一种高强度复合板焊接方法与流程
- 国知局
- 2024-11-25 15:04:26
本发明涉及一种焊接方法,尤其涉及一种高强度复合板焊接方法。
背景技术:
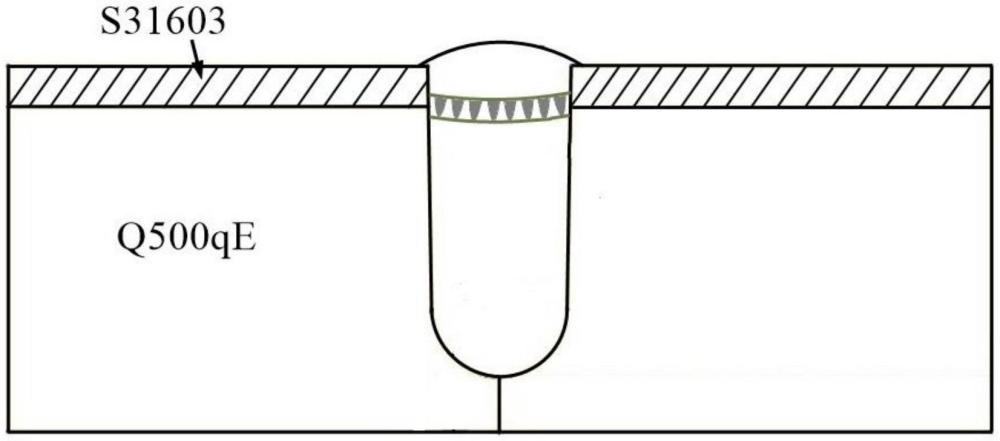
1、国内经济快速发展带动了铁路和公路的升级改造,其中钢结构桥梁的建造是铁路和公路建造的重要组成部分。目前我国钢结构桥梁的建造已选用强度级别较高的钢种取代强度级别偏低的钢种,正逐步实现钢结构桥梁的快速升级。由于钢结构桥梁腐蚀性能受环境影响较大,传统油漆防腐已不能满足桥梁使用寿命。而采用高强钢板与不锈钢板组合的复合板,既保持了高强钢原有的强度、塑韧性、较好的焊接性、抗疲劳性能,又兼备了不锈良好的耐蚀性,为提高钢结构桥梁耐腐蚀寿命提供了重要的技术支撑。
2、然而由于桥梁用高强度复合板焊接后,存在高强钢/不锈钢界面残余应力大,容易出现高强钢/不锈钢界面分层现象等问题。
技术实现思路
1、发明目的:本发明目的是提出一种高强度复合板焊接方法,以提高高强度复合板的界面结合强度。
2、技术方案:本发明包括以下步骤:对高强度复合钢板坡口进行加工;高强度复合钢板基层打底焊选用实心焊丝,并采用振镜激光-电弧复合焊方法;基层填充焊,选用药芯焊丝,并采用振镜激光-电弧复合焊方法;高强度复合板的界面填充焊时,选用与覆层成分及性能相同或相似的焊丝,并采用振镜脉冲激光诱导电弧复合焊;覆层盖面焊时选用与覆层成分及性能相同或相似的焊丝,并采用振镜激光-电弧复合焊方法。
3、所述界面为锯齿状高强钢/不锈钢异型界面。
4、所述高强度复合钢板采用对接焊方法,焊接时将高强度复合钢板底部对齐。
5、所述高强度复合钢板包括基层和覆层。
6、所述基层采用高强钢,覆层采用不锈钢。
7、所述高强度复合板焊接采用窄间隙坡口,例如u型或i型坡口。
8、所述界面填充焊前,基层填充焊后的上表面距离高强钢/不锈钢界面0.5~1.5mm,高强钢/不锈钢界面填充焊后,覆层不锈钢上表面距离高强钢/不锈钢界面0.5~1.5mm。
9、所述振镜激光-电弧复合焊方法中,激光功率为600~6000w,激光摆动宽度为0~20mm,电弧电流为150~300a,焊接速度为8~15mm/s。
10、所述振镜脉冲激光诱导电弧复合焊时,振镜脉冲激光峰值功率为3000~10000w,激光扫描宽度为0~20mm,振镜脉冲激光频率为100~300hz,焊接速度为8~15mm/s,电弧电流150~300a。
11、所述基层填充焊及覆层盖面焊时,层间温度控制在40~100℃。
12、有益效果:本发明通过设计焊丝成分,优化界面组织,采用振镜脉冲激光诱导电弧复合焊方法,在降低热输入的同时,减小高强钢/不锈钢界面残余应力,利用单脉冲激光能量高和激光可摆动的特点,在界面获得锯齿状高强钢/不锈钢异型界面,减少高强钢/不锈钢界面分层现象,为精确控制高强度复合板焊接提供数据支撑,该方法克服了现有技术的诸多缺点,具有合金成分可控的特点,界面兼顾冶金与物理连接的特性,便于提高高强度复合板的界面结合强度,拓展高强度复合板连接的应用范围。
