面与刀背平面的夹角,如为60°)相同,后角(三棱锥后侧面与刀背平面的夹角)不同,第一列的刀齿后角(如为30-45°)小于第二列的刀齿后角(60°)。
6、第一列刀齿的顶角较大,齿尖不容易断裂;第二列刀齿的顶角较小,齿尖能够开具较深的刀槽。
7、优选,第一列刀齿组刀齿的高度小于第二列的,第一列铣削后更快速进行第二列的铣削,提高成型速度,第二列的高度较长,便于支撑第一列刀齿组,并且在沟槽成型后,对沟槽表面的按压,使得沟槽表面平滑性更好、光洁度更高。
8、所述的成型刀片,能够通过垫片安装固定在圆柱形刀轴的刀片槽中,圆柱形刀轴能够带动刀片绕圆柱的中心轴旋转。优选,在刀轴圆周中具有相距180°的两个刀片槽,可以分别安装固定一只上述的成型刀片;对称设置,刀轴转动稳定,铣削沟槽更加快速。
9、本发明在加工使用时,具有下述加工过程:
10、将待加工的石墨板材水平放置在加工台面,成型铣刀安装在加工台面上方的水平刀轴中,刀轴中心轴线与石墨板材上表面的距离,小于刀轴中心轴线与刀齿之间的距离。
11、接着刀轴旋转,石墨板材在加工平台上逐渐前移,刀片的刀齿接触并铣削石墨板材上表面,铣削出多条平行的沟槽。其中,第一列刀齿组刀齿先接触石墨板材上表面,铣削出较浅的沟槽形状,紧接着,第二列刀齿组刀齿再接触较浅的沟槽,铣削出更深的符合设计要求的沟槽。
12、有益效果:
13、成型刀片在铣削时,第一列的刀齿组先接触石墨电极的表面,在表面铣削较浅的平行沟槽(预成型沟槽),紧接着第二列刀齿组再接触预成型沟槽,铣削出更深的平行沟槽(后成型沟槽),获得内部具有平行沟槽的石墨板材表面。
14、本发明的两列刀齿组的设计,使得石墨板材的加工分为相隔瞬间的两个铣削过程,每次的铣削量均较小,不易发生脆性崩裂,两次铣削后,平行沟槽表面的精度更高。而且,这样的刀齿设计,避免每列刀齿承受较大的铣削冲击,有利于保护每列刀齿,延长刀片的使用寿命。
技术特征:1.一种石墨板材表面沟槽的成型刀片,能够用于石墨板材表面平行沟槽的铣削成型,其特征在于:具有平直的刀背(3)和两列相邻排布位于刀背(3)相背一侧的紧靠在一起的刀齿组(4、5),每列刀齿组(4、5)具有n颗刀齿(6),每列刀齿组(4、5)上的刀齿(6)均匀排布,形成2列n行的矩阵结构。
2.如权利要求1所述的石墨板材表面沟槽的成型刀片,其特征在于:每颗刀齿(6)具有三棱锥状的外形,三棱锥的长度或高度不小于三棱锥的横截面边长,每列刀齿组(4、5)中的各个刀齿(6)的外形和尺寸相同。
3.如权利要求1或2所述的石墨板材表面沟槽的成型刀片,其特征在于:第一列刀齿组(4)与第二列刀齿组(5)中的刀齿(6)的外形和尺寸有所不同,第一列刀齿组(4)与第二列刀齿组(5)的相邻刀齿(6)的前角(7)相同,后角(8、9)不同,第一列的刀齿后角(8)小于第二列的刀齿后角(9)。
4.如权利要求1或2所述的石墨板材表面沟槽的成型刀片,其特征在于:第一列刀齿组(4)刀齿(6)的高度小于第二列刀齿组(5)刀齿(6)的高度。
5.如权利要求3所述的石墨板材表面沟槽的成型刀片,其特征在于:第一列的刀齿后角(8)为30°-45°,第二列的刀齿后角(9)为60°。
6.如权利要求1、2或3所述的石墨板材表面沟槽的成型刀片,其特征在于:上述的成型刀片(2),能够通过垫片安装固定在圆柱形刀具的刀片槽中,圆柱形刀具能够带动刀片绕圆柱的中心轴旋转。
技术总结本发明公开了一种石墨板材表面沟槽的成型刀片,具有平直的刀背和两列相邻排布位于刀背相背一侧的紧靠在一起的刀齿组,每列刀齿组具有N颗刀齿,每列刀齿组上的刀齿均匀排布,形成2列N行的矩阵结构。每颗刀齿具有三棱锥状的外形,每列刀齿组中的各个刀齿的外形和尺寸相同。第一列刀齿组与第二列刀齿组的相邻刀齿的前角相同,后角小于第二列的刀齿后角。本发明的两列刀齿组的设计,使得石墨板材的加工分为相隔瞬间的两个铣削过程,每次的铣削量均较小,刀齿及加工件不易发生脆性崩裂,平行沟槽表面的精度更高。技术研发人员:钱红斌受保护的技术使用者:南通扬子碳素股份有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/321131.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表