一种高温循环管路兑冷温度自动控制系统及控制方法与流程
- 国知局
- 2024-11-18 18:16:08
本专利申请属于钒生产自动化仪表控制,涉及兑冷温度自动控制系统及控制模型,更具体地说,是涉及一种高温循环管路兑冷温度自动控制系统及控制方法。
背景技术:
1、钒成品生产过程中,由回转窑产生的高温烟气,为节约能源和降低排放,将高温烟气回引致盘干系统,将湿的多钒酸铵烘干成干粉状多钒酸铵,再将粉状多钒酸铵送入回转窑进行氧化焙烧,达到节约能源,减少排放有害气体的作用。
2、上述工艺过程中系统中高温管道兑冷控制的硬件平台,有的采用dcs或plc系统,有的采用常规仪表电气控制,都无法实现管道温度的全自动控制,仅实现数据的采集功能,控制也仅为手动控制,所以在整个兑冷操作过程中,控制基本依靠操作人员经验手工操作。由于操作人员控制水平参差不齐,造成生产过程控制温度参数不稳定,对设备的安全稳定运行和对温度比较敏感的钒制成品质量,产生极大的影响,极易造成设备易损坏、维修周期缩短的现象,且使设备维护难度和维修费用提高。
3、因此针对钒成品生产过程中提高工业温度兑冷稳定性、降低能耗等问题,需要研究出一种高温循环管路兑冷温度自动控制系统及控制方法,解决上述弊端。
技术实现思路
1、本发明需要解决的技术问题是提供一种高温循环管路兑冷温度自动控制系统及控制方法,利用此方法可使高温循环管路温度处于全自动控制状态,以减轻工人的劳动强度,降低煤气等能源的消耗,并延长高温管道等设备的使用寿命,最终带来可观的经济效益和社会效益。
2、为了解决上述问题,本发明所采用的技术方案是:
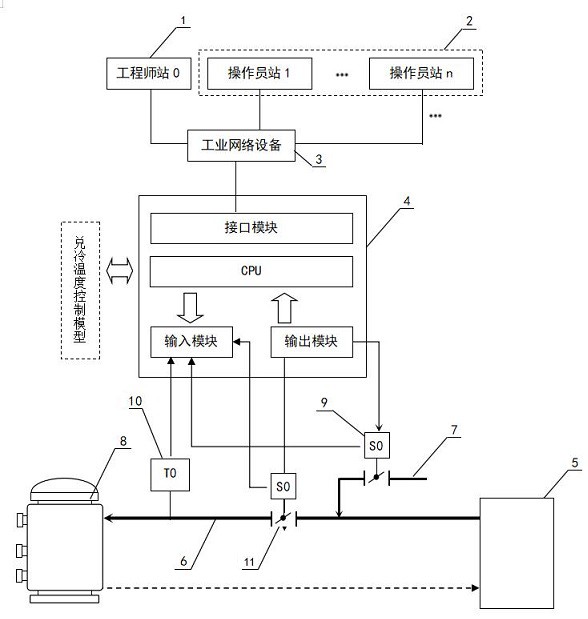
3、一种高温循环管路兑冷温度自动控制系统,包括计算机控制系统、与计算机控制系统信息连接的现场控制站、与现场控制站信息连接的兑冷温度控制模型和高温工艺设备;
4、计算机控制系统包括工程师站、多个操作员站、与工程师站和多个操作员站均信息连接的工业网络设备,工业网络设备信息连接现场控制站;
5、高温工艺设备包括回转窑、与回转窑连接的高温烟气管道、与高温烟气管道的一端连接的盘干设备、设置在高温烟气管道上的温度检测装置和管路执行元件、与高温烟气管道连通的兑冷管道,兑冷管道上设有现场执行元件,管路执行元件、现场执行元件、温度检测装置均信息连接现场控制站;
6、兑冷温度控制模型根据操作员输入的温度设定值或工艺要求温度值,分析高温烟气管道的温度变化趋势及变化率,并对计算出的下一采样循环的温度变化结果与温度设定值或工艺要求温度值进行实时比对,计算输出相应阀位信号,通过现场执行元件控制兑冷管道的冷风兑入量,达到高温烟气管道兑冷的自动连续温度控制。
7、进一步,现场控制站为dcs/plc硬件模块,包括接口模块、cpu、输入模块、输出模块,cpu信息连接接口模块、输入模块、输出模块、兑冷温度控制模型,接口模块还信息连接工业网络设备;输入模块信息连接现场执行元件、温度检测装置和管路执行元件,输出模块信息连接现场执行元件和管路执行元件。
8、进一步,工业网络设备为工业交换机,操作员站的数量为3~6个。
9、进一步,温度检测装置为k型热电偶,现场执行元件为电动调节阀。
10、进一步,兑冷温度控制模型的处理过程为
11、d1、根据工艺要求,首先调整并固定管路执行元件,通过温度检测装置获取温度检测值te,te的数值类型为real,对温度检测值te进行处理后得到处理数据tep(m),m表示单次平滑数据的采样数设置(例如m=6,即保存前六次数据),数据实时保持多组连续处理数据;
12、
13、d2、通过下式求取温控趋势值
14、
15、tmx=n×tc,……式3
16、
17、式中:
18、为正值表示温度为升高趋势,数值为温升趋势值;反之为负值表示温度为降低趋势,数值为温降趋势值;
19、tmx为tep(m)和tep(m-1)数据采集处理时间差值;
20、tc为程序运行时间间隔;
21、n为单位时间内连续变化的温度变化趋势的计算次数;
22、d3、根据下式动态调整调节阀位v#x与温控趋势值关系:
23、
24、其中:κ--调整系数,p#x为设置值偏差,v为当前阀位值;
25、d4、根据式5将调节阀位v#x输出到现场执行元件,实现高温烟气管道兑冷的自动连续温度控制;
26、当工艺需要调整整体风量进而调整管路执行元件时,需要从新计算步骤d1-d4。
