用于数控加工板料的快速定位装夹方法与流程
- 国知局
- 2024-12-06 12:21:12
本发明属于数控加工制造,具体涉及用于数控加工板料的快速定位装夹方法。
背景技术:
1、工件尺寸不大于400×400mm之小型数控机加件,数控加工前毛坯的装夹一般采用压板+m16螺栓的压紧方式,操作者手动拧扳手的方式完成。
2、存在的问题:如图1所示,压板、螺栓、支撑块的选择,螺栓拧紧力度依赖操作者个人经验,要求操作者具有较高技能;手动拧扳手,效率低,单个螺栓拧紧时间15~30s;压板压在毛坯上方,螺栓拧紧后其上端高于毛坯厚度,加工时存在潜在的碰撞、干涉风险;工件毛坯装夹位置具有一定随意性。
技术实现思路
1、本发明的目的在于提供用于数控加工板料的快速定位装夹方法,解决了现有工件装夹方式加工效率低及质量差的问题。
2、本发明所采用的技术方案是:用于数控加工板料的快速定位装夹方法,包括以下步骤:
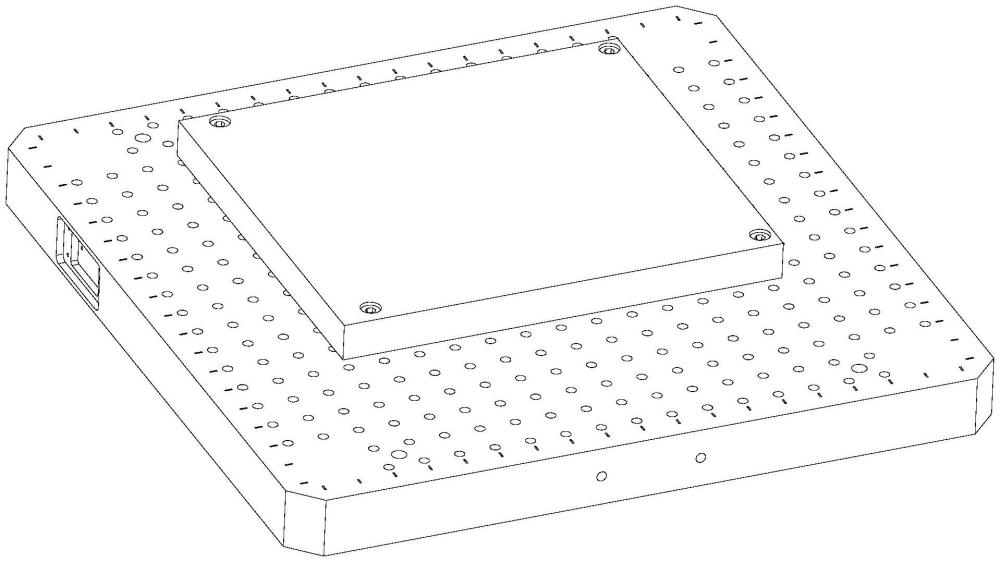
3、步骤1、将上表面阵列开设螺纹孔的托盘装夹在机床台面上,托盘边沿对应每行及每列螺纹孔的孔位均制有坐标标识;
4、步骤2、在工件毛坯四角制与托盘上螺纹孔相对应的沉头通过孔;
5、步骤3、以沉头螺栓穿过沉头通过孔后,与工件毛坯下方的托盘螺纹孔螺接后压紧工件毛坯,同时完成工件毛坯初定位;
6、步骤4、利用机床探针分别检查托盘与工件毛坯,确认托盘上表面和工件毛坯上表面均与机床台面平行,之后设置工件毛坯的加工原点,利用探针进行工件毛坯找正,确认工件加工坐标系。
7、本发明的特点还在于,
8、相邻两个沉头通过孔的间距为相邻两个螺纹孔间距的整数倍。
9、托盘上的螺纹孔底孔为盲孔,盲孔内同轴镶嵌有内径与沉头通过孔内径相适应的钢丝螺套。
10、步骤3中采用电动扳手拧紧沉头螺栓。
11、加工不大于400×400mm的板料时采用m8沉头螺栓。
12、本发明的有益效果是:本发明的用于数控加工板料的快速定位装夹方法,通过上表面阵列开设螺纹孔且对应螺纹孔制有坐标标识的专用托盘进行工件的初定位与压紧,利于实现工件快速定位,提高加工效率;并且坐标标识也利于提高定位精度,压紧后沉头螺栓略低于工件上表面,不存在碰撞、干涉风险,从而提升了工件加工质量和安全性。
技术特征:1.用于数控加工板料的快速定位装夹方法,其特征在于,包括以下步骤:
2.如权利要求1所述的用于数控加工板料的快速定位装夹方法,其特征在于,相邻两个所述沉头通过孔的间距为相邻两个螺纹孔间距的整数倍。
3.如权利要求1所述的用于数控加工板料的快速定位装夹方法,其特征在于,所述托盘上的螺纹孔底孔为盲孔,盲孔内同轴镶嵌有内径与沉头通过孔内径相适应的钢丝螺套。
4.如权利要求1所述的用于数控加工板料的快速定位装夹方法,其特征在于,所述步骤3中采用电动扳手拧紧沉头螺栓。
5.如权利要求1所述的用于数控加工板料的快速定位装夹方法,其特征在于,加工不大于400×400mm的板料时采用m8沉头螺栓。
技术总结本发明公开的用于数控加工板料的快速定位装夹方法,将上表面阵列开设螺纹孔的托盘装夹在机床台面上,托盘边沿对应每行及每列螺纹孔的孔位均制有坐标标识;在工件毛坯四角制与托盘上螺纹孔相对应的沉头通过孔;以沉头螺栓穿过沉头通过孔后,与工件毛坯下方的托盘螺纹孔螺接后压紧工件毛坯,同时完成工件毛坯初定位;利用探针进行工件毛坯找正。本发明通过上表面阵列开设螺纹孔且对应螺纹孔制有坐标标识的专用托盘进行工件的初定位与压紧,利于实现工件快速定位,提高加工效率;并且坐标标识也利于提高定位精度,压紧后沉头螺栓略低于工件上表面,不存在碰撞、干涉风险,从而提升了工件加工质量和安全性。技术研发人员:何亿,王呈祥,邹华伦,刘永涛,肖亮,彭坤坤,谢浩炜,梁斌,王霄,朱琴受保护的技术使用者:中航西飞汉中航空零组件制造有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340835.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表