一种焊接工装的制作方法
- 国知局
- 2024-11-12 14:03:13
本技术涉及电池制造,具体涉及一种焊接工装。
背景技术:
1、随着锂电池技术的发展,对电池能量密度的要求越来越高,圆柱电池因为较高的装配比,可以实现更高的能量密度,而且具有加工成本低、安全性能和散热性能好等优点,被广泛应用于各行各业。
2、现有圆柱电池中,通常集流构件与壳体为焊接固定,由于壳体为圆筒状结构,而集流构件的材质软、厚度薄,极易变形,所以集流构件与壳体在焊接时贴紧难度大,导致焊接质量差的技术问题。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型提供一种焊接工装,以改善集流构件与壳体焊接质量差的技术问题。
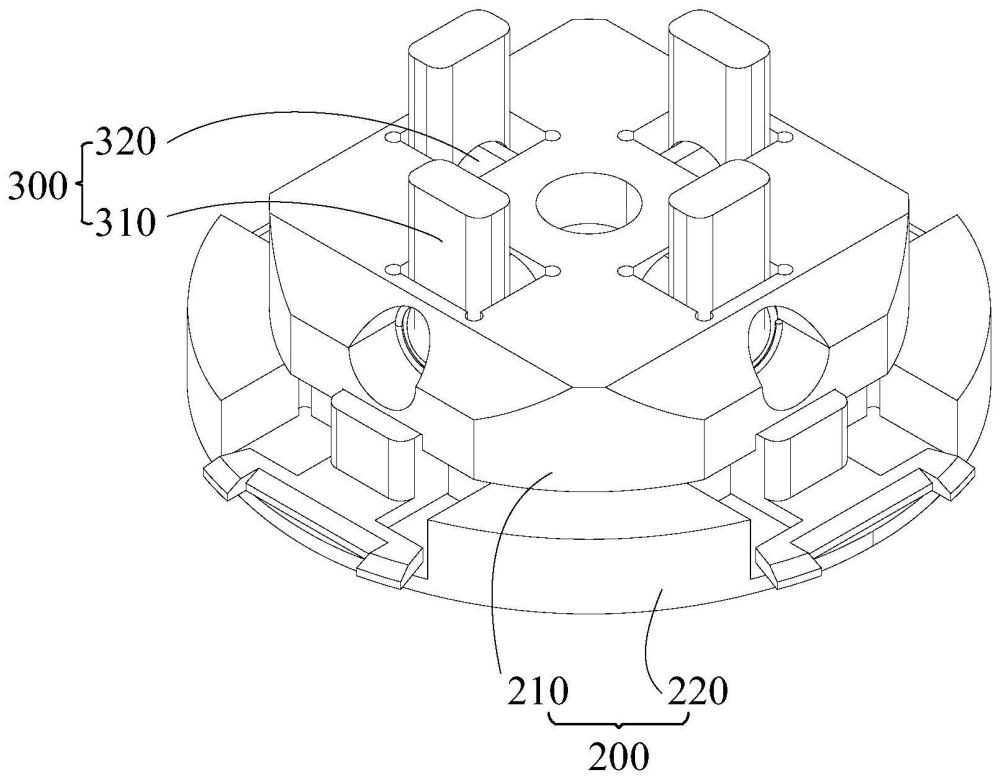
2、为实现上述目的及其它相关目的,本实用新型提供一种焊接工装,用于圆柱电池中集流构件和壳体的内壁之间的焊接,集流构件包括至少一个与壳体的内壁连接的折边,该焊接工装包括:基座和压紧装置;基座被配置为能够容置于壳体内部;压紧装置可伸缩安装于基座,压紧装置在伸出时将折边压抵于壳体的内壁,并在缩回时与折边脱离。
3、在本实用新型焊接工装一示例中,基座包括安装部和板体,板体为圆盘形,安装部可拆卸地安装于板体,压紧装置安装于安装部和/或板体上,压紧装置沿板体的径向伸缩。
4、在本实用新型焊接工装一示例中,压紧装置包括卡爪和弹性件,卡爪滑动连接于安装部和/或板体,弹性件设于卡爪朝向板体的中心的一侧,并在卡爪向中心移动时蓄能,在向折边移动时释放能量。
5、在本实用新型焊接工装一示例中,卡爪包括操作部、滑动部和压头,安装部设有贯通的第一滑槽,操作部贯穿第一滑槽并凸出于滑动部,滑动部与第一滑槽滑动连接,压头连接于滑动部背离操作部的一侧,且压头随滑动部沿板体的径向伸缩。
6、在本实用新型焊接工装一示例中,卡爪还包括连接滑动部和压头的限位部,安装部朝向板体的一侧设置有第二滑槽,板体设有与第二滑槽相对设置第三滑槽,且限位部与第二滑槽和第三滑槽滑动连接。
7、在本实用新型焊接工装一示例中,滑动部朝向安装部中心的一侧设有第一凹槽,第一滑槽设有与第一凹槽相对的第二凹槽,弹性件一端嵌入第一凹槽,弹性件的另一端嵌入第二凹槽。
8、在本实用新型焊接工装一示例中,压头中部设有避空凹槽。
9、在本实用新型焊接工装一示例中,避空凹槽的槽底设置有倒角。
10、在本实用新型焊接工装一示例中,限位部垂直于限位部的滑动方向的两侧均设置有凸起;板体还包括第四滑槽和第五滑槽,凸起与第四滑槽滑动连接,压头与第五滑槽滑动连接。
11、在本实用新型焊接工装一示例中,压紧装置的数量和位置分别与折边的数量和位置相对应。
12、本实用新型焊接工装,通过安装于基座上的压紧装置,可以实现在伸出时将集流构件的折边压抵于壳体的内壁,并在缩回时与折边脱离的动作,使得在焊接时折边与壳体内壁贴紧,改善了出现焊接炸点的问题,进而提高了焊接质量,同时提高了焊接效率。
