轧辊粗糙度的预测方法、设备、存储介质及程序产品与流程
- 国知局
- 2024-12-06 12:21:47
本申请属于冷轧连轧机,尤其涉及一种轧辊粗糙度的预测方法、设备、存储介质及程序产品。
背景技术:
1、在冷连轧轧制过程中,轧辊的粗糙度会随着轧制里程的增加而衰减,而轧辊的粗糙度对摩擦系数的计算精度有重要影响,进而会通过摩擦系数影响轧制力和前滑值的计算精度。
2、传统的轧辊粗糙度的测算方法,是测量轧制的带钢的表面粗糙度,通过轧辊与带钢表面粗糙度转印规律推测轧辊粗糙度,该方法得到的轧辊粗糙度的精度因受带钢表面粗糙度测量和转印规律准确性的影响,容易出现精度不高的问题。
技术实现思路
1、本申请的实施例提供了一种轧辊粗糙度的预测方法、设备、存储介质及程序产品,进而至少在一定程度上可以提高冷轧连轧机的轧辊粗糙度的预测精度。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
3、根据本申请实施例的第一方面,提供了一种轧辊粗糙度的预测方法,包括:
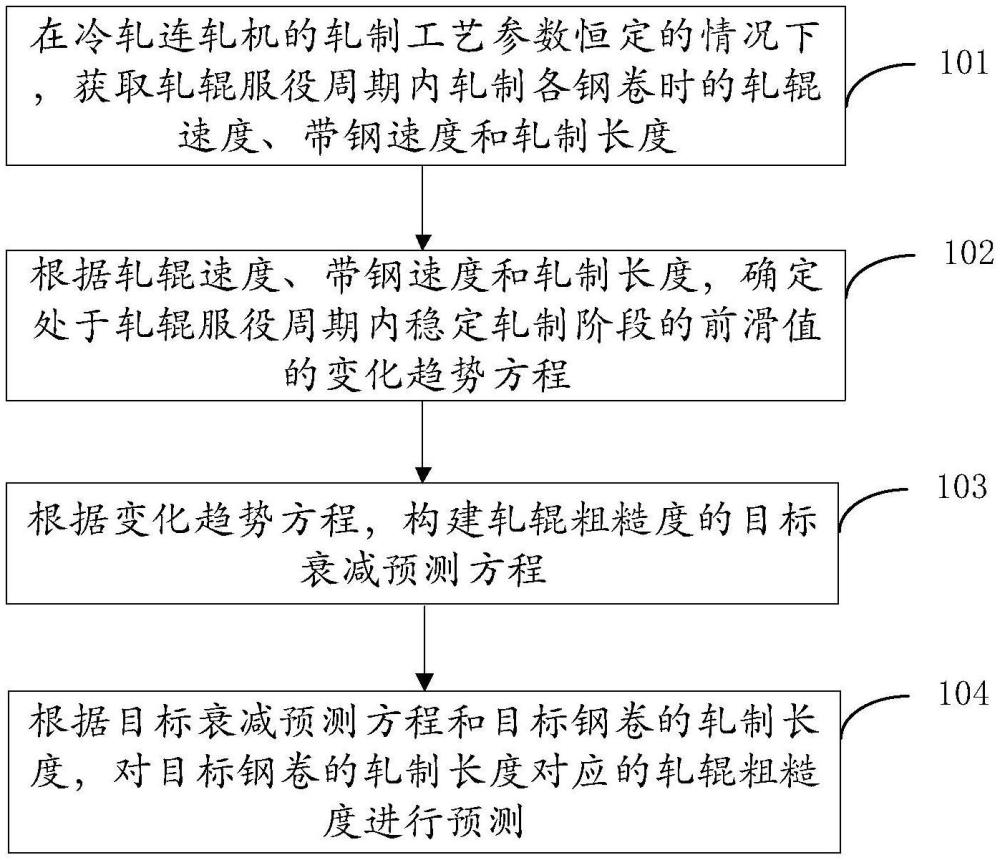
4、在冷轧连轧机的轧制工艺参数恒定的情况下,获取轧辊服役周期内轧制各钢卷时的轧辊速度、带钢速度和轧制长度;
5、根据所述轧辊速度、所述带钢速度和所述轧制长度,确定处于所述轧辊服役周期内稳定轧制阶段的前滑值的变化趋势方程;
6、根据所述变化趋势方程,构建轧辊粗糙度的目标衰减预测方程;
7、根据所述目标衰减预测方程和目标钢卷的轧制长度,对所述目标钢卷的轧制长度对应的轧辊粗糙度进行预测。
8、在一些实施例中,所述根据所述变化趋势方程,构建轧辊粗糙度的目标衰减预测方程,包括:
9、对所述变化趋势方程进行求导计算,得到轧辊粗糙度的衰减速率;
10、根据所述衰减速率,构建轧辊粗糙度的初始衰减预测方程;
11、根据所述轧辊服役周期对应的上机轧辊粗糙度、下机轧辊粗糙度和所述各钢卷的轧制长度对所述初始衰减预测方程的系数进行求解,以得到所述轧辊粗糙度的目标衰减预测方程。
12、在一些实施例中,所述轧辊服役周期为所述各钢卷对应的轧制周期之和,所述根据所述轧辊速度、所述带钢速度和所述轧制长度,确定处于所述轧辊服役周期内稳定轧制阶段的前滑值的变化趋势方程,包括:
13、根据所述轧辊速度和所述带钢速度,确定各钢卷的前滑值;
14、根据所述各钢卷的前滑值,确定所述各钢卷在对应轧制周期内稳定轧制阶段的前滑平均值;
15、根据所述各钢卷的轧制长度,确定所述冷轧连轧机在所述各钢卷对应的稳定轧制阶段的轧制里程;
16、将各钢卷在对应轧制周期内稳定轧制阶段的前滑平均值和所述冷轧连轧机在所述各钢卷对应的稳定轧制阶段的轧制里程进行拟合和回归,得到所述前滑值的变化趋势方程。
