用于儿童玩具车底盘总成的焊接设备的制作方法
- 国知局
- 2024-12-06 12:23:21
本发明涉及焊接设备,具体涉及用于儿童玩具车底盘总成的焊接设备。
背景技术:
1、儿童玩具车是专为儿童设计的玩具,通常具有鲜艳的颜色、丰富的声音以及易于操作的特性,用以吸引儿童的注意力。玩具车不仅是儿童的游乐工具,还可以通过一系列的早教玩法,训练孩子的空间思维、逻辑思维、数感、观察力、颜色匹配以及手眼协调等多种能力,使他们在体验到驾驶的乐趣同时,也能锻炼反应速度和操作技能。
2、玩具车的种类繁多,包括小汽车、火车、卡车、挖掘机、遥控车等,每种车辆都有其独特的特点和功能。近年来,可供儿童驾驶的大型电动汽车逐渐流行,这种儿童玩具车体积小、结构简单,可以看作普通汽车的缩小版,且同样具有完善的动力系统、底盘、车身以及驾控系统。
3、从制造流程上来说,儿童玩具车的生产主要包括零部件的冲压成型、车门板件的防锈喷涂以及结构件的焊接组装等。具体焊接过程来说,其主要工作内容为将冲压得到的底部车架、两侧围板以及车轮护板通过焊接的方式组合固定,从而得到完整的车体底盘。上述焊接操作通常需要在专业的焊接设备上进行,然而,由于焊接过程中涉及到多个形状复杂的焊接部件,且各部件之间并不是简单的一对一焊接,这导致在采用现有的设备进行儿童玩具车的底盘总成焊接时,往往会产生诸多问题,包括:
4、1、不同形状和尺寸的焊接部件会导致夹持定位不便的问题,一方面是由于焊接部件形状和尺寸的多样性使得单一的夹持方式难以满足复杂的夹持需求,另一方面则是各个部件在装夹完毕后,还需要通过移动将焊接部件移至特定位置,与其他焊接部件进行合并对接,这期间容易发生零件进给干涉的问题;焊接部件的夹持定位精度会直接影响焊接质量。
5、2、单一功能的焊接设备无法适应多点位焊接的问题,具体地,在实际的焊接过程中是以底部车架作为焊接基体,将四个车轮护板和两块侧围板分别焊接到底部车架上,并且还需要对车轮护板和侧围板进行单独的焊接固定,从焊点的分布上来说,为增加焊接强度,也通常会在侧围板的内外两侧设置多个焊点,上述焊接需求都会不同程度上增加焊接难度,使得在焊接过程中需要频繁地对焊接设备进行技术调整,降低了焊接效率、影响焊接效果。
6、3、焊接前后底盘上下料输送不便的问题,具体地,由于焊接前进行上料的都是零散的焊接部件,而焊接后需要下料的则是焊接成型的整体底盘,即焊接前后底盘会发生形态改变,这种改变会直接影响到上下料输送过程,使得上料输送方式难以适用于下料输送,破坏上下料输送的连续性。
7、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、针对现有技术中的缺陷,本发明提供用于儿童玩具车底盘总成的焊接设备,用以解决传统技术中的焊接设备在用于儿童玩具车的底盘焊接总成时,存在的不同形状和尺寸的焊接部件导致夹持定位不便,影响焊接质量、单一功能的焊接设备无法适应多点位焊接,降低了焊接效率以及焊接前后底盘上下料方式通用性差,破坏焊接输送的连续性等问题。
2、为实现上述目的,本发明提供如下技术方案:
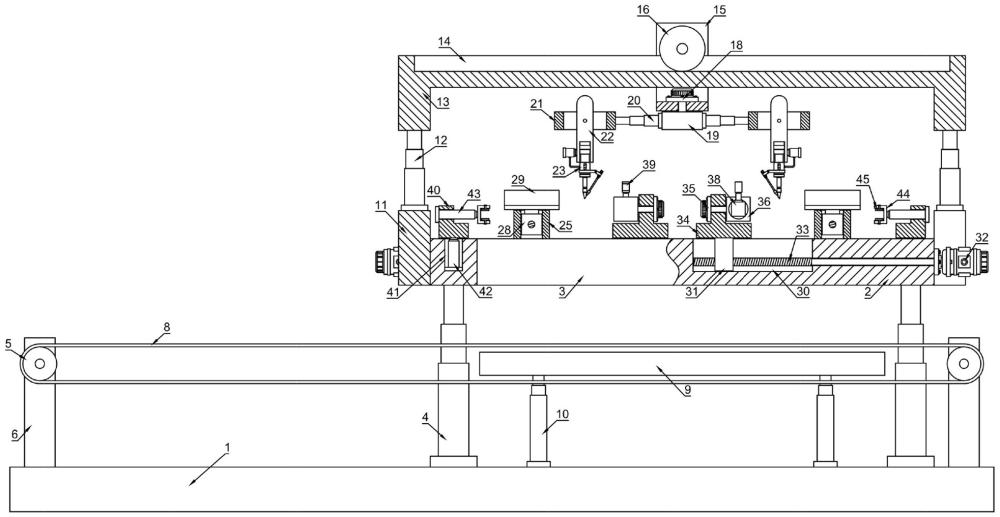
3、用于儿童玩具车底盘总成的焊接设备,包括支撑地台,所述支撑地台为水平设置的方形台,所述支撑地台上方升降设有焊接工作台,所述焊接工作台为水平设置的方形台,所述支撑地台上沿横向设有上下料输送组件,所述焊接工作台上分别设有多点位焊接组件、车轮护板装夹组件、侧围板装夹组件和车架定位组件。
