耐磨防腐抽油杆光杆自动喷焊控制系统的制作方法
- 国知局
- 2024-11-21 12:15:57
本发明是耐磨防腐抽油杆光杆自动喷焊控制系统,属于镀敷的。
背景技术:
1、喷焊是对经预热的自溶性合金粉末涂层再加热至50~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。最终沉积物是致密的金属结晶组织并与基体形成约0.2~0.51mm的冶金结合层,其结合强度约400mpa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
2、现在的抽油杆光杆在进行喷焊时,由于每根抽油杆光杆长度较长,在上料时经常需要两个人或者多个人进行合作,才能将抽油杆光杆顺利放入到喷焊装置内,而且在对抽油杆光杆进行喷焊镀敷涂层时,现有的喷焊设备都不能根据燃气量的进气量大小,来实时控制合金粉末的进料量,造成抽油杆光杆喷焊涂层薄厚不均匀,效果较差,因此,本领域的一些技术人员研发出了耐磨防腐抽油杆光杆自动喷焊控制系统,以克服上述背景技术中的问题。
技术实现思路
1、本发明要解决的技术问题是针对以上不足,提供一种耐磨防腐抽油杆光杆自动喷焊控制系统,本发明能够将抽油杆光杆自动有序的输送到自动喷焊处,并且在喷焊时可以控制喷焊合金粉末用料量,提高了抽油杆光杆喷焊时的生产连续性,增强了喷焊效果。
2、为解决以上技术问题,本发明采用以下技术方案:
3、耐磨防腐抽油杆光杆自动喷焊控制系统,包括储料仓和上料输送带,储料仓呈倒立三角形,上方开口,储料仓一侧固接有转接通道,转接通道呈竖直管道;
4、上料输送带位于转接通道和储料仓下方,所述上料输送带倾斜放置,上料输送带上端还设有承接板,承接板倾斜放置,承接板下方还设有承接凹槽,承接凹槽上方还设有喷焊结构。
5、进一步,储料仓和转接通道之间开有缺口,缺口上方固接有转接挡板,转接挡板固接于储料仓内壁上,开口向下倾斜放置,储料仓底部两侧还贯穿有挤压旋转轴,挤压旋转轴一端还固接有旋转电机,旋转电机固接于储料仓一侧外壁上,储料仓内底部还设有挤压板,挤压板下端固接于挤压旋转轴表面,挤压板上端和储料仓上端内壁之间连接有绳索,绳索具有弹性。
6、进一步,上料输送带表面均匀固接有上料板,上料板倾斜放置,转接通道下部还设有接近开关;
7、承接板和承接凹槽两者之间设有第一光电开关,承接凹槽下方还固接有升降气缸。
8、进一步,所述喷焊结构包括螺纹柱和滑轨,两者之间平行放置,且不在一个垂直面上,螺纹柱外表设有驱动柱,驱动柱内部中空,并且和螺纹柱之间通过螺纹连接,驱动柱外表固接有第一齿轮,驱动柱外表面还开有旋转凹槽,旋转凹槽内还镶嵌有圆环,圆环可以在驱动柱外表面旋转凹槽内旋转,所述螺纹柱和滑轨之间还设有焊涂结构和第二光电开关。
9、进一步,所述滑轨内镶嵌有滑块和夹持块,滑块、夹持块和圆环外表面之间通过连杆相固接,滑块下端固接有输送电机,输送电机驱动轴外表面还固接有第二齿轮,第二齿轮且和第一齿轮通过齿牙相互啮合。
10、进一步,夹持块相对于滑块一侧表面固接有夹持气缸,夹持气缸末端表面设有转盘,转盘可以在夹持气缸末端表面旋转,滑轨下方还设有成品箱。
11、进一步,所述焊涂结构包括粉剂仓,粉剂仓上方密封有仓盖,粉剂仓仓盖下表面固接有轴承和超声波液位计,轴承内设有送料轴,送料轴位于粉剂仓内,表面固接有螺旋叶片,粉剂仓下方连接有落粉管道,两者之间设有下粉组件。
12、进一步,下粉组件包括密封盘,密封盘位于粉剂仓下料口上方表面,封堵住粉剂仓下料口,送料轴贯穿密封盘中心,将密封盘分为对称两部分,密封盘内设有螺旋凹槽,螺旋凹槽内设有开合旋转轴,开合旋转轴上表面和送料轴表面固接有连杆。
