一种线缆无缝绕包成型装置及无缝线缆制作方法与流程
- 国知局
- 2024-11-25 15:20:18
本发明涉及电线电缆制造加工,尤其是涉及一种线缆无缝绕包成型装置及无缝线缆制作方法。
背景技术:
1、随着航空事业的迅速发展,对线缆的性能和可靠性提出了更高的要求,目前主要由以交联乙烯-四氟乙烯为代表的挤出型航空线缆,另一种是以聚酰亚胺复合薄膜和聚四氟乙烯绕包线为代表的绕包型航空线缆,为两大主流航空航天用高温导线,在同类型规格中聚酰亚胺复合薄膜和聚四氟乙烯组合绝缘绕包线相对另外一款产品拥有更轻的质量以及更高可靠型的性能。
2、聚酰亚胺复合薄膜和聚四氟乙烯组合绝缘绕包线又分为普通型绕包和无缝绕包两大类型。无缝绕包主要是在普通绕包的基础上提升了产品外观光滑性,提高了产品整体耐水解以及耐磨性能等要求。然而根据产品标准要求内层和外层绕包带重叠率需要满足50.5%~54%,且内外层绕包方向必须相反,因此线缆在绕包过程中内层和外层,绕包叠边处必然会产生台阶,造成绝缘层与层之间产生缝隙,如内层的pi复合薄膜长期处于潮湿环境状态会有风险导致材料水解后产生裂缝和微孔,线缆的漏电流也随之增大,焦耳热效应的存在又会加剧水解反应并且绝缘热老化变脆、细纹、裂纹不断增多,严重时会产生局部放电带来较严重的安全事故。
3、正常普通的聚四氟乙烯绕包带横截面是矩形,生产过程绕包带叠加程度如果是50%产品外观可以达到一定的光滑程度,此时绝缘层厚度可以认为是绕包带的厚度乘以2,如果绕包带重叠率达到50.5%~54%就会造成外观不光滑有明显台阶,50.5%~54%重叠区域实际上是绕包带厚度乘以3,产品标准有明确规定绕包带重叠率既要满足50.5%~54%,产品外观又要满足相关标准达到光滑的要求。
4、目前现有技术常用做法就是使用异形聚四氟乙烯生料带进行缠绕包覆,异形聚四氟乙烯生料带外观截面基本上是中间厚,薄膜两端薄成一个v字型,这样可以提高线缆表面光滑度实现无缝绕包线的生产。但这个会产生一个弊端,聚四氟乙烯生料带被处理以后由于中间厚两端较薄会导致薄膜收卷会相当困难,因为处理后的薄膜厚度不均匀,无论是薄膜在收卷还是放带都需要反复经过多个导轮,会导致薄膜材料受力不一致,这样会导致较薄的两端很容易产生翘边、发生形变或断裂,另外造成处理后较薄的边缘部分呈现波浪形,在线缆生产过程中造成外观不良引起包带重叠处有翘边的问题发生引起质量问题,这个是在产品生产过程中不允许的,现阶段聚四氟乙烯异性薄膜成型以及电缆绝缘包覆是两道生产工序,异形薄膜原材料的包装和周转会对后工序产品生产质量带来一定影响。
5、另外异形聚四氟乙烯生料带在绕包生产过程,可以一定程度解决外层绕包重叠区域产生的台阶和缝隙问题,使电缆外表层非常光滑,但是内层聚酰亚胺复合薄膜重叠处仍然会产生台阶,绝缘层与绝缘层之间相邻绕包方向相反,必然绝缘层之间产生缝隙无法避免,由于线缆长期在潮湿环境下工作,给电缆产品带来一定安全隐患,针对上述技术问题很有必要提供一种该产品的技术解决方案。