技术特征:1.一种高强度复合板焊接方法,其特征在于,包括以下步骤:对高强度复合钢板坡口进行加工;高强度复合钢板基层打底焊选用实心焊丝,并采用振镜激光-电弧复合焊方法;基层填充焊,选用药芯焊丝,并采用振镜激光-电弧复合焊方法;高强度复合板的界面填充焊时,选用与覆层成分及性能相同的焊丝,并采用振镜脉冲激光诱导电弧复合焊;覆层盖面焊时选用与覆层成分及性能相同的焊丝,并采用振镜激光-电弧复合焊方法。
2.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述界面为锯齿状异型界面。
3.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述高强度复合钢板采用对接焊方法,焊接时将高强度复合钢板底部对齐。
4.根据权利要求1或3所述的一种高强度复合板焊接方法,其特征在于,所述高强度复合钢板包括基层和覆层。
5.根据权利要求4所述的一种高强度复合板焊接方法,其特征在于,所述基层采用高强钢,覆层采用不锈钢。
6.根据权利要求5所述的一种高强度复合板焊接方法,其特征在于,所述高强度复合板焊接采用窄间隙坡口。
7.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述界面填充焊前,基层填充焊后的上表面距离界面0.5~1.5mm,界面填充焊后,覆层上表面距离界面0.5~1.5mm。
8.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述振镜激光-电弧复合焊方法中,激光功率为600~6000w,激光摆动宽度为0~20mm,电弧电流为150~300a,焊接速度为8~15mm/s。
9.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述振镜脉冲激光诱导电弧复合焊时,振镜脉冲激光峰值功率为3000~10000w,激光扫描宽度为0~20mm,振镜脉冲激光频率为100~300hz,焊接速度为8~15mm/s,电弧电流150~300a。
10.根据权利要求1所述的一种高强度复合板焊接方法,其特征在于,所述基层填充焊及覆层盖面焊时,层间温度控制在40~100℃。
技术总结本发明公开了一种高强度复合板焊接方法,包括:对高强度复合钢板坡口进行加工;高强度复合钢板基层打底焊选用实心焊丝,并采用振镜激光‑电弧复合焊方法;基层填充焊,选用药芯焊丝,并采用振镜激光‑电弧复合焊方法;高强度复合板的界面填充焊时,选用与覆层成分及性能相同或相似的焊丝,并采用振镜脉冲激光诱导电弧复合焊;覆层盖面焊时选用与覆层成分及性能相同或相似的焊丝,并采用振镜激光‑电弧复合焊方法。本发明通过设计焊丝成分,优化界面组织,采用振镜脉冲激光诱导电弧复合焊方法在降低热输入的同时、利用单脉冲激光能量高和激光可摆动的特点,在界面获得锯齿状高强钢/不锈钢异型界面,为精确控制高强度复合板焊接提供数据支撑。技术研发人员:薛喆彦,李瑞峰,刘志刚,李涛涛,孙蕾蕾,张晓强,刘银花,李耿,倪海强,许子凡受保护的技术使用者:中铁宝桥(扬州)有限公司技术研发日:技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/335965.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表