13、进一步,所述焊涂结构还包括圆柱体,圆柱体固接于粉剂仓两侧外表面,圆柱体内部中空,一端封闭,另一端开口,圆柱体中空内设有弹簧和伸缩块,伸缩块末端且与密封盘侧面相抵,焊涂结构还包括送料盘,送料盘固接于送料轴下方,送料盘表面均匀分布有凹槽,送料盘下表面还固接有扇叶,所述落粉管道一侧还固接有空气管道,空气管道上还设有空气阀,落粉管道下方下料口处还固接有喷焊管道,喷焊管道上设有燃气阀,燃气阀为比例阀。
14、进一步,还包括中央控制器,中央控制器连接有输入部分和输出部分,中央控制器用于接收输入部分检测的数据,并且向输出部分发送运行的指令,实现该耐磨防腐抽油杆光杆自动喷焊控制系统内各部分自动化运行,中央控制器还连接有显示屏,显示屏用于显示该耐磨防腐抽油杆光杆自动喷焊控制系统的运行状态和参数。
15、本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
16、1、本发明设有储料仓和上料输送带,储料仓一侧设有转接通道,转接通道一侧开有缺口,储料仓内还设有挤压板,通过挤压板的反复旋转挤压,可将储料仓内的抽油杆光杆通过转接通道缺口,下落至上料输送带表面,经上料输送带输送至喷焊处,解决了抽油杆上料困难的问题,提高了抽油杆光杆在喷焊生产时的连续性。
17、2、本发明设有喷焊结构,可以连续对旋转运输中的抽油杆光杆进行喷焊,同时还能够根据喷焊燃气量大小进行自动控制合金粉末的下料量,保证了在进入同样燃气量时,抽油杆光杆表面的合金涂层薄厚均匀,提高了抽油杆光杆喷焊时的效果。
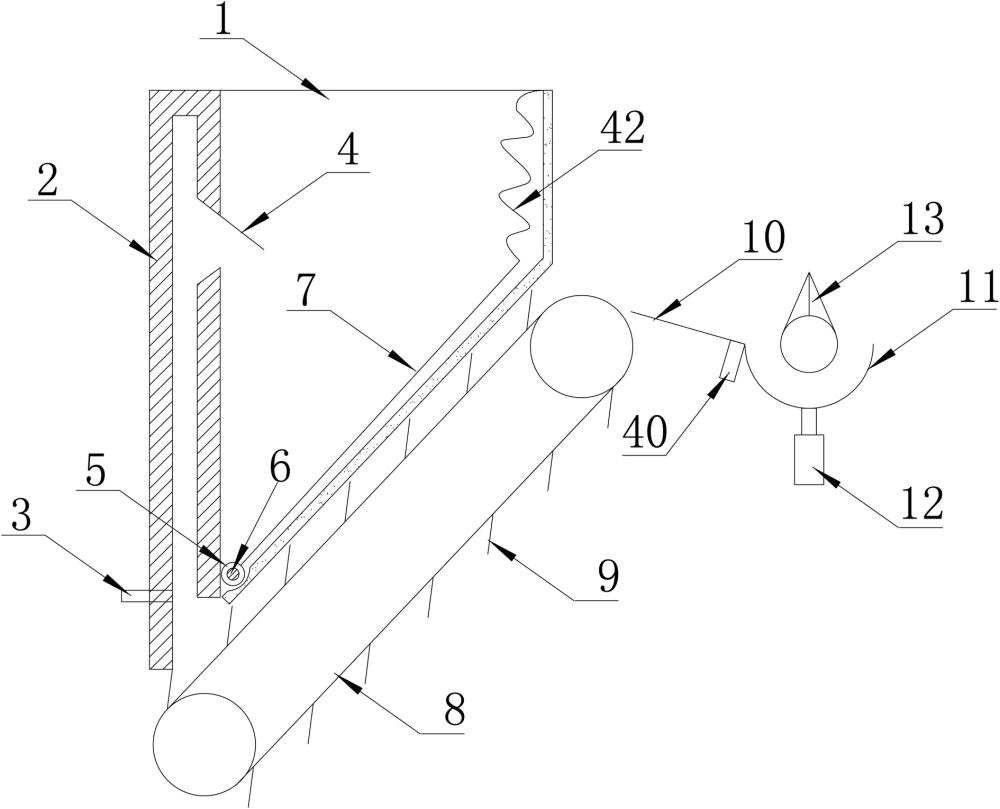
技术特征:1.耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:包括储料仓(1)和上料输送带(8),储料仓(1)呈倒立三角形,上方开口,储料仓(1)一侧固接有转接通道(2),转接通道(2)呈竖直管道;
2.如权利要求1所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:储料仓(1)和转接通道(2)之间开有缺口,缺口上方固接有转接挡板(4),转接挡板(4)固接于储料仓(1)内壁上,开口向下倾斜放置,储料仓(1)底部两侧还贯穿有挤压旋转轴(5),挤压旋转轴(5)一端还固接有旋转电机(6),旋转电机(6)固接于储料仓(1)一侧外壁上,储料仓(1)内底部还设有挤压板(7),挤压板(7)下端固接于挤压旋转轴(5)表面,挤压板(7)上端和储料仓(1)上端内壁之间连接有绳索(42),绳索(42)具有弹性。
3.如权利要求1所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:上料输送带(8)表面均匀固接有上料板(9),上料板(9)倾斜放置,转接通道(2)下部还设有接近开关(3);
4.如权利要求1所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:所述喷焊结构(13)包括螺纹柱(14)和滑轨(17),两者之间平行放置,且不在一个垂直面上,螺纹柱(14)外表设有驱动柱(15),驱动柱(15)内部中空,并且和螺纹柱(14)之间通过螺纹连接,驱动柱(15)外表固接有第一齿轮(16),驱动柱(15)外表面还开有旋转凹槽,旋转凹槽内还镶嵌有圆环(45),圆环(45)可以在驱动柱(15)外表面旋转凹槽内旋转,所述螺纹柱(14)和滑轨(17)之间还设有焊涂结构(21)和第二光电开关(41)。
5.如权利要求4所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:所述滑轨(17)内镶嵌有滑块(18)和夹持块(22),滑块(18)、夹持块(22)和圆环(45)外表面之间通过连杆相固接,滑块(18)下端固接有输送电机(19),输送电机(19)驱动轴外表面还固接有第二齿轮(20),第二齿轮(20)且和第一齿轮(16)通过齿牙相互啮合。
