一种用于抽水蓄能引水压力管的焊接系统及方法与流程
- 国知局
- 2024-11-19 10:00:34
本发明属于焊接设备,特别涉及一种用于抽水蓄能引水压力管的焊接系统及方法。
背景技术:
1、水力发电提供的是一种无污染的可再生能源,它是人类对自然能量的合理汲取,实现了工业进步和环境保护的有机结合。抽水蓄能电站引水压力钢管的管径通常能达到3~10m,厚度20~60mm,目前多采用相对成熟的多层多道的手工焊接工艺,但对焊工的技能水平要求极高,特别是近年随着抽水蓄能电站水头的提高和机组参数的增大,引水压力钢管高强钢用量呈逐年上升趋势,对焊接技术及接头性能带来更大的挑战。
2、引水压力钢管目前主要采用人工焊接作业,整体而言,现阶段水电站涉及到的焊接方法科技贡献率不高,拓展自动化、智能化技术为水电站转型升级赋能变得迫在眉睫。
技术实现思路
1、本发明的目的在于提供一种用于抽水蓄能引水压力管的焊接系统及方法,以克服现有技术对引水压力钢管焊接采用人工焊接周期长和运行可靠性差的问题,本发明用于实现大口径引水压力钢管的集成化、自动化和智能化的焊接作业,以提高大型钢管焊接的效率及质量。
2、为实现上述目的,本发明采用的技术方案如下:
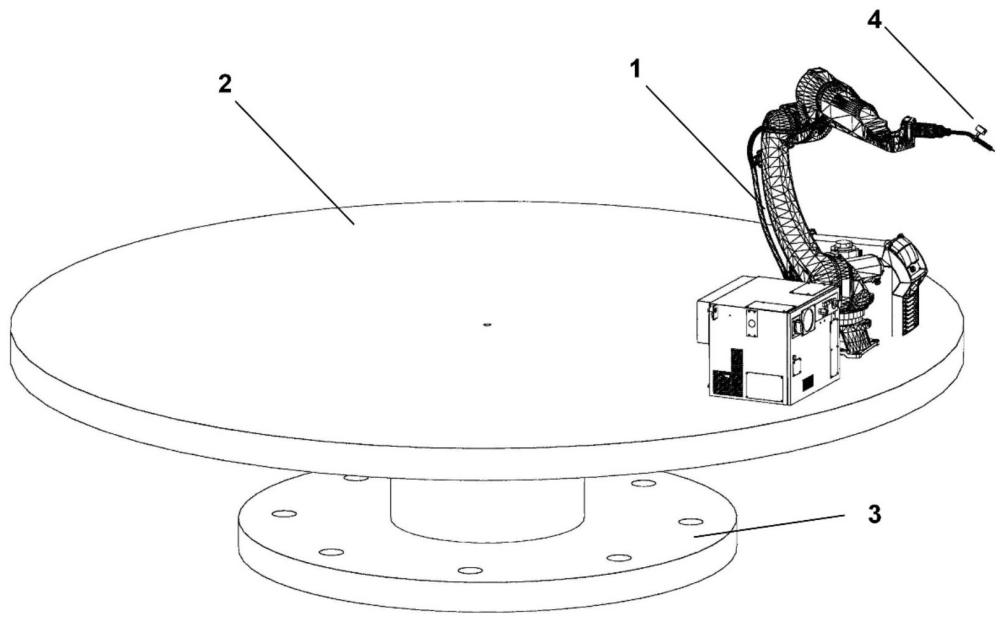
3、本发明第一方面,提供一种用于抽水蓄能引水压力管的焊接系统,包括焊接子系统、回转平台、回转平台升降装置和视觉定位系统,回转平台升降装置固定于待焊接抽水蓄能引水压力管内,回转平台固定于回转平台升降装置上,回转平台上固定有焊接子系统,焊接子系统包括机械臂及设置于机械臂上的焊枪;视觉定位系统安装于焊接子系统上,能够跟随焊接子系统上的焊枪一起移动,视觉定位系统用于获取待焊接抽水蓄能引水压力管上待焊接部位的图像信息。
4、优选的,还包括用于控制焊枪的焊枪控制柜和焊接电源,焊枪控制柜和焊接电源均固定于回转平台上,焊枪控制柜和焊接电源位于焊接子系统的一侧。
5、优选的,机械臂底部设置转动台,机械臂固定于转动台上。
6、优选的,机械臂的端部通过连接法兰固定安装焊枪。
7、优选的,所述的回转平台升降装置通过固定底座固定于地面上,固定底座与地面采用螺栓固定。
8、优选的,机械臂具体采用六轴机械臂结构,包括通过多个关节机电组连接的机械轴,机械轴与关节机电组之间通过连接法兰连接,末端连接法兰用于与回转平台转动连接,前端法兰用于与固定焊枪的主轴连接。
9、本发明第二方面,一种基于上述焊接系统的抽水蓄能引水压力管焊接方法,包括以下步骤:
10、采集待焊接抽水蓄能引水压力管的焊缝图像,分别获取焊缝位置、焊缝的起点和终点位置;
11、基于所述焊缝位置,调整标定焊接子系统、回转平台或回转平台升降装置,根据待焊接抽水蓄能引水压力管规格参数调整焊枪的焊接参数;
12、基于所述焊缝的起点位置和终点位置,控制所述焊枪执行预设的焊接程序。
13、优选的,采集待焊接抽水蓄能引水压力管的焊缝图像前,将待焊接抽水蓄能引水压力管吊装至焊接区域,根据待焊接抽水蓄能引水压力管规格选取相应的焊接子系统、回转平台和回转平台升降装置,并进行装配组对;对焊缝进行定位后,基于所述焊缝位置,调整标定焊接子系统、回转平台或回转平台升降装置。
14、优选的,利用视觉定位系统对焊缝进行定位,采集待焊接抽水蓄能引水压力管的焊缝图像,具体包括以下步骤:
15、通过预先扫描引水压力钢管的坡口,获取焊缝区域的深度图像;
16、通过焊缝边缘轮廓提取方法,对获取的焊缝区域的深度图像进行轮廓特征提取,得到焊缝边缘轮廓信息;
17、采用预设的最小外接矩形算法对获取的焊缝边缘轮廓信息进行最小区域搜索,获得最小包裹矩形;
18、根据所述最小包裹矩形的角点坐标,确定焊接定位机器人进行焊接的焊缝的起点位置和终止位置。
19、优选的,所述通过焊缝边缘轮廓提取方法,对获取的焊缝区域的深度图像进行轮廓特征提取,具体包括以下步骤:
20、采用预设的形态学对所述深度图像进行开运算,以调整深度图像的灰度值得到增强图像;采用预设的均值滤波算法对所述增强图像进行噪声抑制,得到去噪后的焊缝边缘轮廓信息;
21、采用预设的二进制阈值分割算法,对所述去噪后的焊缝边缘轮廓信息进行像素级别分割,得到增强后的特征区域图像;
22、基于所述特征区域图像,采用预设的canny边缘检测算法提取焊缝边缘特征,得到特征分离图像。
23、优选的,所述采用预设的最小外接矩形算法对获取的焊缝边缘轮廓信息进行最小区域搜索,获得最小包裹矩形,具体包括以下步骤:
24、采用预设的最小外接矩形算法对所述焊缝边缘轮廓信息进行最小区域搜索,确定最小包裹多边形;
25、基于所述最小包裹多边形,遍历所有相邻的点,采用预设的最小外接矩形算法确定面积最小的包裹矩形。
26、本发明第三方面,一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述抽水蓄能引水压力管焊接方法的步骤。
27、本发明第四方面,一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述抽水蓄能引水压力管焊接方法的步骤。
28、与现有技术相比,本发明具有以下有益的技术效果:
29、本发明一种用于抽水蓄能引水压力管的焊接系统,包括焊接子系统、回转平台、回转平台升降装置和视觉定位系统,回转平台升降装置固定于待焊接抽水蓄能引水压力管内,回转平台固定于回转平台升降装置上,回转平台上固定有焊接子系统,焊接子系统包括机械臂及设置于机械臂上的焊枪;视觉定位系统安装于焊接子系统上,能够跟随焊接子系统上的焊枪一起移动,通过将焊接系统与回转平台相结合,极大扩大了机器人运动范围和焊接可达性,特别适用于引水压力钢管内壁焊接场合,与采用移动导轨和龙门架组合方式实现焊接可达性相比,极大降低了装置制造成本。针对同一规格引水压力钢管的焊接,在引水压力钢管组对完成后即可立即开始焊接作业,减少了现有采用焊接小车进行焊接前铺设轨道所花费的大量时间;即使是针对不同口径的引水压力钢管,仅需要通过更换相应尺寸回转平台,就可以实现不同口径引水压力钢管的焊接。
30、本发明抽水蓄能引水压力管焊接方法,通过视觉定位系统扫描焊接坡口,获取焊接轨迹坐标,然后协同焊枪进行焊接,在获取准确的焊接特征点坐标后利用焊枪进行自动焊接,大大提高了焊接精度及稳定性,降低了工人的劳动强度。
