一种提升轮胎NVH的带束鼓成型工艺的制作方法
- 国知局
- 2024-11-21 11:58:07
本发明属于轮胎制造,具体涉及一种提升轮胎nvh的带束鼓成型工艺。
背景技术:
1、轮胎带束鼓成型工艺是轮胎制造过程中的一种重要技术,它涉及轮胎的骨架结构设计、材料选择、工艺流程优化等多个方面;在这一过程中,通过对轮胎带束(即轮胎的骨架)进行特定的排列和固定,再将其置于鼓成型机中,利用机器的力量和温度将轮胎的骨架拉伸并塑造出轮胎的形状。
2、nvh是噪声(noise)、振动(vibration)和粗糙度(harshness)的缩写,在汽车行业中,nvh性能是衡量车辆舒适性的重要指标之一;对于轮胎来说,nvh性能同样非常重要,它直接关系到车辆行驶过程中的舒适性和驾驶体验。
3、提高轮胎的nvh性能,不仅可以提高车辆的舒适性,还可以提高车辆的安全性和燃油经济性;因此,轮胎制造商在设计轮胎时,需要综合考虑各种因素,以提高轮胎的nvh性能。
4、在现有技术中,轮胎加工用的胶片通过成型鼓成型完成时,需要成型的胶片表面在覆盖多层混合胶料,每次覆盖时,被覆盖面表面光滑,在胶料与胶片粘接热压后,其粘接粘合度不高,降温冷却后容易产生分层。
技术实现思路
1、本发明的目的在于提供一种提升轮胎nvh的带束鼓成型工艺,旨在解决现有技术中轮胎加工用的胶片通过成型鼓成型完成时,需要带成型的胶片表面在覆盖多层混合胶料,每次覆盖时,被覆盖面表面光滑,在胶料与胶片粘接热压后,其粘接粘合度不高,降温冷却后容易产生分层的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种提升轮胎nvh的带束鼓成型工艺,包括如下步骤:
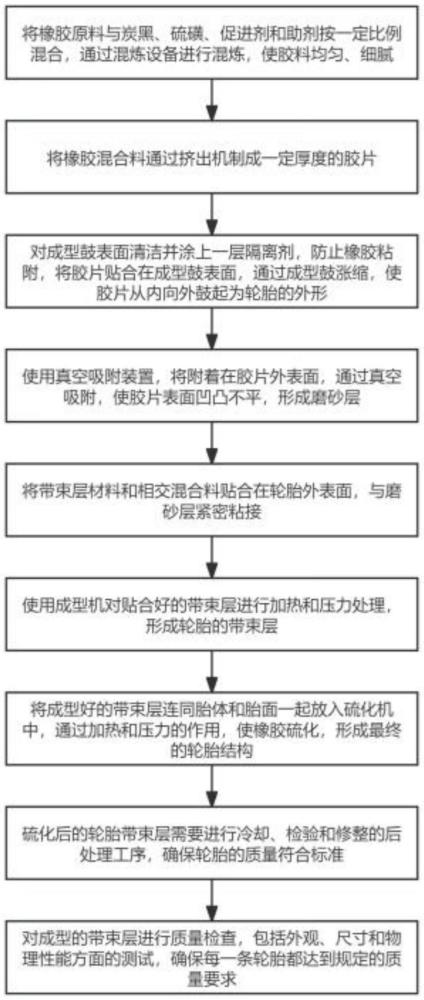
4、s1、将橡胶原料与炭黑、硫磺、促进剂和助剂按一定比例混合,通过混炼设备进行混炼,使胶料均匀、细腻;
5、s2、将橡胶混合料通过挤出机制成一定厚度的胶片;
6、s3、对成型鼓表面清洁并涂上一层隔离剂,防止橡胶粘附,将胶片贴合在成型鼓表面,通过成型鼓涨缩,使胶片从内向外鼓起为轮胎的外形;
7、s4、使用真空吸附装置,将附着在胶片外表面,通过真空吸附,使胶片表面凹凸不平,形成磨砂层;
8、s5、将带束层材料和相交混合料贴合在轮胎外表面,与磨砂层紧密粘接;
9、s6、使用成型机对贴合好的带束层进行加热和压力处理,形成轮胎的带束层;
10、s7、将成型好的带束层连同胎体和胎面一起放入硫化机中,通过加热和压力的作用,使橡胶硫化,形成最终的轮胎结构;
11、s8、硫化后的轮胎带束层需要进行冷却、检验和修整的后处理工序,确保轮胎的质量符合标准;
12、s9、对成型的带束层进行质量检查,包括外观、尺寸和物理性能方面的测试,确保每一条轮胎都达到规定的质量要求。
13、作为本发明一种优选的方案,所述步骤s1中,助剂包括抗氧化剂、塑化剂、补强剂、填充剂、延迟剂、活性剂、防护剂、粘合剂和着色剂。
14、作为本发明一种优选的方案,所述步骤s3中使用的成型鼓包括气动鼓和伺服鼓。
15、作为本发明一种优选的方案,所述步骤s4中使用的真空吸附装置由调节组件、两个驱动组件和多个真空吸附组件组成,多个真空吸附组件相连,由调节组件带动多组真空吸附组件移动呈环状,多组真空吸附组件连接在胶片表面,将胶片表面吸附出多个凸起,形成磨砂层。