技术实现思路
1、本技术一种线缆无缝绕包成型装置及无缝线缆制作方法,保证聚四氟乙烯生料带在绕包生产设备上处理完成后即可对电缆进行包覆的功能,保证线缆连续绕包生产制造最外绝缘层具有无缝光滑的效果。
2、本技术提供的一种无缝绕包电缆绕包装置以及绕包方法,采用如下的技术方案:
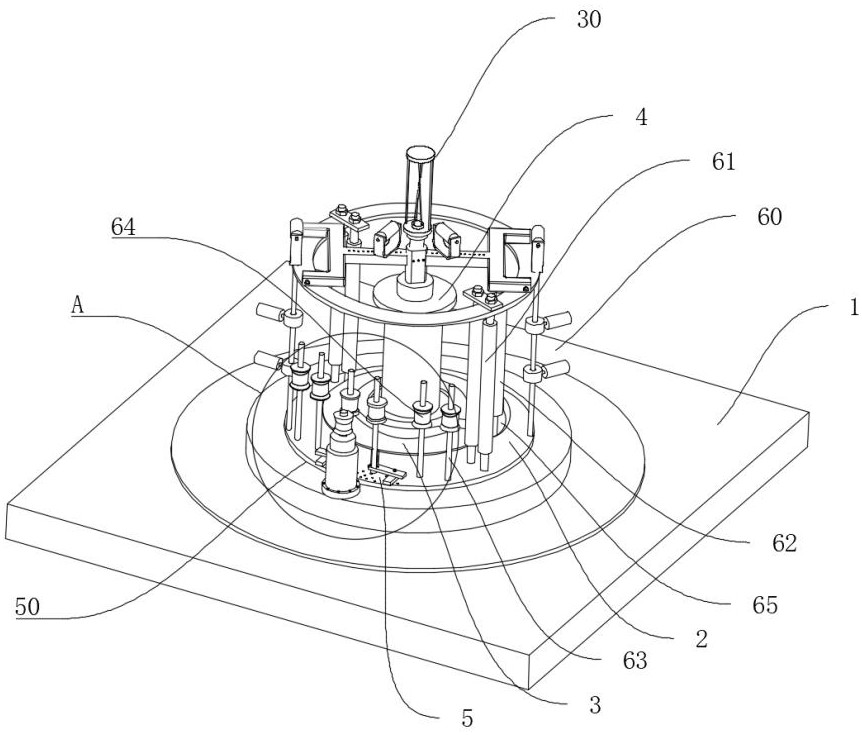
3、一种无缝绕包电缆绕包装置以及绕包方法,其中无缝绕包电缆绕包装置,包括操作平台和绕包旋转紧压装置,所述操作平台的上表面转动设有驱动转盘和定位盘,所述操作平台的内部设有用于驱动驱动转盘的驱动电机,所述驱动转盘和定位盘之间同轴设置,所述定位盘的上表面同轴转动连接有用于放卷聚四氟乙烯生料带的放卷轴,所述驱动转盘上设有安装板;
4、所述安装板上设有用于挤压聚四氟乙烯生料带两侧的压延机构,所述压延机构包括至少两个从动轴和主动轴,所述从动轴上设有从动轮,所述主动轴上设有主动轮,所述从动轮的中部内缩并形成凹陷部,所述主动轮具有配合所述凹陷部的凸起部,聚四氟乙烯生料带自所述放卷轴穿过从动轮上的凹陷部内,所述凸起部与所述凹陷部相抵,所述凸起部的两端与所述凹陷部的两端对应抵靠,同时所述凸起部的中部与所述凹陷部中部间隔,并形成容纳部,用于挤压聚四氟乙烯生料带的两侧。
5、通过采用上述技术方案,通过将放卷轴上的聚四氟乙烯生料带穿入压延机构中,并位于从动轮的凹陷部内,再通过主动轮上的凸起部两端抵靠凹陷部对应的两端,即,抵压聚四氟乙烯生料带两侧,聚四氟乙烯生料带中部位于容纳部中,使从动轮凹陷部内聚四氟乙烯生料带的两侧,经过抵靠挤压后,形成的聚四氟乙烯生料带的横截面为中间厚两侧薄。经过挤压后的聚四氟乙烯生料带,在线缆上缠绕后,后一圈的聚四氟乙烯生料带的薄面侧重叠在前一圈聚四氟乙烯生料带的薄面侧上,两个薄面层重叠后与聚四氟乙烯生料带的中间厚部平齐,解决了绕包带与绕包带搭接重叠位置因绕包带本身厚度问题,重叠位置形成的台阶造成不光滑的问题,使得整个线缆表面光滑,从而起到无缝绕包线缆的作用,从而提高线缆的外观质量。
6、优选的,所述凹陷部位于所述从动轮中部,所述从动轮横截面为工字形;所述主动轮自其两端向中部逐步内缩,所述凸起部为所述主动轮端部;所述从动轮与所述主动轮抵靠,所述凸起部抵靠在所述凹陷部上。
7、通过采用上述技术方案,聚四氟乙烯生料带穿入主动轮和从动轮之间,聚四氟乙烯生料带的中部位于容纳部内,聚四氟乙烯生料带的两侧通过凹陷部的上下两端与凸起部的上下两端对应挤压的方式,形成中间厚两侧薄的聚四氟乙烯生料带。
8、优选的,所述驱动转盘上还设有张力调节机构,所述张力调节机构包括均竖向设置在所述驱动转盘上的换向杆,摆杆和定位杆,所述定位杆上设有定位轮,所述驱动转盘上设有弧形导向槽,所述摆杆位于所述导向槽内;所述驱动转盘上还设有驱动所述摆杆沿所述导向槽移动的张力控制电机,所述安装板上还设有驱动所述主动轮转动的压延驱动电机,所述张力控制电机与所述压延驱动电机联动。
