锂电池双焊底机的制作方法
- 国知局
- 2024-11-25 15:41:12
本技术涉及锂电池焊接,特别涉及锂电池双焊底机 。
背景技术:
1、目前锂电池的形态还是以圆柱、方形、软包为主。圆柱主要以钢壳、铝壳圆柱电池为主,这种电池的表现为容量高、输出电压高、良好的充放电循环性能、输出电压稳定、能大电流放电、电化学性能稳定、使用安全、工作温度范围宽、对环境友好。另外,圆柱型锂电池的历史悠久,市场的普及率高,圆柱型锂电池采用的卷绕工艺较为成熟,自动化程度高,产品品质稳定,成本相对较低。
2、为了使电池能更好地导电,电芯的负极极耳需与电池壳底部焊接一起,以往焊底机焊接电池只有一个焊接头,每次只能焊接一个电池,导致工作效率不理想,生产效率较低,影响产能,因此需要提供锂电池双焊底机来解决问题。
技术实现思路
1、本实用新型的主要目的在于提供锂电池双焊底机,可以有效解决背景技术中的问题。
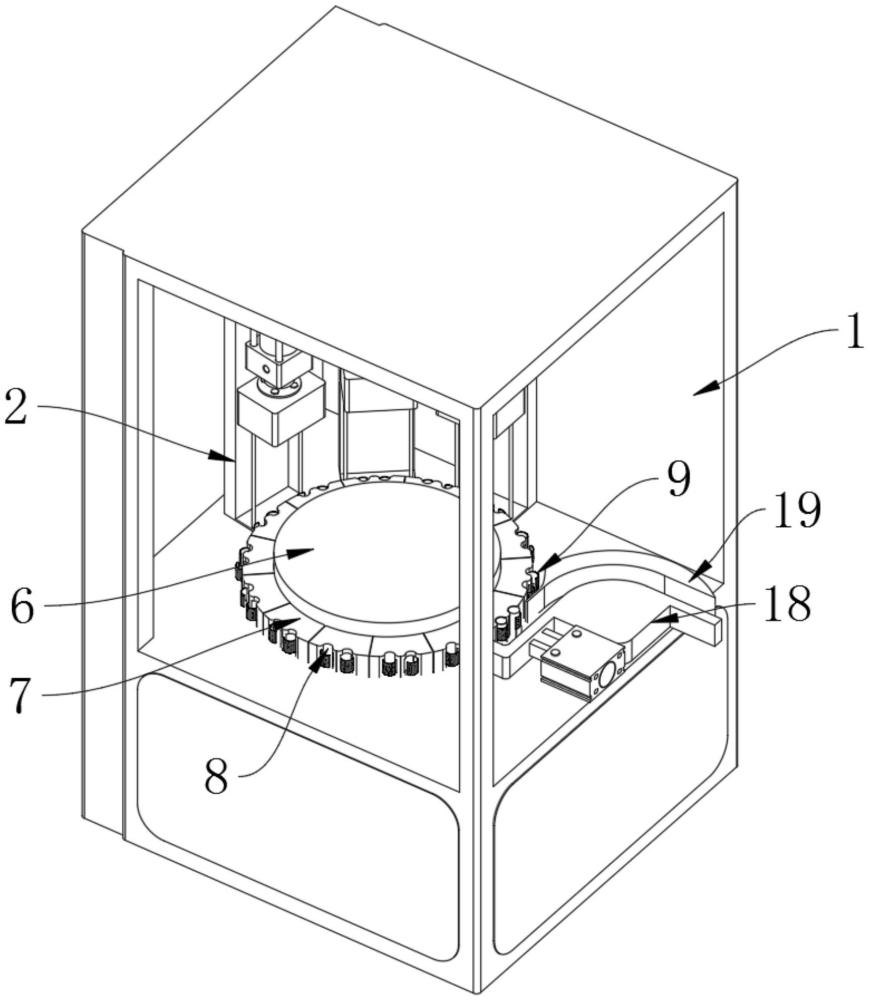
2、为实现上述目的,本实用新型采取的技术方案为:锂电池双焊底机,包括焊接箱,所述焊接箱的中间设置有工作台,所述焊接箱的内部设置有焊接机构的内壁上设置有旋转圆盘,所述旋转圆盘的侧面外壁上设置有弧形定位块,且弧形定位块的侧面开设有半圆形凹槽,所述弧形定位块的内部设置有定位组件,所述旋转圆盘的侧面设置传输机构,且传输机构的一侧设置有弧形导向板。
3、焊接机构,所述气缸的底部设置有焊接器,所述焊接器的底部设置有稳定滑杆。
4、定位组件包括安装耳板,所述安装耳板的底部设置有驱动电机,且安装耳板的顶部设置有旋转柱,所述旋转柱的一端设置有主动齿轮,所述主动齿轮的侧面设置有从动齿条,所述从动齿条的侧面设置有弧形定位板。
5、优选的,所述气缸的顶端通过螺栓连接在焊接箱的顶部内壁上,所述气缸的底部通过螺栓与焊接器连接,且焊接器与气缸对应设置,所述气缸有三组,分别均匀分布在旋转圆盘靠近弧形导向板的一侧,所述气缸与弧形导向板在旋转圆盘的侧面相邻设置,所述焊接器的底部安装有稳定滑杆,且稳定滑杆的底部连接在焊接箱中间的工作台上,且稳定滑杆与焊接器对应设置。
6、优选的,所述弧形定位块远离旋转圆盘的一侧开设有半圆形凹槽,且半圆形凹槽有两个,分别对称分布在弧形定位块的侧面,所述安装耳板有两个,分别对称分布在弧形定位块靠近半圆形凹槽的一侧内壁上,所述安装耳板的底部通过螺栓与驱动电机连接,且驱动电机的输出端与旋转柱传动连接,所述旋转柱连接两个安装耳板,且旋转柱的两端均通过轴承连接两个安装耳板。
7、优选的,所述旋转柱的外壁上卡接有主动齿轮,所述主动齿轮贯穿弧形定位块的内壁,所述弧形定位块靠近主动齿轮的一侧内壁上开设有通槽,且主动齿轮滑动连接在通槽的内部,所述半圆形凹槽的两侧开设有弧形滑槽,且弧形滑槽与通槽相连通,所述弧形滑槽位于弧形定位块的侧壁中间。
8、优选的,所述弧形滑槽的内部滑动连接有弧形定位板,且弧形定位板与弧形滑槽对应设置,所述弧形定位板靠近主动齿轮的一侧固定安装有从动齿条,且从动齿条与主动齿轮相互啮合,所述弧形定位板的两端分别固定连接有限位块,所述弧形定位板与半圆形凹槽对应设置。
