一种纤维牵丝上架方法与流程
- 国知局
- 2024-12-06 12:40:07
本发明属于碳纤维加工,具体涉及一种纤维牵丝上架方法。
背景技术:
1、聚丙烯腈基碳纤维兼具材料的高性能和低密度。近年来,对碳纤维的低成本化需求更为迫切,这就使得高效低成本的干喷湿纺技术得到了快速发展。
2、碳纤维的前驱体聚丙烯腈纤维加工过程中需要用到喷丝组件,喷丝组件是由喷丝头、过滤层和喷丝板构成。其中,喷丝板的稳定性是制约碳纤维质量的瓶颈,喷丝板发生漫流、虹吸、下雨、料块等现象无法稳定运行,需更换喷丝板,换板频繁、且更换喷丝板成功率低,干喷湿纺纺丝速度快,凝固浴喷丝头一般均在60个以上,且纺位间距较小,给换板后的凝固浴引丝、牵丝、带丝作业带来了一定难度,换板后的牵丝上架作业倒缠频繁,综上所述导致碳纤维产量及合格率低下。研究提升喷丝板稳定性,降低换板频次,以及换板后安全高效牵丝上架作业的操作方法对干喷湿纺聚丙烯腈纤维安全生产、提升产量意义重大。
3、现有生产作业方法主要为装好喷丝组件后,将喷丝组件没入凝固浴槽的液面以下1-5mm,使用棉绳将喷丝组件喷丝的丝束系好,引出凝固浴槽至凝固浴槽外侧的主动牵出辊,牵丝稳定后再提高喷丝组件的高度,直至将喷丝组件升高到液面上方的指定高度后再固定喷丝组件,此方法易影响喷丝组件的喷丝稳定性,造成喷丝组件喷丝不连续,产生断头等。
技术实现思路
1、因此,本发明提供一种纤维牵丝上架方法,主要解决的技术问题是:如何提高喷丝组件的喷丝稳定性,使喷丝组件能够连续喷丝,减少断丝。
2、为了解决上述问题,本发明提供一种纤维牵丝上架方法,其包括以下步骤:
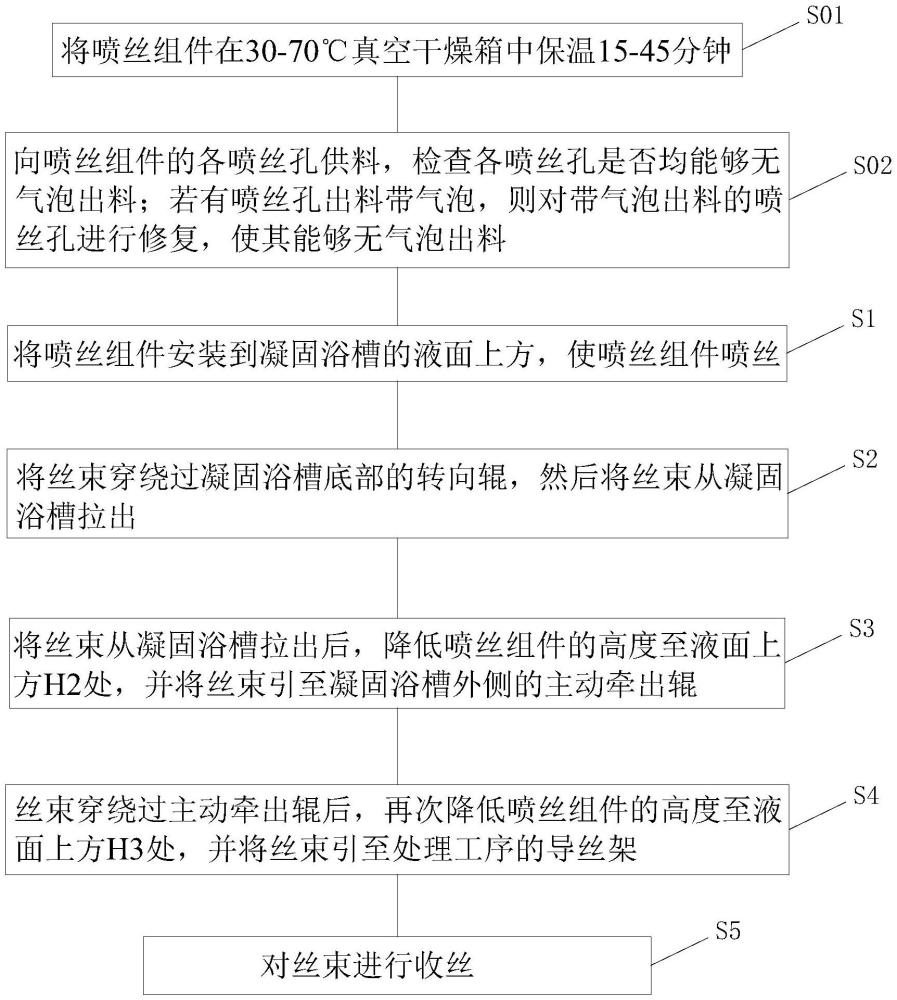
3、步骤s1:将喷丝组件安装到凝固浴槽的液面上方,使喷丝组件喷丝;
4、步骤s2:将丝束穿绕过凝固浴槽底部的转向辊,然后将丝束从凝固浴槽拉出;
5、步骤s3:将丝束从凝固浴槽拉出后,降低喷丝组件的高度至液面上方h2处,并将丝束引至凝固浴槽外侧的主动牵出辊;
6、步骤s4:丝束穿绕过主动牵出辊后,再次降低喷丝组件的高度至液面上方h3处,并将丝束引至处理工序的导丝架;
7、步骤s5:对丝束进行收丝。
8、在一些实施方式中,在步骤s1中,喷丝组件先在较高的高度喷丝,待喷丝组件的各喷丝孔均连续喷丝后再降低喷丝组件的高度至液面上方h1处。
9、在一些实施方式中,在步骤s1之前还包括步骤s01:将喷丝组件在30-70℃的真空环境中保温15-45分钟;
10、和/或,在步骤s1之前还包括步骤s02:向喷丝组件的各喷丝孔供料,检查各喷丝孔是否均能够无料块连续出料;若有喷丝孔出料带料块或喷丝不连续,则对带料块出料或喷丝不连续的喷丝孔进行修复,使其能够无料块连续出料。