9、通过采用上述技术方案,张力调节机构能够调整聚四氟乙烯生料带在进入压延机构时,能够保持拉直状态,提升聚四氟乙烯生料带的压延精度,压延驱动电机驱动主动轮转动,使得聚四氟乙烯生料带在进行压延的同时,通过主动轮对聚四氟乙烯生料带进行传输,保证聚四氟乙烯生料带对线缆的持续绕包。
10、优选的,所述凹陷部两端为所述从动轮上间隔开设的两个环形凹槽,所述凸起部为所述主动轮上间隔设置的两个环状压环,所述凸起部与所述凹陷部相抵,所述环状压环抵压在所述环形凹槽内,聚四氟乙烯生料带进入压延机构后位于凹陷部内,两个环状压环将聚四氟乙烯生料带的两侧挤压进入环形凹槽内,对聚四氟乙烯生料带的两侧进行挤压,形成中间厚两侧薄的聚四氟乙烯生料带,所述从动轮的凹陷部上设有第一斜面,所述环状压环的外圈上设有与第一斜面相匹配的第二斜面。
11、通过采用上述技术方案,凹陷部上的第一斜面和环状压环外圈上的第二斜面匹配,可以增加挤压力度,进一步加强对聚四氟乙烯生料带的压紧效果;这有助于确保聚四氟乙烯生料带与放卷轴之间的紧固性,避免松动或滑脱。
12、优选的,所述安装板的上表面设有异形槽,所述异形槽位于从动轴和主动轴之间,所述主动轴的底部设有滑块,所述滑块滑动设于异形槽的内部,所述滑块的内部设有锁紧螺栓,通过锁紧螺栓将滑块锁定在安装板的异形槽内。
13、通过采用上述技术方案,通过滑块在异形槽内的滑动,并通过锁紧螺栓将滑块锁定在安装板的异形槽内,从而调节主动轮和从动轮之间的距离,一方面调节聚四氟乙烯生料带的张紧度,适当的张紧力可以确保聚四氟乙烯生料带在传动装置中的正常运行,避免发生滑转或打滑现象,提高传动的可靠性和稳定性。
14、优选的,所述异形槽包括第一导向部、第二导向部和第三导向部,所述第一导向部、第二导向部和第三导向部两两之间相互贯通,所述第二导向部的末端朝向从动轴的中心轴线位置处,所述第三导向部的末端朝向相邻两个从动轴之间。
15、通过采用上述技术方案,当第二导向部的末端朝向从动轴的中心轴线位置处,使得主动轴朝着从动轴的方向移动,直至主动轮与从动轮相抵,并对聚四氟乙烯生料带的两侧进行挤压,挤压力可以控制聚四氟乙烯生料带的变形,减少聚四氟乙烯生料带的弯曲和跳动;这有助于保持聚四氟乙烯生料带的挤压成型效果;适当的挤压力可以使聚四氟乙烯生料带保持稳定的运动状态,减少聚四氟乙烯生料带的摆动和晃动;这有助于提高聚四氟乙烯生料带的可靠性和稳定性,减少故障和停机的风险;当第三导向部的末端朝向相邻两个从动轴之间,用于调节聚四氟乙烯生料带的张紧度。
16、优选的,所述驱动转盘上至少设有两个支撑柱,所述支撑柱的底部与驱动转盘的上表面之间固定连接,所述支撑柱的顶部设有定位套环,所述定位套环上设有安装立板,所述安装立板上转动设有第一转向轮。
17、通过采用上述技术方案,安装立板和第一转向轮能够确保聚四氟乙烯生料带在运动过程中保持稳定的导向性;它们帮助引导聚四氟乙烯生料带沿着预定的路径运行,减少偏移和晃动,确保聚四氟乙烯生料带与传动装置的正常接触;第一转向轮可以有效防止聚四氟乙烯生料带发生侧漂,即在传动过程中偏离轨道或跳动;它们将聚四氟乙烯生料带引导到正确的位置,使其保持在正确的轨迹上运行,从而减少聚四氟乙烯生料带偏离的风险。