技术特征:1.一种用于抽水蓄能引水压力管的焊接系统,其特征在于,包括焊接子系统(1)、回转平台(2)、回转平台升降装置(3)和视觉定位系统(4),回转平台升降装置(3)固定于待焊接抽水蓄能引水压力管内,回转平台(2)固定于回转平台升降装置(3)上,回转平台(2)上固定有焊接子系统(1),焊接子系统(1)包括机械臂(11)及设置于机械臂(11)上的焊枪(14);视觉定位系统(4)安装于焊接子系统(1)上,能够跟随焊接子系统(1)上的焊枪(14)一起移动,视觉定位系统(4)用于获取待焊接抽水蓄能引水压力管上待焊接部位的图像信息。
2.根据权利要求1所述的一种用于抽水蓄能引水压力管的焊接系统,其特征在于,还包括用于控制焊枪(14)的焊枪控制柜(12)和焊接电源(13),焊枪控制柜(12)和焊接电源(13)均固定于回转平台(2)上,焊枪控制柜(12)和焊接电源(13)位于焊接子系统(1)的一侧。
3.根据权利要求1所述的一种用于抽水蓄能引水压力管的焊接系统,其特征在于,机械臂(11)底部设置转动台,机械臂(11)固定于转动台上。
4.根据权利要求1所述的一种用于抽水蓄能引水压力管的焊接系统,其特征在于,机械臂(11)具体采用六轴机械臂结构,包括通过多个关节机电组连接的机械轴,机械轴与关节机电组之间通过连接法兰连接,末端连接法兰用于与回转平台(2)转动连接,前端法兰用于与固定焊枪(14)的主轴连接。
5.一种基于权利要求1-4任一项所述焊接系统的抽水蓄能引水压力管焊接方法,其特征在于,包括以下步骤:
6.根据权利要求5所述抽水蓄能引水压力管焊接方法,其特征在于,利用视觉定位系统对焊缝进行定位,采集待焊接抽水蓄能引水压力管的焊缝图像,具体包括以下步骤:
7.根据权利要求6所述抽水蓄能引水压力管焊接方法,其特征在于,所述通过焊缝边缘轮廓提取方法,对获取的焊缝区域的深度图像进行轮廓特征提取,具体包括以下步骤:
8.根据权利要求6所述抽水蓄能引水压力管焊接方法,其特征在于,所述采用预设的最小外接矩形算法对获取的焊缝边缘轮廓信息进行最小区域搜索,获得最小包裹矩形,具体包括以下步骤:
9.一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求5至8任一项所述抽水蓄能引水压力管焊接方法的步骤。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求5至8任一项所述抽水蓄能引水压力管焊接方法的步骤。
技术总结本发明公开了一种用于抽水蓄能引水压力管的焊接系统及方法,属于焊接设备技术领域,包括焊接子系统、回转平台、回转平台升降装置和视觉定位系统,通过将焊接系统与回转平台相结合,极大扩大了机器人运动范围和焊接可达性,特别适用于引水压力钢管内壁焊接场合,与采用移动导轨和龙门架组合方式实现焊接可达性相比,极大降低了装置制造成本,针对同一规格引水压力钢管的焊接,在引水压力钢管组对完成后即可立即开始焊接作业,减少了现有采用焊接小车进行焊接前铺设轨道所花费的大量时间;即使是针对不同口径的引水压力钢管,仅需要通过更换相应尺寸回转平台,就可以实现不同口径引水压力钢管的焊接。技术研发人员:乔亚霞,彭杏娜,张浩,孙绍恒,赵翰学,杜宝帅受保护的技术使用者:中国电力科学研究院有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/331089.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表