技术特征:1.一种焊接工装,用于圆柱电池中集流构件和壳体的内壁之间的焊接,所述集流构件包括至少一个与所述壳体的内壁连接的折边,其特征在于,所述焊接工装包括:
2.根据权利要求1所述的焊接工装,其特征在于,所述基座包括安装部和板体,所述板体为圆盘形,所述安装部可拆卸地安装于所述板体,所述压紧装置安装于所述安装部和/或所述板体上,所述压紧装置沿所述板体的径向伸缩。
3.根据权利要求2所述的焊接工装,其特征在于,所述压紧装置包括卡爪和弹性件,所述卡爪滑动连接于所述安装部和/或所述板体,所述弹性件设于所述卡爪朝向所述板体的中心的一侧,并在所述卡爪向所述中心移动时蓄能,在向所述折边移动时释放能量。
4.根据权利要求3所述的焊接工装,其特征在于,所述卡爪包括操作部、滑动部和压头,所述安装部设有贯通的第一滑槽,所述操作部贯穿所述第一滑槽并凸出于所述滑动部,所述滑动部与所述第一滑槽滑动连接,所述压头连接于所述滑动部背离所述操作部的一侧,且所述压头随所述滑动部沿所述板体的径向伸缩。
5.根据权利要求4所述的焊接工装,其特征在于,所述卡爪还包括连接所述滑动部和所述压头的限位部,所述安装部朝向所述板体的一侧设置有第二滑槽,所述板体设有与所述第二滑槽相对设置第三滑槽,且所述限位部与所述第二滑槽和所述第三滑槽滑动连接。
6.根据权利要求4所述的焊接工装,其特征在于,所述滑动部朝向所述安装部中心的一侧设有第一凹槽,所述第一滑槽设有与所述第一凹槽相对的第二凹槽,所述弹性件一端嵌入所述第一凹槽,所述弹性件的另一端嵌入所述第二凹槽。
7.根据权利要求4所述的焊接工装,其特征在于,所述压头中部设有避空凹槽。
8.根据权利要求7所述的焊接工装,其特征在于,所述避空凹槽的槽底设置有倒角。
9.根据权利要求5所述的焊接工装,其特征在于,所述限位部垂直于所述限位部的滑动方向的两侧均设置有凸起;所述板体还包括第四滑槽和第五滑槽,所述凸起与所述第四滑槽滑动连接,所述压头与所述第五滑槽滑动连接。
10.根据权利要求1至9中任一项所述的焊接工装,其特征在于,所述压紧装置的数量和位置分别与所述折边的数量和位置相对应。
技术总结本技术提供一种焊接工装,该焊接工装用于圆柱电池中集流构件和壳体的内壁之间的焊接,集流构件包括至少一个与壳体的内壁连接的折边,该焊接工装包括:基座和压紧装置;基座被配置为能够容置于壳体内部;压紧装置可伸缩安装于基座,压紧装置在伸出时将折边压抵于壳体的内壁,并在缩回时与折边脱离,可以改善集流构件与壳体焊接质量差的技术问题。技术研发人员:龚志杰受保护的技术使用者:远景睿泰动力技术(上海)有限公司技术研发日:20240319技术公布日:2024/11/7本文地址:https://www.jishuxx.com/zhuanli/20241112/327072.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表