一种汽车气门座圈加工用上料结构的制作方法
- 国知局
- 2024-11-25 15:18:56
本技术涉及汽车气门座圈,具体涉及一种汽车气门座圈加工用上料结构。
背景技术:
1、汽车气门座圈是汽车发动机中的关键部件,位于气门和气门座之间,起到密封作用;其主要功能包括汽车气门座圈能够确保气门与气门座之间的密封性,防止气体泄漏,保证发动机正常工作。
2、授权公告号为cn204980338u的中国专利公开了一种气门座圈及气门导管用自动上料装置,包括主框架、抓手总成以及位于该主框架下方工位的有料台车和空台车,所述抓手总成通过平移导轨与所述主框架连接,所述主框架上设置有用于将所述平移导轨上下移动的提升装置;实现了工件的自动上料作业,极大地减轻了工人的劳动量和劳动强度,提高了生产效率,避免因人工操作导致的工件碰伤。
3、上述现有技术方案存在的不足之处在于:上述方案通过抓手能够成功抓取和放下物料筐,装置会通过位置传感器自动对有料台车和空台车的位置进行检测,确认位置摆放无误后装置才能正常启动和运转,但汽车气门座圈有两个面,不能对汽车气门座圈进行翻转,从而影响汽车气门座圈的浸油加工,我们在此提供一种汽车气门座圈加工用上料结构。
技术实现思路
1、本实用新型的目的在于提供一种汽车气门座圈加工用上料结构,以解决现有技术中汽车气门座圈有两个面,不能对汽车气门座圈进行翻转,从而影响汽车气门座圈的浸油加工的技术问题。
2、本实用新型所要解决的技术问题可以通过以下技术方案实现:
3、一种汽车气门座圈加工用上料结构,包括壳体;所述壳体的内部安装有一号输送带;所述壳体的顶端固接有料斗;所述壳体的一侧设有定位架;所述定位架的内部安装有二号输送带;所述定位架的侧端固接有电机;所述电机上转动连接有翻转板;所述翻转板的顶端设有气门座圈件;所述定位架的顶端固接有喷料机。
4、作为本实用新型进一步的方案:所述定位架的内侧壁固接有旋转气缸;所述旋转气缸的输出端固接有旋转轮,旋转轮的底端转动连接有二号输送带;所述定位架的侧端固接有导料台。
5、作为本实用新型进一步的方案:所述定位架的底端固接有定位框;所述定位框的内部滑动连接有回收盒;所述回收盒的上方设有喷料机。
6、作为本实用新型进一步的方案:所述壳体的侧端固接有一号到料板;所述定位架的侧端固接有二号导料板,二号导料板的一侧设有翻转板。
7、作为本实用新型进一步的方案:所述定位架的侧端固接有限位板,限位板的一侧设有翻转板、气门座圈件。
8、作为本实用新型进一步的方案:所述回收盒的底端固接有磁铁片,磁铁片的底端与定位框连接。
9、本实用新型的有益效果:通过料斗可以将气门座圈件导在壳体的内部一号输送带上,然后气门座圈件通过一号输送带进行输送,气门座圈件进行一次浸油后,气门座圈件通过一号输送带输送至翻转板上,此时启动电机从而使翻转板转动,翻转板的转动可以将气门座圈件翻转并移动至二号输送带上,气门座圈件翻转后被二号输送带输送至喷料机的下方,通过再进行浸油,可以对气门座圈件不同的面进行浸油加工处理,提高气门座圈件全自动的浸油加工质量。