11、在一些实施方式中,在步骤s3中,在降低喷丝组件的高度后,需以更快的拉丝速度将丝束引至所述主动牵出辊。
12、在一些实施方式中,相邻两纺位的导丝架分别取为第一导丝架和第二导丝架;若第一导丝架上的丝束出现断丝,则将断丝牵引至第二导丝架上,并将断丝与第二导丝架上的丝束进行固定,使第二导丝架上的丝束带动断丝一起前进。
13、在一些实施方式中,将断丝与第二导丝架上的丝束进行固定的方法为:
14、将断丝穿绕过第二导丝架,并反方向拉丝;然后将第二导丝架上游侧的断丝丝束与第二导丝架上的丝束进行固定;然后剪掉固定处多余的断丝丝条。
15、在一些实施方式中,在步骤s5中对丝束进行收丝前先将丝束引至蒸汽牵伸装置,蒸汽牵伸装置对丝束进行加热牵伸,然后对蒸汽牵伸装置引出的丝束进行收丝。
16、在一些实施方式中,所述对蒸汽牵伸装置引出的丝束进行收丝,具体为:
17、先对从蒸汽牵伸装置引出的丝束进行温度检测,待丝束的温度在预设时间段内一直大于等于预设温度后再进行收丝,并将温度达标前的丝束剪断。
18、在一些实施方式中,采用温度检测装置对从蒸汽牵伸装置引出的丝束进行温度检测,在对丝束进行温度检测时采用吸丝装置对丝束进行牵引;
19、其中,待丝束的温度达到预设温度后从温度检测装置前剪断丝束,以将温度达标前的丝束剪断;然后采用吸丝装置吸入剪断后的丝束,并将丝束引至收丝机进行收丝。
20、在一些实施方式中,在步骤s5中,将丝束引至蒸汽牵伸装置后,使用钢丝带动丝束穿过蒸汽牵伸装置的通道,使蒸汽牵伸装置对通道内的丝束进行加热;其中,丝束穿过蒸汽牵伸装置的通道后,将丝束从钢丝上拆离。
21、在一些实施方式中,在将丝束引至蒸汽牵伸装置前先将丝束引至吸丝站的吸丝装置进行过渡停靠。
22、本发明提供的一种纤维牵丝上架方法具有如下有益效果:
23、1、本发明通过分阶段逐步降低喷丝组件的高度,在每个阶段稳定后再逐步降低喷丝组件的高度,这样既可以降低喷丝组件发生虹吸的风险,又可以提高喷丝组件的喷丝连续性,从而可以减少断丝的现象,实现稳定地连续喷丝。
24、2、本发明采用相邻纺位带丝更加方便快捷,降低了带丝过程造成的工艺波动,提升了带丝效率及成功率。
25、3、本发明通过在收丝前对丝束的温度进行检测,如果蒸汽牵伸装置引出的丝束温度未达标,即蒸汽牵伸装置内部通蒸汽后拉丝时间过短,蒸汽未对丝束完全浸润,此时如果对丝束进行上架收丝容易倒缠或断丝。
26、4、本发明在对丝束进行温度检测和对丝束进行上架收丝时均采用吸丝装置对丝束进行牵引,如此可以避免人手拉丝发生烫伤和倒缠风险。
技术特征:1.一种纤维牵丝上架方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的纤维牵丝上架方法,其特征在于:
3.根据权利要求1所述的纤维牵丝上架方法,其特征在于:在步骤s1之前还包括步骤s01:将喷丝组件(10)在30-70℃的真空环境中保温15-45分钟;
4.根据权利要求1所述的纤维牵丝上架方法,其特征在于:
5.根据权利要求1所述的纤维牵丝上架方法,其特征在于:相邻两纺位的导丝架(2)分别取为第一导丝架(21)和第二导丝架(22);若第一导丝架(21)上的丝束(1)出现断丝,则将断丝(31)牵引至第二导丝架(22)上,并将断丝(31)与第二导丝架上的丝束(32)进行固定,使第二导丝架上的丝束(32)带动断丝(31)一起前进。
6.根据权利要求5所述的纤维牵丝上架方法,其特征在于:将断丝(31)与第二导丝架上的丝束(32)进行固定的方法为:
7.根据权利要求1-6中任一项所述的纤维牵丝上架方法,其特征在于:在步骤s5中对丝束进行收丝前先将丝束(1)引至蒸汽牵伸装置(8),蒸汽牵伸装置(8)对丝束(1)进行加热牵伸,然后对蒸汽牵伸装置(8)引出的丝束(1)进行收丝。
8.根据权利要求7所述的纤维牵丝上架方法,其特征在于:
9.根据权利要求8所述的纤维牵丝上架方法,其特征在于:
10.根据权利要求7所述的纤维牵丝上架方法,其特征在于:在将丝束(1)引至蒸汽牵伸装置(8)后,使用钢丝带动丝束(1)穿过蒸汽牵伸装置(8)的通道,使蒸汽牵伸装置(8)对通道内的丝束(1)进行加热;其中,丝束(1)穿过蒸汽牵伸装置(8)的通道后,将丝束(1)从钢丝上拆离。
11.根据权利要求7所述的纤维牵丝上架方法,其特征在于:
技术总结本发明提供一种纤维牵丝上架方法,包括以下步骤:步骤S1:将喷丝组件安装到凝固浴槽的液面上方,使喷丝组件喷丝;步骤S2:将丝束穿绕过凝固浴槽底部的转向辊,然后将丝束从凝固浴槽拉出;步骤S3:将丝束从凝固浴槽拉出后,降低喷丝组件的高度至液面上方H2处,并将丝束引至凝固浴槽外侧的主动牵出辊;步骤S4:丝束穿绕过主动牵出辊后,再次降低喷丝组件的高度至液面上方H3处,并将丝束引至处理工序的导丝架;步骤S5:对丝束进行收丝。本发明通过分阶段逐步降低喷丝组件的高度,这样既可以降低喷丝组件发生虹吸的风险,又可以提高喷丝组件的喷丝连续性。技术研发人员:韩笑笑,弓晓彤,李江,魏斌,刘瑞杰,曹锐,李潮,降哲朋,庄鹏晖,王银全受保护的技术使用者:山西钢科碳材料有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342477.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表