基于多元信息融合的旋转摩擦焊接头质量监测系统及方法
- 国知局
- 2024-11-21 11:42:55
本发明涉及旋转摩擦焊接,具体地,涉及基于多元信息融合的旋转摩擦焊接头质量监测系统及方法。
背景技术:
1、旋转摩擦焊作为一种高效、环保的精密固相连接技术,具有焊接质量高、工艺灵活性强等优点,在造船、航空航天、汽车、建筑、铁路等工业领域获得了广泛应用。然而,在旋转摩擦焊接过程中,常常会出现由于焊接设备磨损、焊接材料异常、环境变化等因素引起的接头质量不合格,不利于大批量自动化生产。
2、近年来,随着旋转摩擦焊接技术的发展,越来越多零部件的焊接制造采用旋转摩擦焊接的方式。许多应用领域都对旋转摩擦焊的接头质量有着很高的要求,在军工领域,甚至要求对接头进行百分百检测。目前对于旋转摩擦焊接的接头质量检测都是在焊接完成之后,并且主要通过磁粉探伤、超声波探伤、渗透检验、破坏性检验等方法进行,这样的方式不仅耗费人力、检测效率低下、易受到人为因素的影响,而且在焊接过程中如因设备、材料出现异常无法进行高质量焊接时,往往无法及时停止当前批次的焊接,而在当前批次焊接完成后再进行检测已经于事无补,极大地浪费了材料与资金。而随着机器视觉技术的高速发展,利用其非接触、高精度、实时检测等特点,再结合多种物理信号,让对焊接过程的全过程实时监测有了突破的可能。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种基于多元信息融合的旋转摩擦焊接头质量监测系统及方法。
2、根据本发明提供的一种基于多元信息融合的旋转摩擦焊接头质量监测系统,包括:
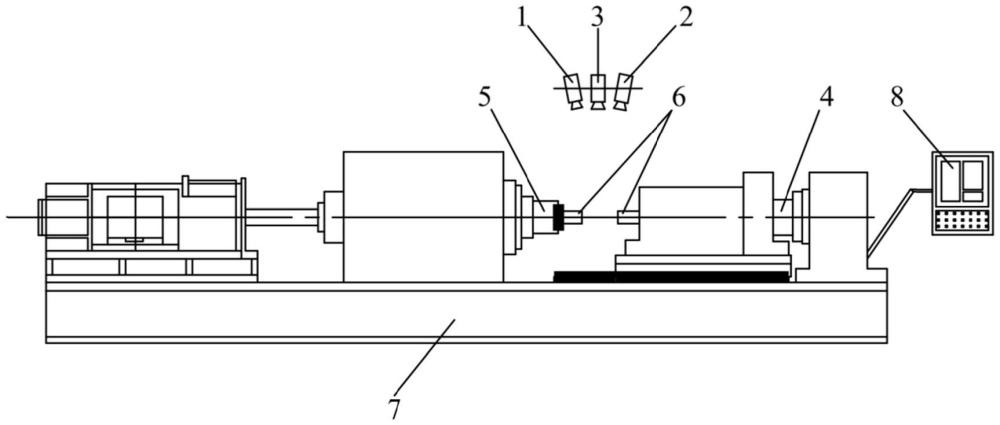
3、视觉信号采集模块,用于采集旋转摩擦焊接过程焊缝处的视觉信息,并将采集到的数据通过数据传输模块发送至视觉信号分析处理模块;
4、物理信号采集模块,用于实时采集旋转摩擦焊接过程中焊缝以及主轴上的物理信号,并将采集到的数据通过数据传输模块发送至物理信号分析处理模块;
5、视觉信号分析处理模块,用于根据视觉信号采集模块采集的视觉信号,识别并量化旋转摩擦焊接焊缝处的几何特征及动态特征,并将量化数据传输至质量预测模块;
6、物理信号分析处理模块,用于根据物理信号采集模块采集的物理信号进行包括插值、离散化与异常值剔除处理,并将处理后的物理信号传输至质量预测模块;
7、质量预测模块,用于利用lstm神经网络对当前接头质量进行实时评估,输出接头质量的预测结果;
8、决策模块,用于判断接头质量的预测结果是否满足焊接要求,若是,则输出接头质量的预测结果;若否,则警告当前焊接件焊接异常。
9、优选地,所述数据传输模块将采集到的物理信号进行ad转换后传输至所述物理信号分析处理模块。
10、优选地,所述视觉信号采集模块包括:
11、摄像头单元,用于采集正在焊接的焊缝处的外观形态图像;
12、图像缓存单元,用于存储摄像头单元采集到的外观形态图像;
13、图像缓存控制单元,用于判断摄像头单元采集到的外观形态图像是否需要存入图像缓存单元,当图像采集速度快于图像分析处理速度时,将当前时刻摄像头单元采集到的无法立即分析处理的图像放入图像缓存单元中,等待图像分析处理完成后再调用图像缓存单元中存储的图像并进行分析处理。
14、优选地,所述摄像头单元包括第一面阵相机和第二面阵相机;
15、所述第一面阵相机和第二面阵相机按照双目视觉模型与三角测距原理照射于焊缝处。
16、优选地,所述物理信号采集模块包括:
17、位移信号采集单元,用于采集主轴位移信号;
18、压力信号采集单元,用于采集主轴压力信号;
19、转速信号采集单元,用于采集主轴转速信号;
20、温度信号采集单元,用于采集焊缝温度信号。
21、优选地,所述视觉信号分析处理模块包括:
22、图像预处理单元,用于对采集到的外观形态图像进行包括去噪、增强处理,并基于处理后的外观形态图像提取图像中感兴趣区域;
23、特征量化单元,用于将提取出的感兴趣区域进行物理特征信息的量化,包括焊缝的宽度与高度、焊缝的水平与竖直对称程度、焊缝飞边的生长速度以及焊接工件的对中程度。
24、优选地,所述视觉信号分析处理模块还包括:
25、根据采集的视觉信号实时计算旋转摩擦焊接工件的对中性,判断每次焊接是否正常;若焊接工件对中正常,则开始焊接;若焊接工件对中异常,则立即中断焊接流程,并报警提示焊接工件对中异常。
26、优选地,所述物理信号分析处理模块包括:
27、异常数据剔除单元,用于剔除采集到的物理信号中的异常数据;
28、信号插值与离散单元,用于将异常数据处理后的物理信号根据预设要求进行离散化处理,得到剔除掉异常并与视觉信号在时间轴上对齐的数据。
29、优选地,所述质量预测模块包括:将物理特征信息以及与量化后的视觉信号在时间轴上对齐的数据输入训练后的lstm神经网络中,对当前接头质量进行实时评估,输出接头质量的预测结果;
30、所述接头质量的预测结果包括:接头抗拉强度以及接头抗扭强度。
31、根据本发明提供的一种基于多元信息融合的旋转摩擦焊接头质量监测方法,包括:
32、步骤s1:利用视觉信号采集模块采集旋转摩擦焊接过程焊缝处的视觉信息,并将采集到的数据通过数据传输模块发送至视觉信号分析处理模块;
33、步骤s2:利用物理信号采集模块实时采集旋转摩擦焊接过程中焊缝以及主轴上的物理信号,并将采集到的数据通过数据传输模块发送至物理信号分析处理模块;
34、步骤s3:利用视觉信号分析处理模块根据视觉信号采集模块采集的视觉信号,识别并量化旋转摩擦焊接焊缝处的几何特征及动态特征,并将量化数据传输至质量预测模块;
35、步骤s4:利用物理信号分析处理模块根据采集的物理信号进行包括插值、离散化与异常值剔除,并将处理后的物理信号传输至质量预测模块;
36、步骤s5:利用质量预测模块通过lstm神经网络对当前接头质量进行实时评估,输出接头质量的预测结果;
37、步骤s6:利用决策模块判断接头质量的预测结果是否满足焊接要求,若是,则输出接头质量的预测结果;若否,则警告当前焊接件焊接异常。
38、与现有技术相比,本发明具有如下的有益效果:
39、1、本发明基于机器视觉提取焊缝视觉信息,并通过物理信号采集模块采集焊接过程物理信息,利用lstm神经网络实现了多源信息融合的旋转摩擦焊接头抗拉强度、抗扭强度的准确预测,填补了旋转摩擦焊接头质量在线智能监测的技术空白。
40、2、本发明通过质量预测模块对接头进行在线质量预测,利用决策模块对接头进行质量合格判断,促进焊后质量检验向实时质量监测的模式转变,可有效减少人力成本和资源的浪费,大幅提高生产效率。
41、3、本发明在旋转摩擦焊接过程中实时跟踪焊缝的形态变化并提取相关的几何特征信息,同时采集焊接过程中产生的物理信号,通过多种信号融合分析,实现对焊接接头的质量预测与异常标记。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332543.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表