全自动电池保护板生产设备的制作方法
- 国知局
- 2024-11-21 11:43:58
本发明涉及电池生产,具体地,涉及一种全自动电池保护板生产设备。
背景技术:
1、由于锂电池本身的材料决定了它不能被过充、过放、过流、短路及超高温充放电,因此总会在锂电池上加装一块带采样电阻的保护板,而电池保护板则是常见的对锂电池起保护作用的集成电路板。
2、为了提升生产效率,通常在一块整板上同时对多个电池保护板进行贴片加工,待贴片加工完毕后需要将整板上的多个电池保护板从整板上裁切分离,而后将裁切后的多个电池保护板装载于检测板上进行性能检测,待检测完毕后将合格的电池保护板进行摆盘下料。现如今是采用多个分散的设备分开进行不同的工序,而相邻的设备之间需要人工将半成品进行转移,不仅需要大量的人工成本,生产成本较高,而且生产的连续性差,无法实现电池保护板全流程全自动的生产,生产效率低。
技术实现思路
1、针对现有技术的不足,本申请提供一种全自动电池保护板生产设备。
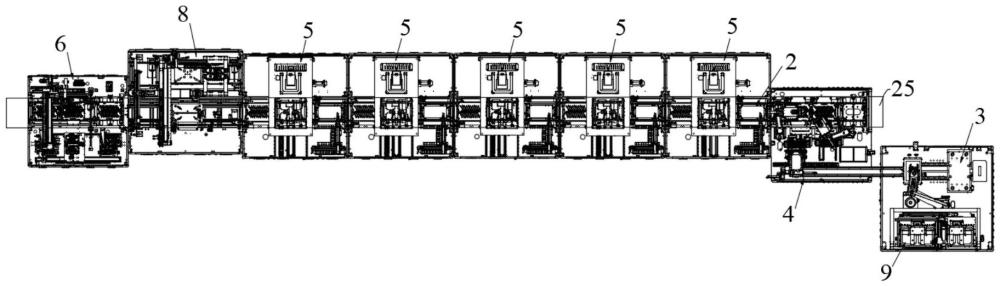
2、本申请公开的一种全自动电池保护板生产设备包括:机架、传送机构、裁切机构、装板机构、检测机构和摆盘下料机构,传送机构设于机架,裁切机构、装板机构、检测机构和摆盘下料机构沿着传送机构的传送方向依次设置;裁切机构裁切电池保护板整板并获得多个电池保护板,装板机构将多个电池保护板装板于检测板内,传送机构传送检测板至检测机构进行检测,并于检测完成后继续传送检测板至摆盘下料机构,摆盘下料机构将检测板内的多个电池保护板摆盘下料至下料盘。
3、优选的,全自动电池保护板生产设备还包括循环传送机构,循环传送机构设于机架,循环传送机构与传送机构首尾相接,使得检测板于传送机构和循环传送机构内进行循环传送。
4、优选的,传送机构包括第一传送件、第二传送件和第三传送件,第一传送件设置于机架,第二传送件和第三传送件相邻设置,且第二传送件和第三传送件均滑动设置于机架;第一传送件与第二传送件或第三传送件并排且形成传送线,检测板于传送线上进行传送并依次经过装板机构、检测机构和摆盘下料机构。
5、优选的,传送机构和检测机构的数量均为多个,多个传送机构并排设置,多个第一传送件与第二传送件或第三传送件并排且形成传送线,每一检测机构分别与一第二传送件和一第三传送件搭配设置;传送状态下,第三传送件位于传送线内,检测板可经第三传送件进行传送;检测状态下,第三传送件带动检测板伸入检测机构内进行检测,第二传送件位于传送线内,其余检测板可经第二传送件进行传送。
6、优选的,全自动电池保护板生产设备还包括复检分选机构,复检分选机构设于机架且位于检测机构和摆盘下料机构之间,复检分选机构接收未通过检测的电池保护板并传送至其中一检测机构进行复检,且将复检不通过的电池保护板取出。
7、优选的,复检分选机构包括第四传送件和第一吸附件,第四传送件靠近于其中一检测机构,第一吸附件活动设置于第四传送件和传送线之间;第一吸附件吸附检测板上未通过检测的电池保护板至第四传送件上的复检板,第四传送件传送复检板至其中一检测机构内,检测机构对复检板上的电池保护板进行复检,并通过第一吸附件取出复检不通过的电池保护板。
8、优选的,全自动电池保护板生产设备其还包括上料机构,上料机构包括承料件、基座件、第一摆动件、第二摆动件、第二吸附件和第一视觉定位件,承料件承载有电池保护板整板,基座件设于机架且位于承料件和裁切机构之间,第一摆动件的一端与基座件转动连接,第一摆动件的另一端与第二摆动件的一端转动连接,第二吸附件设于第二摆动件的另一端,第一视觉定位件的拍摄端作用于承料件;第一摆动件、第二摆动件和吸附件获得第一视觉定位件的拍摄定位信息并于承料件和裁切机构之间活动,将电池保护板整板由承料件移动至裁切机构。
9、优选的,上料机构还包括第二视觉定位件,第二视觉定位件位于承料件和裁切机构之间,且第二视觉定位件的拍摄端作用于第二吸附件上的电池保护板整板。