6.如权利要求5所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:夹持块(22)相对于滑块(18)一侧表面固接有夹持气缸(23),夹持气缸(23)末端表面设有转盘(24),转盘(24)可以在夹持气缸(23)末端表面旋转,滑轨(17)下方还设有成品箱(25)。
7.如权利要求4所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:所述焊涂结构(21)包括粉剂仓(26),粉剂仓(26)上方密封有仓盖,粉剂仓(26)仓盖下表面固接有轴承(27)和超声波液位计(39),轴承(27)内设有送料轴(28),送料轴(28)位于粉剂仓(26)内,表面固接有螺旋叶片,粉剂仓(26)下方连接有落粉管道(43),两者之间设有下粉组件(30)。
8.如权利要求7所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:下粉组件(30)包括密封盘(36),密封盘(36)位于粉剂仓(26)下料口上方表面,封堵住粉剂仓(26)下料口,送料轴(28)贯穿密封盘(36)中心,将密封盘(36)分为对称两部分,密封盘(36)内设有螺旋凹槽(35),螺旋凹槽(35)内设有开合旋转轴(38),开合旋转轴(38)上表面和送料轴(28)表面固接有连杆。
9.如权利要求7所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:所述焊涂结构(21)还包括圆柱体(44),圆柱体(44)固接于粉剂仓(26)两侧外表面,圆柱体(44)内部中空,一端封闭,另一端开口,圆柱体(44)中空内设有弹簧和伸缩块(37),伸缩块(37)末端且与密封盘(36)侧面相抵,焊涂结构(21)还包括送料盘(29),送料盘(29)固接于送料轴(28)下方,送料盘(29)表面均匀分布有凹槽,送料盘(29)下表面还固接有扇叶(31),所述落粉管道(43)一侧还固接有空气管道(32),空气管道(32)上还设有空气阀(33),落粉管道(43)下方下料口处还固接有喷焊管道(34),喷焊管道(34)上设有燃气阀(46),燃气阀(46)为比例阀。
10.如权利要求1所述的耐磨防腐抽油杆光杆自动喷焊控制系统,其特征在于:还包括中央控制器,中央控制器连接有输入部分和输出部分,中央控制器用于接收输入部分检测的数据,并且向输出部分发送运行的指令,实现该耐磨防腐抽油杆光杆自动喷焊控制系统内各部分自动化运行,中央控制器还连接有显示屏,显示屏用于显示该耐磨防腐抽油杆光杆自动喷焊控制系统的运行状态和参数。
技术总结本申请公开了耐磨防腐抽油杆光杆自动喷焊控制系统,属于镀敷的技术领域,本申请设有储料仓和上料输送带,储料仓一侧设有转接通道,转接通道一侧开有缺口,储料仓内抽油杆光杆通过挤压上料的方式,进入到转接通道内然后下落至上料输送带表面,经上料输送带输送至喷焊处,本申请还设有喷焊结构,可以对旋转运输中的抽油杆光杆进行喷焊镀敷合金粉末,同时还能够自动控制合金粉末的下料量,提高了抽油杆光杆在喷焊生产时的连续性,提高了抽油杆光杆喷焊时的效果。技术研发人员:李洪坤,李明军,吴法祥,李慧敏,陆婷婷,张海波受保护的技术使用者:山东寿光市坤隆石油机械股份有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/335068.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种集成式磨床的制作方法
下一篇
返回列表