9、优选的,所述旋转圆盘的底部安装有电机,且电机连接在焊接箱的内部,所述旋转圆盘与焊接箱传动连接,所述传输机构的底部通过螺栓连接在焊接箱中间的工作台上,且传输机构与旋转圆盘相邻设置,所述传输机构的侧面设置有弧形导向板,且弧形导向板的底部通过螺栓连接在焊接箱中间的工作台上,所述弧形导向板与传输机构之间形成弧形滑轨。
10、优选的,所述传输机构远离弧形导向板的一侧通过螺栓连接有液压缸,且液压缸的活动端安装有顶出块,所述顶出块贯穿传输机构,且顶出块与弧形定位块对应设置,所述顶出块的中间设置有限位板,且限位板的底部滑动连接在焊接箱中间的工作台上。
11、与现有技术相比,本实用新型具有如下有益效果:1、通过设置的多组焊接机构与弧形定位块提高焊接效率,使装置可以同时对六个锂电池的焊接,提高装置的使用便捷度,大大节约了电池焊接所花费的时间,提高生产的产能,调高了生产效益。
12、2、通过设置在弧形定位块中间的定位组件实现对旋转中的电池的定位,通过设置的驱动电机带动主动齿轮旋转,使主动齿轮带动从动齿条与弧形定位板在弧形滑槽的内部滑动,从而使弧形定位板实现对推动到半圆形凹槽内部的锂电池的定位夹持,增加锂电池在旋转过程中的稳定性,防止在旋转的过程中发生偏移,影响焊接效果。
技术特征:1.锂电池双焊底机,包括焊接箱(1),其特征在于:所述焊接箱(1)的中间设置有工作台,所述焊接箱(1)的内部设置有焊接机构(2),且焊接箱(1)的内壁上设置有旋转圆盘(6),所述旋转圆盘(6)的侧面外壁上设置有弧形定位块(7),且弧形定位块(7)的侧面开设有半圆形凹槽(8),所述弧形定位块(7)的内部设置有定位组件(9),所述旋转圆盘(6)的侧面设置传输机构(18),且传输机构(18)的一侧设置有弧形导向板(19);焊接机构(2)包括气缸(3),所述气缸(3)的底部设置有焊接器(4),所述焊接器(4)的底部设置有稳定滑杆(5);定位组件(9)包括安装耳板(10),所述安装耳板(10)的底部设置有驱动电机(11),且安装耳板(10)的顶部设置有旋转柱(12),所述旋转柱(12)的一端设置有主动齿轮(13),所述主动齿轮(13)的侧面设置有从动齿条(14),所述从动齿条(14)的侧面设置有弧形定位板(15)。
2.根据权利要求1所述的锂电池双焊底机,其特征在于:所述气缸(3)的顶端通过螺栓连接在焊接箱(1)的顶部内壁上,所述气缸(3)的底部通过螺栓与焊接器(4)连接,且焊接器(4)与气缸(3)对应设置,所述气缸(3)有三组,分别均匀分布在旋转圆盘(6)靠近弧形导向板(19)的一侧,所述气缸(3)与弧形导向板(19)在旋转圆盘(6)的侧面相邻设置,所述焊接器(4)的底部安装有稳定滑杆(5),且稳定滑杆(5)的底部连接在焊接箱(1)中间的工作台上,且稳定滑杆(5)与焊接器(4)对应设置。
3.根据权利要求1所述的锂电池双焊底机,其特征在于:所述弧形定位块(7)远离旋转圆盘(6)的一侧开设有半圆形凹槽(8),且半圆形凹槽(8)有两个,分别对称分布在弧形定位块(7)的侧面,所述安装耳板(10)有两个,分别对称分布在弧形定位块(7)靠近半圆形凹槽(8)的一侧内壁上,所述安装耳板(10)的底部通过螺栓与驱动电机(11)连接,且驱动电机(11)的输出端与旋转柱(12)传动连接,所述旋转柱(12)连接两个安装耳板(10),且旋转柱(12)的两端均通过轴承连接两个安装耳板(10)。
