一种汽车轮毂铝合金轮圈钢套压入装置的制作方法
- 国知局
- 2024-12-06 12:20:31
本发明涉及汽车轮毂加工,具体为一种汽车轮毂铝合金轮圈钢套压入装置。
背景技术:
1、轮毂,别名轮圈,即轮胎内廓用以支撑桶形、中心装配在轴上的部件,在轮毂制作工艺中,铝合金轮圈与钢套的压入是一个关键步骤,这一过程通常通过专门的压入机完成,以实现高效、精准的压入操作,压入时需要把钢套放入到轮毂孔内,但在实际操作中常会发生表面油漆打花和钢套敲歪、甚至出现错装与漏装等问题。
2、经检索,公开号为cn108673102b的发明专利公开了汽车轮毂铝合金轮圈钢套压入机,通过从动齿轮上第一螺纹杆的转动,带动两个螺纹套筒在套筒内移动,从而实现了对工作台高度的调节;通过转柄带动转杆上第一锥齿轮转动,从而带动第二锥齿轮上第二螺纹杆的转动,带动密封塞滑动,控制几个不同的通孔与通道的配合,进而调节油的流量。
3、上述文件中,通过改变调节油的流量对钢套与轮圈压入时进行润滑,而需要保证钢套与轮圈上的螺栓孔孔位一致,这通常需要多次对准调试,这就造成压入效率低,导致产量不高;并且轮圈以及钢套的装入是通过人工或者机械放入,在这个过程中需要一个一个的放入,效率低。
技术实现思路
1、本发明的目的在于提供了一种汽车轮毂铝合金轮圈钢套压入装置,以解决上述背景技术中提到的问题。
2、本发明主要解决的问题:
3、在放入轮圈以及钢套时,需要保证钢套与轮圈上的螺栓孔孔位一致,这需要多次对准调试,导致压入效率低;
4、现有的轮圈以及钢套的装入是通过人工或者机械放入,在这个过程中需要一个一个的放入。
5、本发明可以通过以下技术方案实现:
6、一种汽车轮毂铝合金轮圈钢套压入装置,包括压入腔室,所述压入腔室的一侧表面连接有用于输入和输出工件的料架,且压入腔室的外表面由上下至下依次设有进料口一和进料口二,所述压入腔室的内部转动安装有转动盘,所述转动盘的表面设置有若干个对轮圈定位的夹具组件,所述压入腔室的内壁面靠近进料口一的上方安装有上块板,所述上块板的下方安装有与进料口一顶面齐平并对钢套支撑的下块板,且上块板的下表面安装有对钢套角度校正的偏转按压组件,所述下块板的顶面远离进料口一的一侧安装有弧形结构的封堵板,且下块板的内部适配安装有支撑组件;
7、所述偏转按压组件包括安装在上块板底面上的激光传感器,所述上块板的下方升降安装有对钢套按压的压环块,所述上块板的顶面安装有两个推进气缸,所述压环块的顶面两侧均与推进气缸的推动端固定,所述压环块的顶面中部固定有固定杆,所述压环块的表面上对称贯穿设有两个限位弧槽,所述固定杆的底面中部安装有伺服电机,所述伺服电机的驱动端安装有在限位弧槽内滑动的安装座,所述安装座的底面设置有两个驱动槽,每个所述驱动槽的内部均转动安装有由双轴电机驱动的双向丝杠,每个所述双向丝杠的外部均螺纹套接有沿着驱动槽限位滑动并与钢套外部紧密接触的夹板。
8、本发明的进一步技术改进在于:所述支撑组件包括设在下块板上的落料槽,所述落料槽用于钢套的下落,所述落料槽的两侧内壁面均向内设有复位腔,每个所述复位腔的内部均安装有行程气缸,每个所述行程气缸的推动端均固定连接有支撑块,两个支撑块的端部插接设置。
9、本发明的进一步技术改进在于:每个所述夹具组件均包括两个长短不一的夹爪部,所述夹爪部远离进料口二的一侧设置有与轮圈外表面接触的贴合块,所述贴合块倾斜设置。
10、本发明的进一步技术改进在于:所述转动盘的表面上设有滑移槽,且转动盘的底面上邻近滑移槽的一侧安装有推料气缸,所述滑移槽的内部滑动安装有推块,所述推块的顶端与贴合块的底面固定。
11、本发明的进一步技术改进在于:所述料架的内壁靠近进料口二和进料口一的端部均设置有对轮圈以及钢套引导的引导板,所述夹爪部的端部邻近引导板的末端。
