一种FPC板及其制作方法与流程
- 国知局
- 2024-11-21 11:56:58
本发明涉及柔性线路板,特别涉及一种fpc板及其制作方法。
背景技术:
1、柔性线路板(f lexib le pr inted ci rcu it简称fpc),是用柔性的绝缘基材制成的印刷电路。柔性电路提供优良的电性能,能满足更小型和更高密度安装的设计需要,也有助于减少组装工序和增强可靠性,可以自由弯曲、卷绕、折叠,可以承受多次动态弯曲而不损坏导线,从而达到元器件装配和导线连接的一体化。柔性线路板可大大缩小电子产品的体积和重量,适用电子产品向高密度、小型化、高可靠方向发展的需要。
2、在fpc板的生产中,通常需要对其局部或整体进行补强处理,即在fpc板上通过补强胶贴上一块刚性的板材,从而增加局部厚度或硬度,以满足fpc板的使用环境以及装机环境。fpc板通常作为电子设备的配件使用,电子设备在工作时会产生热量,如果不及时散热,fpc板会因过热而影响性能,因此fpc板需要具备良好的散热性能,但是补强胶的导热性能较差,导致fpc板的补强位置无法快速散热。现有技术中,通过使用导热胶替代补强胶进行补强板材的粘接,以提高fpc板的散热性能,但是相比于补强胶,导热胶的流动性较大,容易在加热固化时出现溢胶现象,导热胶大量溢出补强板材并且无法控制,导致fpc板质量不合格。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种fpc板,能够通过在基板上涂覆导热胶进行补强板的粘接,以提高成品fpc板的散热性能,并通过在流动性较高的导热胶的外围涂覆流动性较低的补强胶,从而在粘接补强板的同时起到控制导热胶溢胶的作用。
2、本发明还提出了用于制作上述fpc板的制作方法。
3、根据本发明第一方面实施例提出的一种fpc板,包括基板和补强板,所述基板的一侧表面设置有补强区域,所述补强区域包括由内到外依次设置的第一区域和第二区域,所述第二区域包围所述第一区域;所述补强板连接在所述补强区域,所述补强板与所述补强区域的形状相适应,所述补强板与所述第一区域通过导热胶连接,所述补强板与所述第二区域通过补强胶连接。
4、根据本发明上述实施例的fpc板,至少具有如下有益效果:
5、本发明实施例提供的fpc板通过在基板的补强区域的一侧粘接补强板,以增强补强区域的强度,从而满足成品fpc板的使用需要,通过在第一区域涂覆导热胶进行补强板的粘接,以提高成品fpc板的散热性能,并通过在第一区域外围的第二区域涂覆补强胶,利用流动性较低的补强胶包围流动性较高的导热胶,从而在粘接补强板的同时起到控制导热胶溢胶的作用,提高了成品fpc板的质量。
6、根据本发明的一些实施例,所述补强区域还包括第三区域,所述第一区域、所述第二区域和所述第三区域由内到外依次设置,所述第三区域围绕所述第二区域设置,所述第三区域用于防止所述补强胶溢胶。
7、根据本发明的一些实施例,所述第三区域的边缘与所述第二区域的边缘的间距均为a,并满足:0.15mm≤a≤2mm。
8、根据本发明的一些实施例,所述第一区域的面积大于所述第二区域的面积,所述第二区域的面积大于或者等于所述第三区域的面积。
9、根据本发明的一些实施例,所述第一区域的面积为所述补强区域的面积的80%,所述第二区域的面积为所述补强区域的面积的15%,所述第三区域的面积为所述补强区域的面积的5%。
10、根据本发明第二方面实施例提出的一种fpc板的制作方法,包括以下步骤:
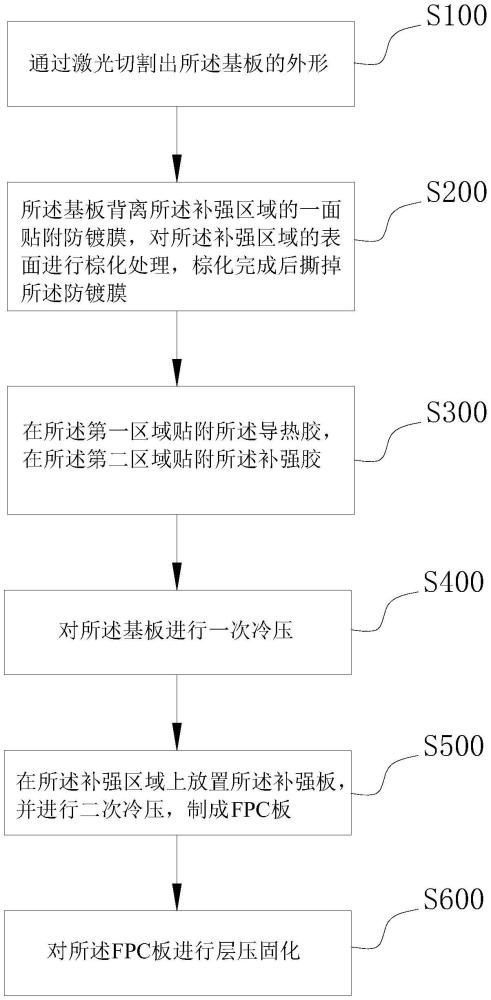
11、步骤s100:通过激光切割出所述基板的外形;