4.根据权利要求3所述的锂电池双焊底机,其特征在于:所述旋转柱(12)的外壁上卡接有主动齿轮(13),所述主动齿轮(13)贯穿弧形定位块(7)的内壁,所述弧形定位块(7)靠近主动齿轮(13)的一侧内壁上开设有通槽(17),且主动齿轮(13)滑动连接在通槽(17)的内部,所述半圆形凹槽(8)的两侧开设有弧形滑槽(16),且弧形滑槽(16)与通槽(17)相连通,所述弧形滑槽(16)位于弧形定位块(7)的侧壁中间。
5.根据权利要求4所述的锂电池双焊底机,其特征在于:所述弧形滑槽(16)的内部滑动连接有弧形定位板(15),且弧形定位板(15)与弧形滑槽(16)对应设置,所述弧形定位板(15)靠近主动齿轮(13)的一侧固定安装有从动齿条(14),且从动齿条(14)与主动齿轮(13)相互啮合,所述弧形定位板(15)的两端分别固定连接有限位块,所述弧形定位板(15)与半圆形凹槽(8)对应设置。
6.根据权利要求5所述的锂电池双焊底机,其特征在于:所述旋转圆盘(6)的底部安装有电机,且电机连接在焊接箱(1)的内部,所述旋转圆盘(6)与焊接箱(1)传动连接,所述传输机构(18)的底部通过螺栓连接在焊接箱(1)中间的工作台上,且传输机构(18)与旋转圆盘(6)相邻设置,所述传输机构(18)的侧面设置有弧形导向板(19),且弧形导向板(19)的底部通过螺栓连接在焊接箱(1)中间的工作台上,所述弧形导向板(19)与传输机构(18)之间形成弧形滑轨。
7.根据权利要求6所述的锂电池双焊底机,其特征在于:所述传输机构(18)远离弧形导向板(19)的一侧通过螺栓连接有液压缸(20),且液压缸(20)的活动端安装有顶出块(21),所述顶出块(21)贯穿传输机构(18),且顶出块(21)与弧形定位块(7)对应设置,所述顶出块(21)的中间设置有限位板(22),且限位板(22)的底部滑动连接在焊接箱(1)中间的工作台上。
技术总结本技术公开了锂电池双焊底机,涉及锂电池焊接技术领域,包括焊接箱,所述焊接箱的中间设置有工作台,所述焊接箱的内部设置有焊接机构的内壁上设置有旋转圆盘,所述旋转圆盘的侧面外壁上设置有弧形定位块,且弧形定位块的侧面开设有半圆形凹槽,所述弧形定位块的内部设置有定位组件,所述旋转圆盘的侧面设置传输机构,且传输机构的一侧设置有弧形导向板,焊接机构,所述气缸的底部设置有焊接器,所述焊接器的底部设置有稳定滑杆。本技术通过设置的多组焊接机构与弧形定位块提高焊接效率,使装置可以同时对六个锂电池的焊接,提高装置的使用便捷度,大大节约了电池焊接所花费的时间,提高生产的产能,调高了生产效益。技术研发人员:陈景贤,陈惠儿,李雪英受保护的技术使用者:江门市宏力能源有限公司技术研发日:20240105技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/338538.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表