27、一种高温循环管路兑冷温度自动控制方法,利用了上述的系统,具体包括如下步骤:
28、步骤s101、在回转窑对多钒酸铵进行氧化焙烧时产生的高温烟气通过高温烟气管道传输至盘干设备;
29、步骤s102、通过安装在高温烟气管道上的温度检测装置检测高温烟气管道内的烟气温度,产生对应的温度信号,并传送至现场控制站;
30、步骤s103、通过现场控制站将温度信号转换成对应的高温管道温度值,在现场控制站的cpu中比对高温管道温度值和操作员预设的温度设定值或工艺要求温度值,通过兑冷温度控制模型计算并输出控制信号,控制安装在兑冷管道上的现场执行元件调整兑冷程度;
31、步骤s104、现场控制站对高温烟气管道进行监控,并产生对应的温度信号和控制信号传送至工程师站或操作员站;
32、步骤s105、在工程师站或操作员站中显示接收到的高温烟气管道的温度值、兑冷程度信号等技术参数值,存储相应的趋势值,对系统、设备状态进行集中监控,对各种超限情况发出报警信号,提醒操作员,并生成技术报表或生产日报。
33、进一步,s103中,兑冷管道为兑冷风管。
34、进一步,s104中,工程师站或操作员站为具有数据处理能力的电子设备,包括但不限于服务器、plc或工控机。
35、由于采用了上述技术方案,本发明取得的有益效果是:
36、本发明利用dcs或plc硬件平台,开发出相应的兑冷温度控制模型,实现控制过程无需人员过多参与(只有在特殊或紧急情况下如管道泄漏等,操作人员给予紧急操作控制)的全自动兑冷温度自动控制系统。本发明合理利用了能源,节约煤气等能源,全面的自动化控制减少岗位操作人员和工作量,可使高温循环管路温度处于全自动控制状态,减轻了工人的劳动强度,降低了煤气等能源的消耗,降低生产成本,减少对环境的污染,且延长了高温管道等设备的使用寿命,带来了可观的经济效益和社会效益。
技术特征:1.一种高温循环管路兑冷温度自动控制系统,其特征在于:包括计算机控制系统、与计算机控制系统信息连接的现场控制站(4)、与现场控制站(4)信息连接的兑冷温度控制模型和高温工艺设备;
2.根据权利要求1所述的一种高温循环管路兑冷温度自动控制系统,其特征在于:现场控制站(4)为dcs/plc硬件模块,包括接口模块、cpu、输入模块、输出模块,cpu信息连接接口模块、输入模块、输出模块、兑冷温度控制模型,接口模块还信息连接工业网络设备(3);输入模块信息连接现场执行元件(9)、温度检测装置(10)和管路执行元件(11),输出模块信息连接现场执行元件(9)和管路执行元件(11)。
3.根据权利要求1所述的一种高温循环管路兑冷温度自动控制系统,其特征在于:工业网络设备(3)为工业交换机,操作员站(2)的数量为3~6个。
4.根据权利要求1所述的一种高温循环管路兑冷温度自动控制系统,其特征在于:温度检测装置(10)为k型热电偶,现场执行元件(9)为电动调节阀。
5.根据权利要求1所述的一种高温循环管路兑冷温度自动控制系统,其特征在于:兑冷温度控制模型的处理过程为
6.一种高温循环管路兑冷温度自动控制方法,利用了权利要求1-5任一项所述的系统,其特征在于包括如下步骤:
7.根据权利要求6所述的一种高温循环管路兑冷温度自动控制方法,其特征在于:s103中,兑冷管道(7)为兑冷风管。
8.根据权利要求6所述的一种高温循环管路兑冷温度自动控制方法,其特征在于:s104中,工程师站(1)或操作员站(2)为具有数据处理能力的电子设备,包括但不限于服务器、plc或工控机。
技术总结本发明涉及一种高温循环管路兑冷温度自动控制系统及控制方法,包括计算机控制系统、与计算机控制系统信息连接的现场控制站、与现场控制站信息连接的兑冷温度控制模型和高温工艺设备。本发明利用DCS/PLC硬件平台,在钒成品工艺生产过程中利用高温循环管路兑冷温度自动控制系统实现对高温管道恒温预设值的自动控制,由回转窑产生的高温烟气,避免管壁金属氧化损耗并产生安全隐患,节能环保,减少能源浪费,带来了可观的经济和社会效益。所以对整个高温循环管路进行有效的恒定温度控制具有重要意义。技术研发人员:姜海罡,谢明杨,孙泽龙,姜心月,康致铨,王慧佳,王玉琢,顾立伟受保护的技术使用者:河钢股份有限公司承德分公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/327916.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。