16、作为本发明一种优选的方案,所述调节组件包括底座、限位滑槽、t型滑块、双向螺杆、电机和电动推杆,所述t型滑块和电动推杆均设有两个,所述底座设于地面,所述限位滑槽开设于底座的上端,两个所述t型滑块均滑动连接于限位滑槽内,所述双向螺杆转动连接于限位滑槽内,所述双向螺杆与两个t型滑块螺纹配合,所述电机固定连接于底座的一侧端,所述电机的输出端活动贯穿限位滑槽的内壁并与双向螺杆的一端固定,两个所述电动推杆分别固定连接于两个电动推杆的上端。
17、作为本发明一种优选的方案,每组所述驱动组件均包括真空气泵、转动块和连接块,所述连接块固定连接于电动推杆的伸长端,所述转动块转动连接于连接块的表面,所述真空气泵固定连接于转动块的一端。
18、作为本发明一种优选的方案,每组所述真空吸附组件均包括真空吸附主体、第一安装块、第二安装块、吸附孔和吸附腔,所述吸附孔设有多个,所述吸附腔固定连接于真空吸附主体内,所述第一安装块固定连接于真空吸附主体的一侧端,所述第二安装块固定连接于真空吸附主体的另一侧端,多个所述吸附孔均开设于真空吸附主体的下表面,多个所述吸附孔均与吸附腔连接。
19、作为本发明一种优选的方案,轮胎带束需要被拉伸或压缩以适应模具的形状时,气动鼓通过充气和放气来改变第一涨缩区域的直径,从而控制带束的张力。
20、作为本发明一种优选的方案,伺服鼓通过伺服电机精确控制其旋转速度和位置,调节第二涨缩区域,在轮胎成型过程中,伺服鼓非常精确地控制轮胎带束的放置和加工。
21、作为本发明一种优选的方案,气动鼓和伺服鼓会协同工作,在成型轮胎侧面时,气动鼓用于提供胎侧材料的张力,而伺服鼓则用于控制轮胎的成型。
22、与现有技术相比,本发明的有益效果是:
23、1、本发明中,通过使用本工艺,在胶片涨鼓阶段对胶片表面进行真空吸附处理,使其表面凹凸不平,在胶片表面覆盖混合胶料时,经过热压,胶料与胶片完全粘接贴合,降温后不会产生分层。
24、2、本发明中,在涨缩过程中,成型鼓内部的压力或机械装置会使鼓的直径增大,从而推动胶片从内向外鼓起,逐渐形成轮胎的外形。这个过程需要精确控制,以确保轮胎的轮廓和尺寸符合设计规范。
25、3、本发明中,在轮胎成型过程中,气动鼓和伺服鼓通常会协同工作,通过精确控制伺服鼓的运动,优化轮胎的轮廓和结构,进而提升轮胎的nvh性能,适当的空气压力确保胎侧材料的准确张力,从而提高轮胎的nvh性能;使鼓面保持光滑,减少材料与鼓之间的摩擦,有利于轮胎成型,同时也有助于提升轮胎的nvh性能。
技术特征:1.一种提升轮胎nvh的带束鼓成型工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:所述步骤s1中,助剂包括抗氧化剂、塑化剂、补强剂、填充剂、延迟剂、活性剂、防护剂、粘合剂和着色剂。
3.根据权利要求2所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:所述步骤s3中使用的成型鼓包括气动鼓和伺服鼓。
4.根据权利要求3所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:所述步骤s4中使用的真空吸附装置由调节组件、两个驱动组件和多个真空吸附组件组成,多个真空吸附组件相连,由调节组件带动多组真空吸附组件移动呈环状,多组真空吸附组件连接在胶片(18)表面,将胶片(18)表面吸附出多个凸起,形成磨砂层。