4、作为一种优化的方案,所述焊接工作台的上表面中部开设有方形的升降连通口,所述支撑地台的上表面一侧固接有四个两两对称的液压伸缩缸,所述液压伸缩缸的上部伸缩端固接至所述焊接工作台的下表面。
5、作为一种优化的方案,所述多点位焊接组件包括两个对称设置的固定底座,两个所述固定底座分别固接在所述焊接工作台的两个横向外端面中心处,每个所述固定底座的上表面分别固接有竖向的伸缩气缸。
6、作为一种优化的方案,所述多点位焊接组件还包括滑动限位架,所述滑动限位架为开口朝下的u型架,所述伸缩气缸的上部伸缩端固接至所述滑动限位架竖直部分的下端面。
7、作为一种优化的方案,所述滑动限位架的上表面开设有横向延伸的限位滑槽,所述滑动限位架上套设有u型滑框,所述u型滑框的上部转动设有驱动滑轮,所述驱动滑轮的下端与所述限位滑槽的底面相抵,所述u型滑框的纵向外侧壁上固接有步进电机,所述步进电机的输出轴末端穿过所述u型滑框并固接至所述驱动滑轮的侧端面。
8、作为一种优化的方案,所述u型滑框的内底面中心处固接有转向驱动电机,所述转向驱动电机的输出轴末端向下穿过所述u型滑框并固接有方形转向座,所述方形转向座的每个横向外端面上分别固接有水平的延展伸缩缸,所述延展伸缩缸的伸缩末端固接有摆动限位框,所述摆动限位框为上下开口的方形框,每个所述摆动限位框内分别设有焊接摆臂,所述焊接摆臂的下端固定有自动焊枪。
9、作为一种优化的方案,所述摆动限位框的纵向侧端面上固接有摆动驱动电机,所述摆动驱动电机的输出轴末端穿过所述摆动限位框并固接至所述焊接摆臂的侧端面。
10、作为一种优化的方案,上下料输送组件包括两个纵向延伸的输送转辊,两个所述输送转辊沿横向设于所述支撑地台的两端,每个所述输送转辊的纵向两侧分别设有竖向的输送夹板,所述输送转辊转动安装在两块所述输送夹板之间,所述输送夹板的靠近上端的外侧壁上固接有输送驱动电机,所述输送驱动电机的输出轴末端穿过所述输送夹板并固接至所述输送转辊的侧端面。
11、作为一种优化的方案,两个所述输送转辊之间套设有输送带,所述输送带设于所述焊接工作台的下方并正对所述升降连通口设置。
12、作为一种优化的方案,所述上下料输送组件还包括两块对称设置的水平托板,所述水平托板为横向延伸的条形板,两块所述水平托板升降设于所述升降连通口内,两块所述水平托板分设于所述输送带纵向两侧,所述支撑地台的上表面对应每块所述水平托板分别固接有两个横向对称的升降伸缩缸,所述升降伸缩缸的上部伸缩端固接至所述水平托板的下表面。
13、作为一种优化的方案,所述车轮护板装夹组件包括四个两两对称的装夹导向框,所述装夹导向框为纵向延伸、上下开口的方形框,所述装夹导向框的下端固接在所述焊接工作台的上表面上。
14、作为一种优化的方案,每个所述装夹导向框的纵向外端面上分别固接有转动驱动电机,所述转动驱动电机的输出轴末端穿过所述装夹导向框并固接有纵向延伸的驱动螺纹杆。
15、作为一种优化的方案,每个所述装夹导向框内分别卡装设有方形滑座,所述驱动螺纹杆穿过并螺纹连接于所述方形滑座,每个所述方形滑座的上端面上分别固接有车轮护板夹座。
16、作为一种优化的方案,所述焊接工作台的上表面开设有四个两两对称的滑动限位槽,每个所述滑动限位槽内分别滑动卡装有驱动滑块,所述焊接工作台的横向外端面上对应每个所述滑动限位槽分别固接有滑动驱动电机,每个所述滑动驱动电机的输出轴末端分别延伸至所述滑动限位槽内并固接有横向延伸的螺纹丝杠,所述螺纹丝杠穿过并螺纹连接于对应的所述驱动滑块。