17、在一些实施例中,所述根据所述各钢卷的前滑值,确定所述各钢卷在对应轧制周期内稳定轧制阶段的前滑平均值,包括:
18、针对每一钢卷,从所述钢卷的前滑值中筛选出轧辊速度持续最高时对应的前滑值;
19、将筛选出的前滑值的平均值,确定为所述钢卷在对应轧制周期内稳定轧制阶段的前滑平均值。
20、在一些实施例中,所述根据所述各钢卷的轧制长度,确定所述冷轧连轧机在所述各钢卷对应的稳定轧制阶段的轧制里程,包括:
21、针对每一钢卷,将所述钢卷至第一个钢卷的轧制长度之和,确定为所述冷轧连轧机在所述钢卷对应的稳定轧制阶段的轧制里程。
22、在一些实施例中,所述根据所述目标衰减预测方程和目标钢卷的轧制长度,对所述目标钢卷的轧制长度对应的轧辊粗糙度进行预测,包括:
23、根据所述目标钢卷的轧制长度,确定所述冷轧连轧机的轧制里程;
24、将所述冷轧连轧机的轧制里程带入所述目标衰减预测方程,得到所述目标钢卷的轧制长度对应的轧辊粗糙度。
25、在一些实施例中,所述轧制工艺参数包括:道次压下率、最高轧辊速度、前张力、后张力、机架出口厚度、乳化液信息、钢卷的钢种和规格。
26、根据本申请实施例的第二方面,提供了一种轧辊粗糙度的预测设备,包括处理器和存储器,所述存储器存储有能够被所述处理器执行的计算机程序指令,所述处理器执行所述计算机程序指令时,实现如上述第一方面任一项所述的方法的步骤。
27、根据本申请实施例的第三方面,提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机程序指令,所述计算机程序指令被处理器执行时,促使所述处理器实现如上述第一方面任一项所述的方法的步骤。
28、根据本申请实施例的第四方面,提供了计算机程序产品,包括计算机程序,所述计算机程序产品被处理器执行时,促使所述处理器实现如上述第一方面任一项所述的方法的步骤。
29、在本申请中,通过在冷轧连轧机的轧制工艺参数恒定的情况下,获取轧辊服役周期内轧制各钢卷时的轧辊速度、带钢速度和轧制长度;根据轧辊速度、带钢速度和轧制长度,确定处于轧辊服役周期内稳定轧制阶段的前滑值的变化趋势方程;根据变化趋势方程,构建轧辊粗糙度的目标衰减预测方程;根据目标衰减预测方程和目标钢卷的轧制长度,对目标钢卷的轧制长度对应的轧辊粗糙度进行预测。其中,通过构建轧辊粗糙度的目标衰减预测方程,可以对目标钢卷在任意轧制长度时对应的轧辊粗糙度进行预测,轧辊粗糙度的预测不受带钢表面粗糙度测量和转印规律准确性的影响,具有较高的精度。
30、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:1.一种轧辊粗糙度的预测方法,其特征在于,包括:
2.根据权利要求1所述的轧辊粗糙度的预测方法,其特征在于,所述根据所述变化趋势方程,构建轧辊粗糙度的目标衰减预测方程,包括:
