一种船舶铣拼焊一体装置及板材焊接方法与流程
- 国知局
- 2024-11-21 11:42:11
本发明涉及船舶与海洋工程建造,具体涉及一种船舶高精度铣拼焊一体装置及板材焊接方法。
背景技术:
1、船舶焊接技术是现代造船模式中的关键技术之一。先进的船舶高效焊接技术,在提高船舶建造效率,降低船舶建造成本,提高船舶建造质量等方面具有重要的作用,也是企业提高经济效益的有效途径。
2、目前,国内船厂薄板拼焊基本采用co2气体保护焊机和晶闸管式埋弧焊机进行焊接,其焊接效率低、变形大、焊接质量不稳定,对焊工要求高;包括切割、点固焊、施焊过程等很难对薄板拼焊质量予以保证。
3、激光焊接应用时间并不长,但由于其焊接功率密度高、熔宽较大,焊速快、变形小,得到了广泛的研发应用;激光复合焊接可以利用激光束作用于熔池底部,提高熔深,增加焊接稳定性,配合mag焊可实现高效的单面焊双面成型焊接。
技术实现思路
1、为解决上述技术问题,本发明提供一种船舶高精度铣拼焊一体装置及板材焊接方法,解决薄板焊接质量不稳定,人工焊接耗时耗力等问题,实现稳定的铣拼焊作业,提升焊接质量。
2、本发明的目的是通过以下技术方案实现的,一种船舶铣拼焊一体装置,包括:
3、焊接装置,包括复合焊枪头和焊接小车,复合焊枪头设置在焊接小车上。
4、铣刀装置,包括铣刀盘和铣刀盘小车,铣刀盘设置在铣刀盘小车上。
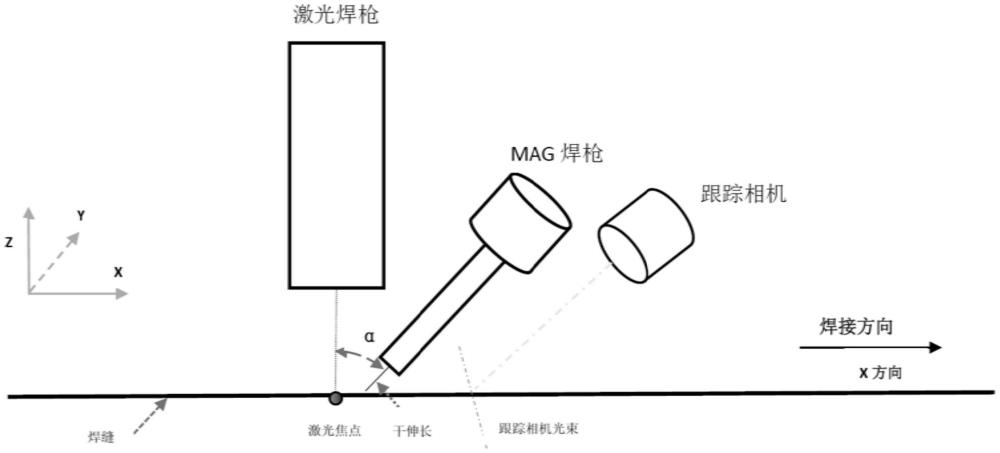
5、优选的,复合焊枪头包括激光焊枪头和mag焊枪头。
6、优选的,激光焊枪头具备x、y、z三方向主轴,mag焊枪头作用位置可控,具备x'、y'、z'及焊缝方向角度调整机构。
7、优选的,mag焊枪头设置在激光焊枪头之前,mag焊枪头与激光焊枪头之间的光丝间距通过x'轴进行设置调整。
8、优选的,复合焊枪头还设置有跟踪系统。
9、优选的,铣刀盘小车上设置有升降机构,可带动铣刀盘上下移动。
10、优选的,铣刀盘厚度大于薄板焊接板厚范围,铣刀盘设置有多个切割刀片,铣刀盘上方刀片安装角度为5°。
11、本发明除了提供一种船舶铣拼焊一体装置外,还进一步提供一种使用上述船舶铣拼焊一体装置进行船舶板材焊接的方法,具体步骤如下:
12、步骤1、将待焊接的两块板材放置于压紧合拢平台,采用铣刀装置对需焊接板材两侧进行铣边;
13、步骤2、通过压紧合拢平台将板材固定,压紧合拢平台一侧为固定端,另一侧为移动端,将焊接装设置在固定端压紧合拢平台上方,并将移动端向固定端合拢,将铣边后的板材合拢;
14、步骤3、控制焊接装置对合拢后的板材进行焊接。
15、优选的,步骤1中,采用铣刀装置,从待焊接板材下方两侧进行铣边。
16、优选的,步骤3中,复合焊接整条焊缝前,在焊缝尾端进行定长距离的单激光熔焊。
17、与现有技术相比,本发明具备以下优点:
18、本发明提供的提供一种船舶高精度铣拼焊一体装置及板材焊接方法,该装置用于焊接板材厚度范围≥4mm的板材。该装置焊接头采用激光焊+mag焊复合焊枪头模式,焊接形式为mag焊枪头在前,激光焊在后;其中复合焊枪头安装在焊接小车上,激光焊具备x、y、z三方向主轴,除激光焊枪各轴外,还可控制mag焊枪作用位置,mag焊枪具备x'、y'、z'及焊缝方向角度α调整机构,但仅可控制mag焊枪头本体位置;复合焊枪头装有跟踪系统,用于焊缝寻位及焊接实时跟踪;本发明在焊前通过直径固定的铣刀盘同时对需焊接的板材两侧进行铣边,如此可保证铣边后拼板间隙≤0.2mm,同时拼板后上表面会形成角度为10°,深度为2mm的坡口,铣边后自动合拢板材,该铣边及合拢效果为激光复合焊的稳定焊接奠定基础;本发明提供的铣拼焊一体装置及板材焊接方法可实现高速稳定的焊接效果,提高作业效率和焊接质量。
技术特征:1.一种船舶铣拼焊一体装置,其特征在于:所述装置包括:
2.如权利要求1所述的一种船舶铣拼焊一体装置,其特征在于:所述复合焊枪头包括激光焊枪头和mag焊枪头。
3.如权利要求2所述的一种船舶铣拼焊一体装置,其特征在于:所述激光焊枪头具备x、y、z三方向主轴,mag焊枪头作用位置可控,具备x'、y'、z'及焊缝方向角度调整机构。
4.如权利要求3所述的一种船舶铣拼焊一体装置,其特征在于:所述mag焊枪头设置在激光焊枪头之前,mag焊枪头与激光焊枪头之间的光丝间距通过x'轴进行设置调整。
5.如权利要求4所述的一种船舶铣拼焊一体装置,其特征在于:所述复合焊枪头还设置有跟踪系统。
6.如权利要求5所述的一种船舶铣拼焊一体装置,其特征在于:所述铣刀盘小车上设置有升降机构,可带动铣刀盘上下移动。
7.如权利要求6所述的一种船舶铣拼焊一体装置,其特征在于:所述铣刀盘厚度大于薄板焊接板厚范围,铣刀盘设置有多个切割刀片,铣刀盘上方刀片安装角度为5°。
8.一种船舶板材焊接方法,其特征在于:采用权利要求1-7任一项所述的船舶铣拼焊一体装置进行船舶板材焊接,具体步骤如下:
9.如权利要求8所述的一种船舶板材焊接方法,其特征在于:所述步骤1中,采用铣刀装置,从待焊接板材下方两侧进行铣边。
10.如权利要求9所述的一种船舶板材焊接方法,其特征在于:所述步骤3中,复合焊接整条焊缝前,在焊缝尾端进行定长距离的单激光熔焊。
技术总结本发明公开了一种船舶高精度铣拼焊一体装置及板材焊接方法,该装置包括:焊接装置,包括复合焊枪头和焊接小车,复合焊枪头设置在焊接小车上。铣刀装置,包括铣刀盘和铣刀盘小车,铣刀盘设置在铣刀盘小车上。本发明在焊前通过直径固定的铣刀盘同时对需焊接的板材两侧进行铣边,如此可保证铣边后拼板间隙≤0.2mm,同时拼板后上表面会形成角度为10°,深度为2mm的坡口,铣边后自动合拢板材,该铣边及合拢效果为激光复合焊的稳定焊接奠定基础;本发明提供的铣拼焊一体装置及板材焊接方法可实现高速稳定的焊接效果,提高作业效率和焊接质量。技术研发人员:沈鹏,甘露,顾胜,姜军,杨帅,芦帅,岑标,何志伟受保护的技术使用者:上海船舶工艺研究所(中国船舶集团有限公司第十一研究所)技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/332472.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表