10、优选的,摆盘下料机构包括下料件、移动件、换向件和第三吸附件,下料件承载有下料盘,移动件于传送线和下料件之间活动设置,换向件设于移动件,第三吸附件转动设于换向件,且第三吸附件具有多个并排设置的吸附头;移动件带动换向件和吸附件于传送线和下料件之间活动,吸附头吸附电池保护板由检测板下料至下料盘,并通过换向件调整电池保护板的下料摆盘方向。
11、优选的,检测机构包括检测件和顶升承托件,顶升承托件设于机架,检测件位于顶升承托件上方,且检测件的测试端面向顶升承托件;检测状态下,第三传送件移动至顶升承托件上方,顶升承托件顶升承托第三传送件上的检测板,使得检测板与第三传送件分离并靠近检测件的测试端,检测件对检测板上的电池保护板进行检测。
12、本申请的有益效果在于:裁切机构对电池保护板整板进行裁切,使得多个电池保护板从整板上裁切分离下来,装板机构将裁切后的多个电池保护板装板于检测板内,传送机构传送检测板依次经过检测机构和摆盘下料机构,检测机构对检测板上的电池保护板进行性能检测,摆盘下料机构将检测合格后的电池保护板从检测板中取出并摆盘下料至下料盘内。如此本申请能实现电池保护板自动化裁切、装板、传送、检测、摆盘和下料,全流程自动化进行,生产连续性高,节省大量人工成本,提升生产效率和产品质量。
技术特征:1.一种全自动电池保护板生产设备,其特征在于,包括:机架(1)、传送机构(2)、裁切机构(3)、装板机构(4)、检测机构(5)和摆盘下料机构(6),所述传送机构(2)设于所述机架(1),所述裁切机构(3)、装板机构(4)、检测机构(5)和摆盘下料机构(6)沿着所述传送机构(2)的传送方向依次设置;所述裁切机构(3)裁切电池保护板整板并获得多个电池保护板,所述装板机构(4)将多个所述电池保护板装板于检测板内,所述传送机构(2)传送所述检测板至所述检测机构(5)进行检测,并于检测完成后继续传送所述检测板至摆盘下料机构(6),所述摆盘下料机构(6)将所述检测板内的多个电池保护板摆盘下料至下料盘。
2.根据权利要求1所述的全自动电池保护板生产设备,其特征在于,其还包括循环传送机构(7),所述循环传送机构(7)设于所述机架(1),所述循环传送机构(7)与所述传送机构(2)首尾相接,使得所述检测板于所述传送机构(2)和所述循环传送机构(7)内进行循环传送。
3.根据权利要求1所述的全自动电池保护板生产设备,其特征在于,所述传送机构(2)包括第一传送件(21)、第二传送件(22)和第三传送件(23),所述第一传送件(21)设置于所述机架(1),所述第二传送件(22)和所述第三传送件(23)相邻设置,且所述第二传送件(22)和所述第三传送件(23)均滑动设置于所述机架(1);所述第一传送件(21)与所述第二传送件(22)或所述第三传送件(23)并排且形成传送线(24),所述检测板于所述传送线(24)上进行传送并依次经过所述装板机构(4)、所述检测机构(5)和所述摆盘下料机构(6)。
4.根据权利要求3所述的全自动电池保护板生产设备,其特征在于,所述传送机构(2)和所述检测机构(5)的数量均为多个,多个所述传送机构(2)并排设置,多个所述第一传送件(21)与所述第二传送件(22)或所述第三传送件(23)并排且形成所述传送线(24),每一所述检测机构(5)分别与一所述第二传送件(22)和一所述第三传送件(23)搭配设置;传送状态下,所述第三传送件(23)位于所述传送线(24)内,所述检测板可经所述第三传送件(23)进行传送;检测状态下,所述第三传送件(23)带动所述检测板伸入所述检测机构(3)内进行检测,所述第二传送件(22)位于所述传送线(24)内,其余所述检测板可经所述第二传送件(22)进行传送。
5.根据权利要求4所述的全自动电池保护板生产设备,其特征在于,其还包括复检分选机构(8),所述复检分选机构(8)设于所述机架(1)且位于所述检测机构(5)和所述摆盘下料机构(6)之间,所述复检分选机构(8)接收未通过检测的电池保护板并传送至其中一所述检测机构(5)进行复检,且将复检不通过的电池保护板取出。