12、本发明的进一步技术改进在于:所述压入腔室的内腔底部位于转动盘的下方固定设置有固定板,所述固定板的底面上安装有往复定位气缸,且固定板的底面中部安装有驱动转动盘转动的旋转电机,所述转动盘的下表面边缘处安装有若干个定位筒,若干个定位筒呈环形设置,所述往复定位气缸的推动端固定有插入至定位筒内部的插块。
13、本发明的进一步技术改进在于:所述进料口一和进料口二在同一竖直平面,所述压入腔室的外表面位于进料口二的一侧设有出料口,所述进料口二与出料口关于料架的中线呈对称设置,所述料架上设置有与进料口一、进料口二以及出料口表面齐平的输料带,所述进料口二和进料口一开口一侧输料带与出料口开口一侧输料带的运动方向相反。
14、本发明的进一步技术改进在于:所述压入腔室的内部设置有将钢套压入到轮圈内的压板,压板由压入腔室顶部的液压油缸驱动,且压板靠近出料口的端部。
15、与现有技术相比,本发明具备以下有益效果:
16、1、首先轮圈由进料口二进入到转动盘中的夹具组件内,利用夹具组件对轮圈固定,而后钢套则由上方的进料口一进入,由于激光传感器事先已经对轮圈的信息进行扫描,生成轮圈的三维图像,钢套由进料口一进入直至与封堵板的内壁面接触,由支撑组件对钢套辅助支撑,之后通过双向丝杠的驱动使得对应的夹板将钢套夹持固定,利用激光传感器再次发出激光束并扫描轮圈的表面(包括螺栓孔),识别出的螺栓孔与轮圈的螺栓孔孔位比对,根据比对结果,存在差异的情况下,自动控制伺服电机驱动安装座在限位弧槽中旋转转动,进而改变钢套的放置角度,调整钢套与轮圈压入的角度,实现自动对准,提高压入精度,降低压入误差,进而提升压入质量,压入时,由两个推进气缸同步向下推动压环块按压钢套,此时的支撑组件打开,方便钢套的压入动作,当钢套与轮圈压入后,转动盘逆时针旋转转动90度,依次将剩下的夹具组件内装入轮圈,并初步压装钢套,直至转动盘转动270度至出料口的位置时,开始进行压入,压入结束后,逆时针转动90度,压入位置再次到达进料口一和进料口二的位置,实现周期循环,提升钢套与轮圈的压入效率,自动化程度高;
17、2、轮圈通过进料口二进入后与贴合块贴合接触,由于长短不一的夹爪部邻近引导板的末端,轮圈和钢套顺利进入到夹具组件以及封堵板的内侧,从而方便对钢套以及轮圈的初步压入,然后利用夹爪部对轮圈固定,保证轮圈与钢套压入时的稳定;
18、3、转动盘每次装入轮圈时均逆时针转动90度,此时往复定位气缸开始工作,即往复定位气缸的伸长端推动插块进入对应的定位筒内,从而对转动盘的位置限位固定,避免发生晃动现象,进一步提升钢套在压入轮圈时的稳定性,避免存在压入误差。
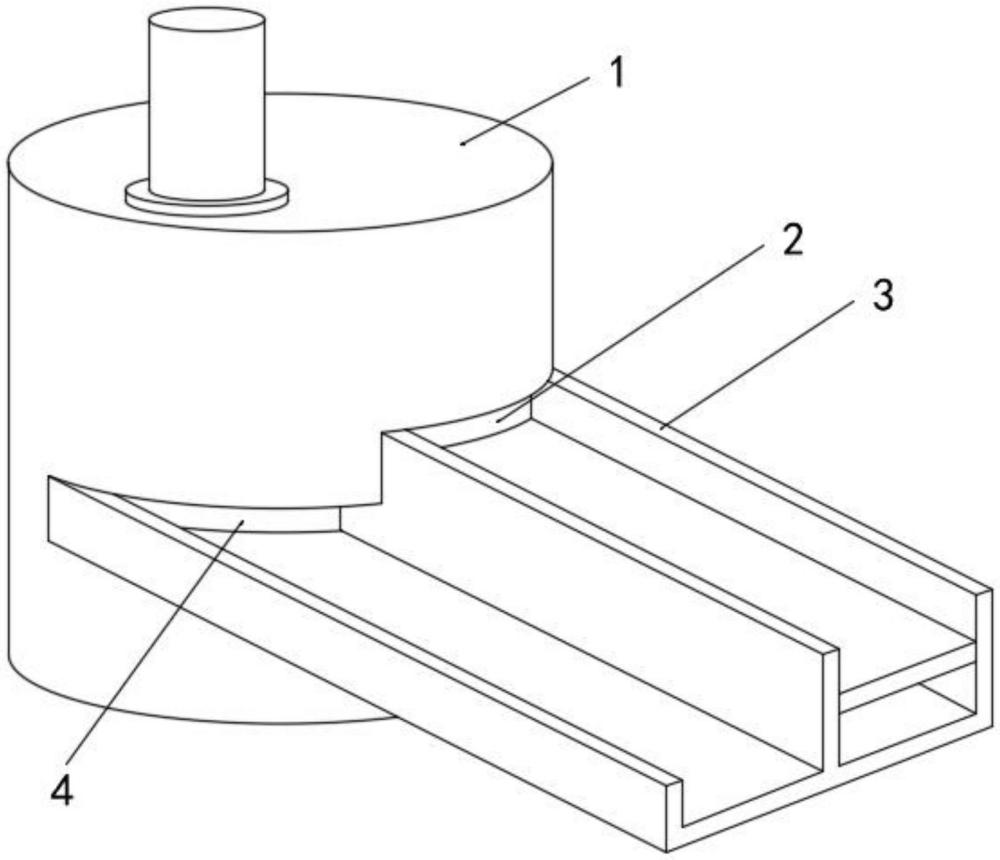
技术特征:1.一种汽车轮毂铝合金轮圈钢套压入装置,包括压入腔室(1),其特征在于:所述压入腔室(1)的一侧表面连接有用于输入和输出工件的料架(3),且压入腔室(1)的外表面由上下至下依次设有进料口一(2)和进料口二(5),所述压入腔室(1)的内部转动安装有转动盘(7),所述转动盘(7)的表面设置有若干个对轮圈定位的夹具组件,所述压入腔室(1)的内壁面靠近进料口一(2)的上方安装有上块板(14),所述上块板(14)的下方安装有与进料口一(2)顶面齐平并对钢套支撑的下块板(16),且上块板(14)的下表面安装有对钢套角度校正的偏转按压组件,所述下块板(16)的顶面远离进料口一(2)的一侧安装有弧形结构的封堵板(15),且下块板(16)的内部适配安装有支撑组件;
2.根据权利要求1所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述支撑组件包括设在下块板(16)上的落料槽(17),所述落料槽(17)用于钢套的下落,所述落料槽(17)的两侧内壁面均向内设有复位腔(28),每个所述复位腔(28)的内部均安装有行程气缸(29),每个所述行程气缸(29)的推动端均固定连接有支撑块(18),两个支撑块(18)的端部插接设置。