18、优选的,所述支撑柱上设有若干个安装件,所述安装件上转动设有第二转向轮。
19、通过采用上述技术方案,第二转向轮的正确安装和调整可以减少聚四氟乙烯生料带与传动装置之间的摩擦和损耗;它们有助于保持聚四氟乙烯生料带与转向轮接触的适当角度和压力,减少能量损耗和聚四氟乙烯生料带磨损。
20、优选的,所述驱动转盘和定位套环之间至少设有两组张紧组件,所述张紧组件包括若干个转动设于定位套环上的限位轴,所述限位轴上设有限位套。
21、通过采用上述技术方案,通过限位轴和限位套的设置,可以在驱动转盘和定位套环之间保持恰当的张力均衡;这有助于确保聚四氟乙烯生料带在传动过程中的稳定张力,避免过紧或过松的情况发生,从而减少聚四氟乙烯生料带的磨损和损坏;张紧组件的存在可以缓冲因传动时产生的振动和冲击;限位套等部件通过吸收和分散传动系统的冲击力和震动,减少了对聚四氟乙烯生料带的影响,从而提高了传动系统的稳定性和可靠性。
22、优选的,所述绕包旋转紧压装置包括位于所述放卷轴顶部的三个包带杆,三个所述包带杆倾斜设置,且三个包带杆交错汇集并形成供线缆穿过的交叉点,并在交叉点内形成中心孔。
23、通过采用上述技术方案,三个倾斜的包带杆交错设置形成交叉点,为聚四氟乙烯生料带的缠绕提供了更好的导向,使得生料带能够在电缆表面以合适的角度层叠缠绕,中心孔的存在使得电缆可以通过交叉点,便于将生料带缠绕到电缆上,而不会影响缠绕过程的顺畅性,当压延后的绕包带边缘有轻微发生翘边情况时,由于绕包装置与绕包方向是同向,能很好的辅助被压延处理区域较薄的聚四氟乙烯薄膜边缘的地方能更好的表层贴合,不会产生翘边情况,让线缆绕包表面更加更滑,使线缆外观达到无缝效果,并通过包带杆外力旋转的挤压导向作用,可以使包带层之间的间隙通过挤压形式进行填合,能够有效解决绝缘层间隙问题,提高产品质量和性能。
24、优选的,该无缝绕包电缆绕包装置的绕包方法,其步骤包括:
25、s1:将放卷轴定位安装在定位盘上,聚四氟乙烯生料带均匀缠绕在所述放卷轴上,且聚四氟乙烯生料带一端与放卷轴固定连接,聚四氟乙烯生料带的另一端自放卷盘穿过压延机构后,再缠绕在线缆表面;
26、s2:驱使主动轮与从动轮两者相抵,直至从动轮凹陷部内聚四氟乙烯生料带的两侧分别与主动轮上凸起部上相抵,用于压制聚四氟乙烯生料带的两侧,获得中间厚两侧薄的聚四氟乙烯生料带,再固定好主动轮与从动轮的相对位置;
27、s3:将经过压延后形成的中间厚两侧薄的聚四氟乙烯生料带通过绕包旋转紧压装置中的三个包带杆交叉点为绕包带绕包的绕包点,交叉点的中心孔的直径为线缆绕包后的直径,线缆穿过的交叉点处的中心孔,中心孔尺寸的限定以及包带杆的挤压导向作用,使经过压延后的聚四氟乙烯生料带紧密包覆在线缆的外表面,用于减少绕包过程中,聚四氟乙烯生料带叠层间的空气;