5.根据权利要求4所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:所述调节组件包括底座(1)、限位滑槽(2)、t型滑块(3)、双向螺杆(4)、电机(5)和电动推杆(6),所述t型滑块(3)和电动推杆(6)均设有两个,所述底座(1)设于地面,所述限位滑槽(2)开设于底座(1)的上端,两个所述t型滑块(3)均滑动连接于限位滑槽(2)内,所述双向螺杆(4)转动连接于限位滑槽(2)内,所述双向螺杆(4)与两个t型滑块(3)螺纹配合,所述电机(5)固定连接于底座(1)的一侧端,所述电机(5)的输出端活动贯穿限位滑槽(2)的内壁并与双向螺杆(4)的一端固定,两个所述电动推杆(6)分别固定连接于两个电动推杆(6)的上端。
6.根据权利要求5所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:每组所述驱动组件均包括真空气泵(7)、转动块(8)和连接块(9),所述连接块(9)固定连接于电动推杆(6)的伸长端,所述转动块(8)转动连接于连接块(9)的表面,所述真空气泵(7)固定连接于转动块(8)的一端。
7.根据权利要求6所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:每组所述真空吸附组件均包括真空吸附主体(10)、第一安装块(11)、第二安装块(12)、吸附孔(13)和吸附腔(14),所述吸附孔(13)设有多个,所述吸附腔(14)固定连接于真空吸附主体(10)内,所述第一安装块(11)固定连接于真空吸附主体(10)的一侧端,所述第二安装块(12)固定连接于真空吸附主体(10)的另一侧端,多个所述吸附孔(13)均开设于真空吸附主体(10)的下表面,多个所述吸附孔(13)均与吸附腔(14)连接。
8.根据权利要求7所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:轮胎带束需要被拉伸或压缩以适应模具的形状时,气动鼓(16)通过充气和放气来改变第一涨缩区域(1601)的直径,从而控制带束的张力。
9.根据权利要求8所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:伺服鼓(17)通过伺服电机精确控制其旋转速度和位置,调节第二涨缩区域(1701),在轮胎成型过程中,伺服鼓(17)非常精确地控制轮胎带束的放置和加工。
10.根据权利要求9所述的一种提升轮胎nvh的带束鼓成型工艺,其特征在于:气动鼓(16)和伺服鼓(17)会协同工作,在成型轮胎侧面时,气动鼓(16)用于提供胎侧材料的张力,而伺服鼓(17)则用于控制轮胎的成型。
技术总结本发明提供一种提升轮胎NVH的带束鼓成型工艺,属于轮胎制造技术领域,该提升轮胎NVH的带束鼓成型工艺包括如下步骤:S1、将橡胶原料与炭黑、硫磺、促进剂和助剂按一定比例混合,通过混炼设备进行混炼,使胶料均匀、细腻;S2、将橡胶混合料通过挤出机制成一定厚度的胶片;S3、对成型鼓表面清洁并涂上一层隔离剂,防止橡胶粘附,将胶片贴合在成型鼓表面;通过使用本工艺,在胶片涨鼓阶段对胶片表面进行真空吸附处理,使其表面凹凸不平,在胶片表面覆盖混合胶料时,经过热压,胶料与胶片完全粘接贴合,降温后不会产生分层。技术研发人员:秦龙,林文龙,秦靖博,李忠东,刘国栋,朱彪,张抗抗受保护的技术使用者:青岛森麒麟轮胎股份有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333622.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表