17、作为一种优化的方案,所述侧围板装夹组件包括四个t型移动座,四个所述t型移动座分别固接在四个所述驱动滑块上,每个所述t型移动座的横向外端面上分别固接有翻转驱动电机,所述翻转驱动电机的输出轴末端穿过所述t型移动座并固接有翻转夹持座,所述翻转夹持座的纵向侧端面上固接有夹持伸缩缸,所述夹持伸缩缸的伸缩末端固接有方形中转座,所述方形中转座的上表面伸缩设有侧围板夹座。
18、作为一种优化的方案,所述车架定位组件包括四个两两对称的l型定位座,四个所述l型定位座分设于所述滑动限位架的纵向两侧,所述焊接工作台的上表面对应每个所述l型定位座分别开设有连通凹槽,每个所述连通凹槽内分别固接有竖直伸缩缸,所述竖直伸缩缸的上部伸缩端固接至所述l型定位座的下表面。
19、作为一种优化的方案,每个所述l型定位座上分别固接有水平伸缩缸,所述水平伸缩缸的伸缩末端固接有车架夹持座,所述车架夹持座内伸缩设有两块上下对称的定位夹板。
20、与现有技术相比,本发明的有益效果是:
21、本发明中分别设置了分别用于底部车架、侧围板和车轮护板夹持定位的车架定位组件、侧围板装夹组件和车轮护板装夹组件,各组件在进行各自焊接组件的装夹时独立运作、互不干涉,且能够在各焊接组件装夹完毕后通过伸缩或移动等驱动方式将多个焊接部件组合在一起,以便于后续焊接过程的精准定位,进而提高焊接质量;具体地,车架定位组件主要通过横向对称设置的四个车架夹持座从两侧对底部车架进行夹装固定,并通过控制竖直伸缩缸伸缩来调整底部车架的夹装高度,侧围板夹装组件则是分别通过位于同侧的两个侧围板夹座来对侧围板进行夹持,并通过翻转驱动电机的驱动,使得水平装夹的侧围板转换为竖直焊接状态,车轮护板装夹组件则主要通过四个车轮护板夹持座来对四块车轮护板进行装夹上料,并通过驱动车轮护板夹持座纵向移动来使车轮护板对接卡装到底部车架上。
22、本发明中设置的多点位焊接组件可通过滑动、伸缩、转向以及摆动等调节操作来实现对于多个焊接部件、不同点位的适应性焊接,并在不改变焊接部件夹持状态的前提下实现对于侧围板内外两侧的多点位焊接,从而大大提高了焊接效率。具体地,多点位焊接组件包括升降设置的滑动限位架,滑动限位架上套设有横向滑动的u型滑框,通过驱动u型滑框沿滑动限位架滑动可实现多个焊接点位的精准定位,u型滑框下端转动设有方形转向座,方形转向座的两侧伸缩设有摆动限位框,摆动限位框内摆动设有焊接摆臂,焊接摆臂的下端固定有自动焊枪,通过摆动驱动电机驱动焊接摆臂摆动,可对起焊角度进行调节,而通过控制延展伸缩缸伸缩驱动摆动限位框移动,则可实现对侧围板内外两侧、不同位置的焊接切换。
23、本发明中设置的上下料输送组件可实现底部车架的上料输送以及焊接底盘的下料输送,并通过保持输送过程的连续性来提高焊接部件的输送效率,其中,上下料横向输送主要是通过输送驱动电机带动输送转辊转动、输送转辊再驱动输送带循环滚动来实现的,进一步地,在底部车架输送至特定部位后,通过控制升降伸缩缸伸长,分别驱动两块水平托板上升,可将底部车架整体向上顶起,使其脱离输送带并逐渐穿过升降连通口转移至焊接工作台上方进行焊接加工;同理,焊接完毕后,各夹持机构松开对于整体底盘的夹持,通过控制升降伸缩缸回缩、液压伸缩缸伸长,可将焊接完毕的底盘总成再次转移到输送带上,并进行横向下料输送。
本文地址:https://www.jishuxx.com/zhuanli/20241204/341082.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表