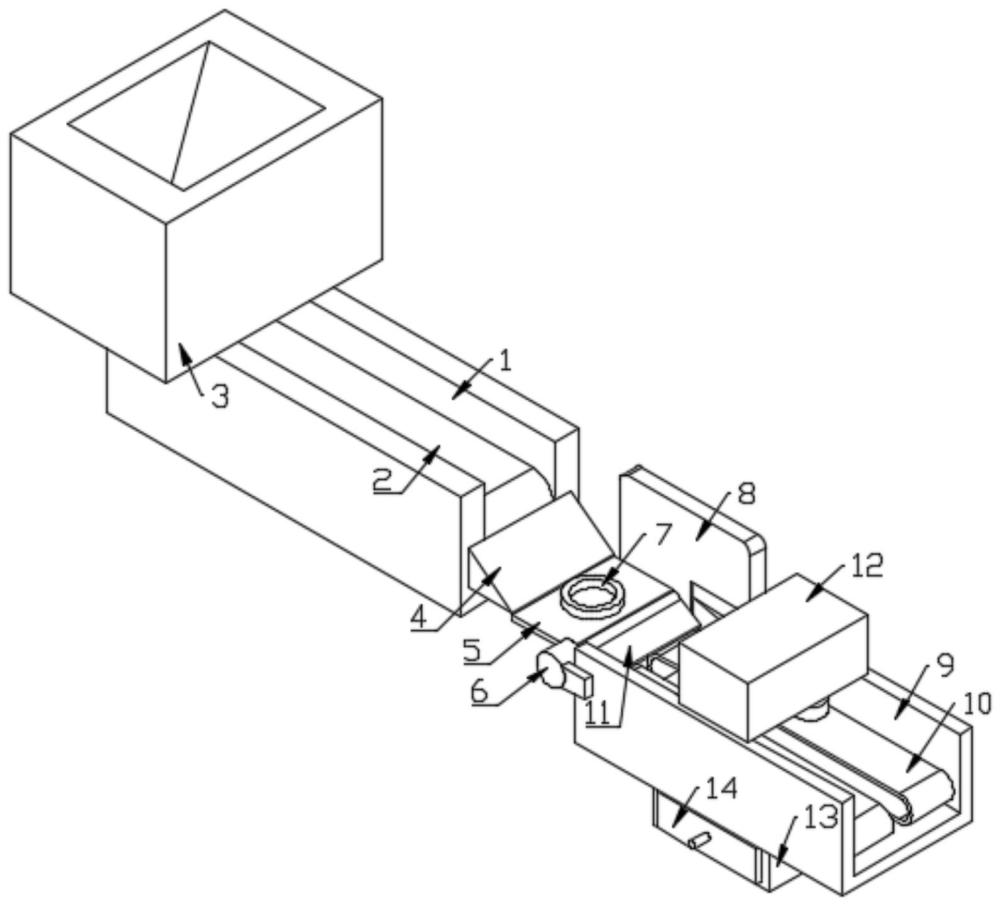
技术特征:1.一种汽车气门座圈加工用上料结构,其特征在于,包括壳体(1);所述壳体(1)的内部安装有一号输送带(2);所述壳体(1)的顶端固接有料斗(3);所述壳体(1)的一侧设有定位架(9);所述定位架(9)的内部安装有二号输送带(10);所述定位架(9)的侧端固接有电机(6);所述电机(6)上转动连接有翻转板(5);所述翻转板(5)的顶端设有气门座圈件(7);所述定位架(9)的顶端固接有喷料机(12)。
2.根据权利要求1所述的一种汽车气门座圈加工用上料结构,其特征在于,所述定位架(9)的内侧壁固接有旋转气缸(15);所述旋转气缸(15)的输出端固接有旋转轮(16),旋转轮(16)的底端转动连接有二号输送带(10);所述定位架(9)的侧端固接有导料台(17)。
3.根据权利要求2所述的一种汽车气门座圈加工用上料结构,其特征在于,所述定位架(9)的底端固接有定位框(13);所述定位框(13)的内部滑动连接有回收盒(14);所述回收盒(14)的上方设有喷料机(12)。
4.根据权利要求3所述的一种汽车气门座圈加工用上料结构,其特征在于,所述壳体(1)的侧端固接有一号到料板(4);所述定位架(9)的侧端固接有二号导料板(11),二号导料板(11)的一侧设有翻转板(5)。
5.根据权利要求4所述的一种汽车气门座圈加工用上料结构,其特征在于,所述定位架(9)的侧端固接有限位板(8),限位板(8)的一侧设有翻转板(5)、气门座圈件(7)。
6.根据权利要求5所述的一种汽车气门座圈加工用上料结构,其特征在于,所述回收盒(14)的底端固接有磁铁片,磁铁片的底端与定位框(13)连接。
技术总结本技术公开了一种汽车气门座圈加工用上料结构,涉及汽车气门座圈技术领域,包括壳体;所述壳体的内部安装有一号输送带;所述壳体的顶端固接有料斗;所述壳体的一侧设有定位架;所述定位架的内部安装有二号输送带;通过料斗可以将气门座圈件导在壳体的内部一号输送带上,然后气门座圈件通过一号输送带进行输送,气门座圈件进行一次浸油后,气门座圈件通过一号输送带输送至翻转板上,此时启动电机从而使翻转板转动,翻转板的转动可以将气门座圈件翻转并移动至二号输送带上,气门座圈件翻转后被二号输送带输送至喷料机的下方,通过再进行浸油,可以对气门座圈件不同的面进行浸油加工处理,提高气门座圈件全自动的浸油加工质量。技术研发人员:郑子春,江鹏,尹兴词,陆胡飞受保护的技术使用者:辉门环新(安庆)粉末冶金有限公司技术研发日:20240314技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/337311.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。