一种铣齿后磨修齿形的制齿法的制作方法
- 国知局
- 2024-11-25 15:04:23
本发明属于齿轮加工,具体涉及一种铣齿后磨修齿形的制齿法。
背景技术:
1、在齿轮加工中,经常出现一些齿部参数和结构较特殊的齿轮,超出现有制齿设备的工艺能力范围,虽然花键铣床可进行小模数少齿数的圆柱直齿轮加工,但是其缺少差动挂轮的功能,无法加工斜齿齿轮,对于小模数少齿数的斜齿齿轮,按照常规的制齿方法是无法生产的。大都利用车铣加工中心进行加工,但这部分齿轮结构和参数受装配设计的因素影响,又较难改变,这种情况往往成为生产工艺的窄口。
技术实现思路
1、为了解决上述技术问题,本发明提供一种操作简单,能够加工小模数少齿数的斜齿齿轮的,保证产品质量的铣齿后磨修齿形的制齿法。
2、本发明采用的技术方案是:一种铣齿后磨修齿形的制齿法,包括如下步骤:
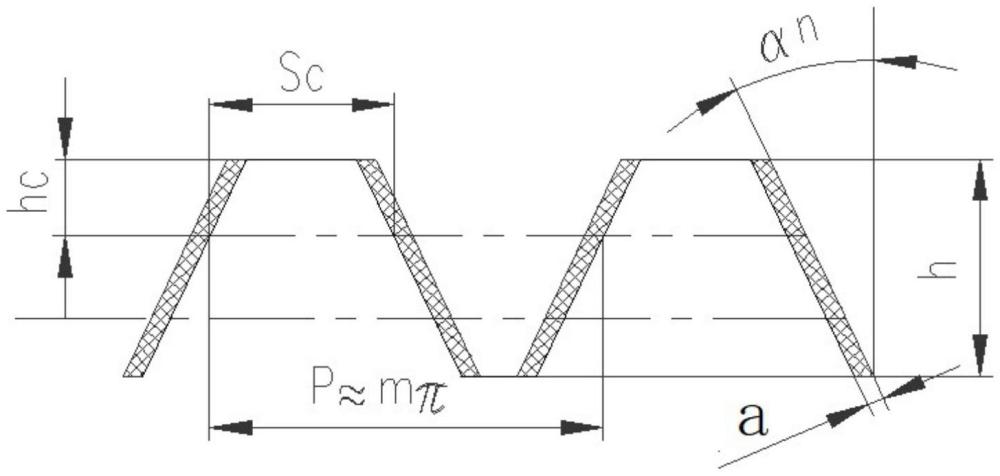
3、1)根据齿轮的压力角αn选择铣刀,选用切削刃部为圆锥形的铣刀,切削刃部的锥角为2αn;
4、2)根据齿轮的设计弦齿厚计算齿轮的控制尺寸,控制尺寸为齿厚,螺旋角与齿轮的螺旋角保持一致,对齿轮坯料进行铣削开齿;
5、3)对铣削开齿后的齿轮坯料进行淬火处理;
6、4)采用成型磨削的方式对齿轮坯料进行磨削;磨削时,砂轮的两侧对准并贴紧任意齿槽的两侧,然后退出即完成砂轮与齿坯的对刀;然后对齿轮磨削修齿形。
7、进一步的,步骤2)中,控制尺寸的计算公式如下:齿厚=设计弦齿厚+2×齿面单边余量×cosαn。
8、进一步的,铣削开齿时,齿面单边余量为0.5~1mm。
9、与现有技术相比,本发明的有益效果是:
10、本发明操作简单,既可以用于大模数齿轮及多齿数齿轮的加工,又能够用于小模数少齿数的斜齿齿轮的生产加工,而且能保证小模数少齿数的斜齿齿轮的质量;适用性好。
技术特征:1.一种铣齿后磨修齿形的制齿法,包括如下步骤:
2.根据权利要求1所述的铣齿后磨修齿形的制齿法,步骤2)中,控制尺寸的计算公式如下:齿厚=设计弦齿厚+2×齿面单边余量×cosαn。
3.根据权利要求2所述的铣齿后磨修齿形的制齿法,铣削开齿时,齿面单边余量为0.5~1mm。
技术总结本发明公开了一种铣齿后磨修齿形的制齿法,包括如下步骤:1)根据齿轮的压力角αn选择铣刀,选用切削刃部为圆锥形的铣刀,切削刃部的锥角为2αn;2)根据齿轮的设计弦齿厚计算齿轮的控制尺寸,控制尺寸为齿厚,螺旋角与齿轮的螺旋角保持一致,对齿轮坯料进行铣削开齿;3)对铣削开齿后的齿轮坯料进行淬火处理;4)采用成型磨削的方式对齿轮坯料进行磨削;磨削时,砂轮的两侧对准并贴紧任意齿槽的两侧,然后退出即完成砂轮与齿坯的对刀;然后对齿轮磨削修齿形。本发明操作简单,既可以用于大模数齿轮及多齿数齿轮的加工,又能够用于小模数少齿数的斜齿齿轮的生产加工,而且能保证小模数少齿数的斜齿齿轮的质量;适用性好。技术研发人员:成钢,李仕平,陈思宇,赵飞受保护的技术使用者:江麓机电集团有限公司技术研发日:技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/335956.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表