12、步骤s200:所述基板背离所述补强区域的一面贴附防镀膜,对所述补强区域的表面进行棕化处理,棕化完成后撕掉所述防镀膜;
13、步骤s300:在所述第一区域涂覆所述导热胶,在所述第二区域涂覆所述补强胶;
14、步骤s400:对所述基板进行一次冷压;
15、步骤s500:在所述补强区域上放置所述补强板,并进行二次冷压,制成fpc板;
16、步骤s600:对所述fpc板进行层压固化。
17、根据本发明上述实施例的fpc板的制作方法,至少具有如下有益效果:
18、通过本发明实施例提供的fpc板的制作方法所制成的fpc板,通过在基板的补强区域的一侧粘接补强板,以增强补强区域的强度,从而满足成品fpc板的使用需要,通过在第一区域涂覆导热胶进行补强板的粘接,以提高成品fpc板的散热性能,并通过在第一区域外围的第二区域涂覆补强胶,利用流动性较低的补强胶包围流动性较高的导热胶,从而在粘接补强板的同时起到控制导热胶溢胶的作用,提高了成品fpc板的质量。
19、根据本发明的一些实施例,所述步骤s300还包括:涂覆所述补强胶时,在所述补强区域的边缘与所述第二区域的边缘之间预留有所述第三区域,所述第三区域的边缘与所述第二区域的边缘的间距均为a,并满足:0.15mm≤a≤2mm。
20、根据本发明的一些实施例,所述一次冷压控制冷压温度为35℃~40℃,并控制持续时间为10s。
21、根据本发明的一些实施例,所述二次冷压控制温度为35℃~40℃,并控制持续时间为10s。
22、根据本发明的一些实施例,所述层压固化包括以下步骤:
23、步骤s610:将所述fpc板放入真空层压机;
24、步骤s620:控制压力升高至70psi~75psi,控制压力保持时间为5s;控制温度升高至135℃~140℃,控制温度保持时间为5s;控制所述真空层压机保持真空状态;
25、步骤s630:控制压力升高至135psi~140psi,控制压力保持时间为8s;控制温度升高至175℃~180℃,控制温度保持时间为8s;控制所述真空层压机保持真空状态;
26、步骤s640:控制压力升高至245psi~250psi,并控制升压斜率为5,控制压力保持时间为17s;控制温度升高至205℃~210℃,并控制升温斜率为5,控制温度保持时间为17s;控制所述真空层压机保持真空状态;
27、步骤s650:控制压力升高至345psi~350psi,并控制升压斜率为5,控制压力保持时间为23s;控制温度保持205℃~210℃,控制温度保持时间为23s;控制所述真空层压机保持真空状态;
28、步骤s660:控制压力保持345psi~350psi,控制压力保持时间为95s;控制温度降低至200℃~205℃,并控制降温斜率为5,控制温度保持时间为90s;控制所述真空层压机保持真空状态;
29、步骤s670:控制压力降低至200psi~205psi,控制压力保持时间为15s;控制温度降低至130℃~135℃,并控制降温斜率为10,控制温度保持时间为5s;控制所述真空层压机保持非真空状态;
30、步骤s680:控制压力降低至100psi~105psi,控制压力保持时间为20s;控制温度降低至40℃~45℃,并控制降温斜率为10,控制温度保持时间为10s;控制所述真空层压机保持非真空状态;
31、步骤s690:控制压力降低至0psi,控制温度降低至0℃,取出所述fpc板。
32、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20241120/333527.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表