一种超细纤维非织造材料及其制备方法和应用
- 国知局
- 2024-11-18 18:25:49
本发明涉及非织造材料制备,尤其涉及一种超细纤维非织造材料及其制备方法和应用。
背景技术:
1、非织造材料因其出色的性能和广泛的应用领域而备受重视,尤其是在过滤、医疗保护、服装和清洁产品等行业。在这些应用中,超细纤维非织造材料因其高表面积和特殊的物理结构而展现出优异的性能,如高过滤效率、良好的液体吸收性和优越的皮肤友好性。
2、然而,虽然现有技术能够生产超细纤维,但在纤维的细度和均匀性控制方面仍存在不足,这直接影响了最终产品的性能和应用范围。且在某些超细纤维的生产过程中,如海岛型,需要通过化学开纤才能得到超细纤维,使用的溶剂或化学品可能对环境造成负担;桔瓣型纤维的高压水刺开纤过程能耗较高。鉴于上述问题,开发一种新的、环保、高效的超细纤维非织造材料的制备方法,简化制备流程,减少能耗,并且能够在不使用有害化学物质的情况下有效控制纤维的细度和均匀性,具有十分重要的意义。
技术实现思路
1、本发明的目的在于克服现有技术中存在的问题,提供一种超细纤维非织造材料及其制备方法和应用。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种超细纤维非织造材料的制备方法,包含下列步骤:
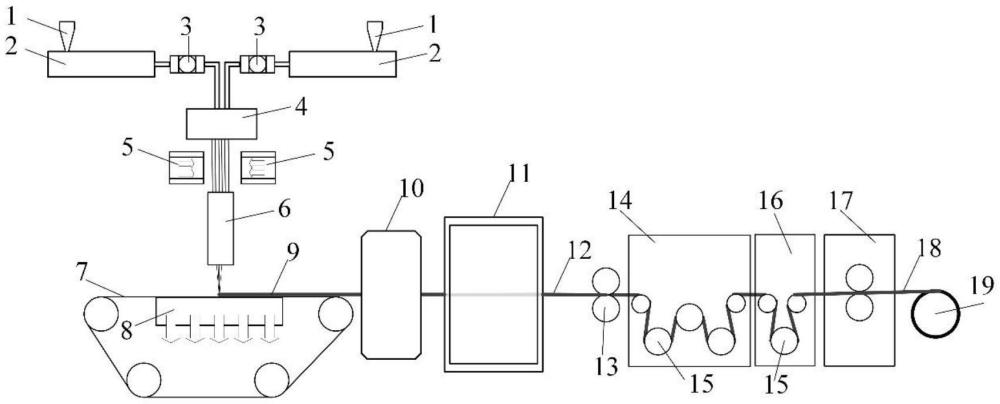
4、(1)将水溶性热塑性聚合物和非水溶性热塑性聚合物独立地进行熔融,得到水溶性热塑性聚合物的熔体和非水溶性热塑性聚合物的熔体;将水溶性热塑性聚合物的熔体和非水溶性热塑性聚合物的熔体进行复合纺丝,得到双组分原生丝熔体;
5、(2)将双组分原生丝熔体顺次进行冷却和牵伸,牵伸结束后铺制得到初始纤维网;
6、(3)将初始纤维网进行铺网,得到处理后的纤维网;
7、(4)将处理后的纤维网进行加固,得到非织造材料;
8、(5)将非织造材料进行水浴开纤处理,得到所述的超细纤维非织造材料。
9、作为优选,步骤(1)所述水溶性热塑性聚合物包括改性聚乙烯醇类化合物和改性聚酯类化合物中的一种或几种;
10、所述非水溶性热塑性聚合物包括聚对苯二甲酸乙二醇酯类化合物、聚酰胺类化合物、聚丙烯类化合物、聚乳酸类化合物和聚苯乙烯类化合物中的一种或几种;
11、水溶性热塑性聚合物和非水溶性热塑性聚合物在水中的溶解度差值≥0.5;
12、水溶性热塑性聚合物的熔体和非水溶性热塑性聚合物的熔体的体积比为3~7:7~3。
13、作为优选,步骤(2)所述冷却的风温为15~28℃,冷却的风速为0.2~1m/s,冷却的相对湿度为10~30%;
14、步骤(2)所述牵伸的装置为管式牵伸装置或狭缝牵伸装置,牵伸的牵伸风压力为0.1~1mpa,牵伸的温度为10~30℃,牵伸的相对湿度为0~10%。
15、作为优选,步骤(2)所述初始纤维网的截面形状为桔瓣型、中空桔瓣型、定岛型、不定岛型、岛中岛型或桔瓣-海岛型;所述纤维网的面密度为50~150g/m2。
16、作为优选,步骤(3)所述铺网的方式为平行铺网和/或交叉铺网。
17、作为优选,步骤(3)所述处理后的纤维网的面密度为100~1000g/m2。
18、作为优选,步骤(4)所述加固的方式为针刺和/或水刺;所述针刺的深度为4~10mm,针刺的频率为400~1200p/cm2;所述水刺的压力为5~20mpa。
19、作为优选,步骤(5)所述水溶开纤处理的温度为40~100℃,水溶开纤处理的时间为10~120min;
20、步骤(5)所述超细纤维非织造材料的面密度为50~800g/m2。
21、本发明还提供了所述的超细纤维非织造材料的制备方法制备得到的超细纤维非织造材料。
22、本发明还提供了所述超细纤维非织造材料在一次性卫生用品、医用防护用品、过滤材料或超纤革制品领域中的应用。
23、本发明的有益效果是:
24、本发明提供了一种超细纤维非织造材料的制备方法,包含下列步骤:将水溶性热塑性聚合物和非水溶性热塑性聚合物独立地进行熔融,得到各自的熔体;将熔体进行复合纺丝,得到双组分原生丝熔体;将双组分原生丝熔体顺次进行冷却和牵伸,牵伸结束后铺制得到初始纤维网;将初始纤维网进行铺网,得到处理后的纤维网;将处理后的纤维网进行加固,得到非织造材料;将非织造材料进行水溶开纤处理,得到超细纤维非织造材料。其中,两聚合物中一种组分为水溶性热塑性聚合物,另一组分为非水溶性热塑性聚合物,后续通过水浴加热即可溶解掉水溶性聚合物组分,得到非水溶性聚合物组分超细纤维,避免了有机溶剂的使用,环保、高效,能够在不使用有害溶剂的情况下制备超细纤维非织造材料,显著降低了生产超细纤维材料的环境影响。此外,本发明还简化了生产流程,降低了能耗和成本。本发明通过整合环保材料和先进的生产技术,不仅提高了超细纤维非织造材料的性能,如透气性、吸湿性和过滤效率,还显著降低了生产过程中的能耗和废物排放,符合绿色生产和可持续发展的需求,制备的超细纤维非织造材料可用于一次性卫生用品、医用防护用品、过滤材料或超纤革制品等领域。
技术特征:1.一种超细纤维非织造材料的制备方法,其特征在于,包含下列步骤:
2.如权利要求1所述的超细纤维非织造材料的制备方法,其特征在于,步骤(1)所述水溶性热塑性聚合物包括改性聚乙烯醇类化合物和改性聚酯类化合物中的一种或几种;
3.如权利要求1或2所述的超细纤维非织造材料的制备方法,其特征在于,步骤(2)所述冷却的风温为15~28℃,冷却的风速为0.2~1m/s,冷却的相对湿度为10~30%;
4.如权利要求3所述的超细纤维非织造材料的制备方法,其特征在于,步骤(2)所述初始纤维网的截面形状为桔瓣型、中空桔瓣型、定岛型、不定岛型、岛中岛型或桔瓣-海岛型;所述初始纤维网的面密度为50~150g/m2。
5.如权利要求4所述的超细纤维非织造材料的制备方法,其特征在于,步骤(3)所述铺网的方式为平行铺网和/或交叉铺网。
6.如权利要求5所述的超细纤维非织造材料的制备方法,其特征在于,步骤(3)所述处理后的纤维网的面密度为100~1000g/m2。
7.如权利要求6所述的超细纤维非织造材料的制备方法,其特征在于,步骤(4)所述加固的方式为针刺和/或水刺;所述针刺的深度为4~10mm,针刺的频率为400~1200p/cm2;所述水刺的压力为5~20mpa。
8.如权利要求7所述的超细纤维非织造材料的制备方法,其特征在于,步骤(5)所述水溶开纤处理的温度为40~100℃,水溶开纤处理的时间为10~120min;
9.权利要求1~8任意一项所述的超细纤维非织造材料的制备方法制备得到的超细纤维非织造材料。
10.权利要求9所述超细纤维非织造材料在一次性卫生用品、医用防护用品、过滤材料或超纤革制品领域中的应用。
技术总结本发明属于非织造材料制备技术领域,提供了一种超细纤维非织造材料及其制备方法和应用。该方法包含下列步骤:将水溶性热塑性聚合物和非水溶性热塑性聚合物独立地进行熔融,将两种熔体进行复合纺丝,得到双组分原生丝熔体;将双组分原生丝熔体顺次进行冷却和牵伸,牵伸结束后铺制得到初始纤维网;将初始纤维网顺次进行铺网和加固,得到非织造材料;将非织造材料进行水溶开纤处理,得到超细纤维非织造材料。本发明不仅提高了超细纤维非织造材料的性能,如透气性、吸湿性和过滤效率,还显著降低了生产过程中的能耗和废物排放,制备的超细纤维非织造材料可用于一次性卫生用品、医用防护用品、过滤材料或超纤革制品等领域。技术研发人员:钱晓明,朵永超受保护的技术使用者:天津工业大学技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328707.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表