6.根据权利要求5所述的全自动电池保护板生产设备,其特征在于,所述复检分选机构(8)包括第四传送件(81)和第一吸附件(82),所述第四传送件(81)靠近于其中一所述检测机构(5),所述第一吸附件(82)活动设置于所述第四传送件(81)和所述传送线(24)之间;所述第一吸附件(82)吸附所述检测板上未通过检测的电池保护板至所述第四传送件(81)上的复检板,所述第四传送件(81)传送所述复检板至其中一所述检测机构(5)内,所述检测机构(5)对所述复检板上的电池保护板进行复检,并通过所述第一吸附件(82)取出复检不通过的电池保护板。
7.根据权利要求1所述的全自动电池保护板生产设备,其特征在于,其还包括上料机构(9),所述上料机构(9)包括承料件(91)、基座件(92)、第一摆动件(93)、第二摆动件(94)、第二吸附件(95)和第一视觉定位件(96),所述承料件(91)承载有电池保护板整板,所述基座件(92)设于所述机架(1)且位于所述承料件(91)和所述裁切机构(3)之间,所述第一摆动件(93)的一端与所述基座件(92)转动连接,所述第一摆动件(93)的另一端与所述第二摆动件(94)的一端转动连接,所述第二吸附件(95)设于所述第二摆动件(94)的另一端,所述第一视觉定位件(96)的拍摄端作用于所述承料件(91);所述第一摆动件(94)、所述第二摆动件(95)和所述吸附件(96)获得所述第一视觉定位件(96)的拍摄定位信息并于所述承料件(91)和所述裁切机构(3)之间活动,将所述电池保护板整板由所述承料件(91)移动至所述裁切机构(3)。
8.根据权利要求7所述的全自动电池保护板生产设备,其特征在于,所述上料机构(9)还包括第二视觉定位件(97),所述第二视觉定位件(97)位于所述承料件(91)和所述裁切机构(3)之间,且所述第二视觉定位件(97)的拍摄端作用于所述第二吸附件(95)上的电池保护板整板。
9.根据权利要求1所述的全自动电池保护板生产设备,其特征在于,所述摆盘下料机构(6)包括下料件(61)、移动件(62)、换向件(63)和第三吸附件(64),所述下料件(61)承载有下料盘,所述移动件(62)于所述传送线(24)和所述下料件(61)之间活动设置,所述换向件(63)设于所述移动件(62),所述第三吸附件(64)转动设于所述换向件(63),且所述第三吸附件(64)具有多个并排设置的吸附头(641);所述移动件(62)带动所述换向件(63)和所述吸附件(64)于所述传送线(24)和所述下料件(61)之间活动,所述吸附头(641)吸附电池保护板由所述检测板下料至所述下料盘,并通过所述换向件(63)调整所述电池保护板的下料摆盘方向。
10.根据权利要求4所述的全自动电池保护板生产设备,其特征在于,所述检测机构(5)包括检测件(51)和顶升承托件(52),所述顶升承托件(52)设于所述机架(1),所述检测件(51)位于所述顶升承托件(52)上方,且所述检测件(51)的测试端面向所述顶升承托件(52);检测状态下,所述第三传送件(23)移动至所述顶升承托件(52)上方,所述顶升承托件(52)顶升承托所述第三传送件(23)上的检测板,使得所述检测板与所述第三传送件(23)分离并靠近所述检测件(51)的测试端,所述检测件(51)对所述检测板上的电池保护板进行检测。
技术总结本申请提供一种全自动电池保护板生产设备,包括机架、传送机构、裁切机构、装板机构、检测机构和摆盘下料机构,传送机构设于机架,裁切机构、装板机构、检测机构和摆盘下料机构沿着传送机构的传送方向依次设置;裁切机构裁切电池保护板整板并获得多个电池保护板,装板机构将多个电池保护板装板于检测板内,传送机构传送检测板至检测机构进行检测,并于检测完成后继续传送检测板至摆盘下料机构,摆盘下料机构将检测板内的多个电池保护板摆盘下料至下料盘。本申请能实现电池保护板自动化裁切、装板、传送、检测、摆盘和下料,全流程自动化进行,生产连续性高,节省大量人工成本,提升生产效率和产品质量。技术研发人员:陈修绪,杨杨,叶柏宇受保护的技术使用者:惠州市德赛自动化技术有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/332626.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表