3.根据权利要求2所述的轧辊粗糙度的预测方法,其特征在于,所述轧辊服役周期为所述各钢卷对应的轧制周期之和,所述根据所述轧辊速度、所述带钢速度和所述轧制长度,确定处于所述轧辊服役周期内稳定轧制阶段的前滑值的变化趋势方程,包括:
4.根据权利要求3所述的轧辊粗糙度的预测方法,其特征在于,所述根据所述各钢卷的前滑值,确定所述各钢卷在对应轧制周期内稳定轧制阶段的前滑平均值,包括:
5.根据权利要求3所述的轧辊粗糙度的预测方法,其特征在于,所述根据所述各钢卷的轧制长度,确定所述冷轧连轧机在所述各钢卷对应的稳定轧制阶段的轧制里程,包括:
6.根据权利要求3所述的轧辊粗糙度的预测方法,其特征在于,所述根据所述目标衰减预测方程和目标钢卷的轧制长度,对所述目标钢卷的轧制长度对应的轧辊粗糙度进行预测,包括:
7.根据权利要求1至6中任一项所述的轧辊粗糙度的预测方法,其特征在于,所述轧制工艺参数包括:道次压下率、最高轧辊速度、前张力、后张力、机架出口厚度、乳化液信息、钢卷的钢种和规格。
8.一种轧辊粗糙度的预测设备,包括处理器和存储器,其特征在于,所述存储器存储有能够被所述处理器执行的计算机程序指令,所述处理器执行所述计算机程序指令时,实现如权利要求1至7中任一所述的方法的步骤。
9.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有计算机程序指令,所述计算机程序指令被处理器执行时,促使所述处理器实现如权利要求1至7任一项所述的方法的步骤。
10.一种计算机程序产品,包括计算机程序,其特征在于,所述计算机程序产品被处理器执行时,促使所述处理器实现如权利要求1至7任一项所述的方法的步骤。
技术总结本申请公开了一种轧辊粗糙度的预测方法、设备、存储介质及程序产品,该方法包括:在冷轧连轧机的轧制工艺参数恒定的情况下,获取轧辊服役周期内轧制各钢卷时的轧辊速度、带钢速度和轧制长度;根据轧辊速度、带钢速度和轧制长度,确定处于轧辊服役周期内稳定轧制阶段的前滑值的变化趋势方程;根据变化趋势方程,构建轧辊粗糙度的目标衰减预测方程;根据目标衰减预测方程和目标钢卷的轧制长度,对目标钢卷的轧制长度对应的轧辊粗糙度进行预测。其中,通过构建轧辊粗糙度的目标衰减预测方程,可以对目标钢卷在任意轧制长度时对应的轧辊粗糙度进行预测,轧辊粗糙度的预测不受带钢表面粗糙度测量和转印规律准确性的影响,具有较高的精度。技术研发人员:刘利,马家骥,刘玉金,胡志远,游学昌,李硕,刘海超,张保磊,赵彦东,陈明瑞,刘超受保护的技术使用者:首钢智新电磁材料(迁安)股份有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340918.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表