28、s4:驱动驱动转盘转动,聚四氟乙烯生料带均匀缠绕在位于绕包旋转紧压装置中线缆的表面,且绕卷在线缆表面的相邻两层的聚四氟乙烯生料带首尾依次叠合,叠合的部分聚四氟乙烯生料带均为截面较薄的聚四氟乙烯生料带,用于实现对线缆的连续绕包。
29、通过采用上述技术方案,聚四氟乙烯生料带自放卷轴上放卷后,穿过压延机构的凹陷部和凸起部之间,并最终包覆在线缆表面;然后驱使得主动轮凸起部和从动轮的凹陷部贴合抵压将聚四氟乙烯生料带的两侧压制,形成中间厚两侧薄的聚四氟乙烯生料带;最后,驱动转盘转动,驱使驱动转盘上机构整体转动,聚四氟乙烯生料带相对线缆转动,驱使聚四氟乙烯生料带绕包在线缆上,实现聚四氟乙烯生料带的均匀绕包在线缆表面,在聚四氟乙烯生料带绕包在线缆上之前,通过三个包带杆的导向,能很好的辅助被压延处理区域较薄的聚四氟乙烯薄膜边缘的地方能更好的表层贴合,不会产生翘边情况,让线缆绕包表面更加更滑,使线缆外观达到无缝效果,并通过包带杆外力旋转的挤压导向作用,可以使包带层之间的间隙通过挤压形式进行填合,能够有效解决绝缘层间隙问题,提高产品质量和性能。
30、综上所述,本技术具有以下有益效果:
31、1.该无缝绕包电缆绕包装置,通过将聚四氟乙烯生料带穿过从动轮的凹陷部内,使从动轮凹陷部内聚四氟乙烯生料带的两侧分别与主动轮上的凸起部对应相抵,经过凸起部两端的挤压后,聚四氟乙烯生料带的横截面为中间厚两侧薄,经过挤压后的聚四氟乙烯生料带再对线缆绝缘层进行缠绕包覆,由于被紧压后的聚四氟乙烯薄膜由于中间厚两边薄,能够避免因为受力不均匀造成薄膜断裂或者产品较为明显的波浪纹情况,进而减少了紧压后的聚四氟乙烯薄膜多次包装、周转带来的薄膜边缘处的损伤,大幅的减少了薄膜边缘异形边缘位置产生波浪纹不平整的几率。在线缆上缠绕后,后一圈的聚四氟乙烯生料带的薄面侧重叠在前一圈聚四氟乙烯生料带之上,重叠率在50.5%~54%,聚四氟乙烯生料带截面程梯形状,因此重叠后的区域聚四氟乙烯生料带不会产品台阶,从而实现无缝绕包线缆的连续制作生产;
32、2.该无缝绕包电缆绕包装置的绕包方法,通过将聚四氟乙烯生料带从放卷轴上缠绕出来后,进入压延机构,通过主动轮凸起部和从动轮的凹陷部对应地将聚四氟乙烯生料带的两侧压制,形成中间厚两侧薄的聚四氟乙烯生料带;最后,将经过压延的两侧薄中间厚的聚四氟乙烯生料带缠绕在线缆上,在聚四氟乙烯生料带绕包在线缆前,还通过三个包带杆的导向,能很好的辅助被压延处理区域较薄的聚四氟乙烯薄膜边缘的地方能更好的表层贴合,不会产生翘边情况,让线缆绕包表面更加更滑,使线缆外观达到无缝效果,并通过包带杆外力旋转的挤压力,可以使包带层之间的间隙通过挤压形式进行填合,能够有效解决绝缘层间隙问题,提高产品质量和性能。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337362.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表