3.根据权利要求1所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,每个所述夹具组件均包括两个长短不一的夹爪部(9),所述夹爪部(9)远离进料口二(5)的一侧设置有与轮圈外表面接触的贴合块(8),所述贴合块(8)倾斜设置。
4.根据权利要求3所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述转动盘(7)的表面上设有滑移槽(24),且转动盘(7)的底面上邻近滑移槽(24)的一侧安装有推料气缸(25),所述滑移槽(24)的内部滑动安装有推块(26),所述推块(26)的顶端与贴合块(8)的底面固定。
5.根据权利要求3所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述料架(3)的内壁靠近进料口二(5)和进料口一(2)的端部均设置有对轮圈以及钢套引导的引导板(6),所述夹爪部(9)的端部邻近引导板(6)的末端。
6.根据权利要求1所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述压入腔室(1)的内腔底部位于转动盘(7)的下方固定设置有固定板(10),所述固定板(10)的底面上安装有往复定位气缸(11),且固定板(10)的底面中部安装有驱动转动盘(7)转动的旋转电机,所述转动盘(7)的下表面边缘处安装有若干个定位筒(13),若干个定位筒(13)呈环形设置,所述往复定位气缸(11)的推动端固定有插入至定位筒(13)内部的插块(12)。
7.根据权利要求1所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述进料口一(2)和进料口二(5)在同一竖直平面,所述压入腔室(1)的外表面位于进料口二(5)的一侧设有出料口(4),所述进料口二(5)与出料口(4)关于料架(3)的中线呈对称设置,所述料架(3)上设置有与进料口一(2)、进料口二(5)以及出料口(4)表面齐平的输料带,所述进料口二(5)和进料口一(2)开口一侧输料带与出料口(4)开口一侧输料带的运动方向相反。
8.根据权利要求1所述的一种汽车轮毂铝合金轮圈钢套压入装置,其特征在于,所述压入腔室(1)的内部设置有将钢套压入到轮圈内的压板,压板由压入腔室(1)顶部的液压油缸驱动,且压板靠近出料口(4)的端部。
技术总结本发明公开了一种汽车轮毂铝合金轮圈钢套压入装置,具体涉及汽车轮毂加工技术领域,本发明轮圈由进料口二进入到转动盘中的夹具组件内,利用夹具组件对轮圈固定,而后钢套则由上方的进料口一进入,由于激光传感器事先已经对轮圈的信息进行扫描,生成轮圈的三维图像,钢套由进料口一进入直至与封堵板的内壁面接触,通过双向丝杠的驱动使得对应的夹板将钢套夹持固定,利用激光传感器再次发出激光束并扫描轮圈的表面(包括螺栓孔),识别出的螺栓孔与轮圈的螺栓孔孔位比对,有差异时,由伺服电机驱动安装座在限位弧槽中旋转转动,改变钢套的放置角度,调整钢套与轮圈压入的角度,实现自动对准,提高压入精度,降低压入误差,进而提升压入质量。技术研发人员:张伟,卢敏受保护的技术使用者:昆山峰华伟业机械有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340750.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表