用于制造深井泵用导流壳的模具的制作方法
- 国知局
- 2024-12-26 15:58:20
本技术涉及深井泵,尤其涉及一种用于制造深井泵用导流壳的模具。
背景技术:
1、现有深井泵包括设于导流壳体内的多节叶轮组件,每节叶轮组件包括叶轮、与叶轮配合的导叶以及与导叶配合的盖板。由于深井泵实际使用环境的井水中往往含有泥沙,抽入深井泵内的水流中所含的泥沙会随着叶轮转动带动水流不断冲击、摩擦导流壳。当泵长时间运行后,导流壳上与叶轮配合的部位容易磨穿,甚至导致导流壳破裂。导流壳磨穿后,影响泵的工作能率。导流壳破裂,则使整个泵无法正常工作而失效。
2、为了解决上述技术问题,申请号为cn201920447977.6的中国实用新型专利申请公开了一种改进结构的导流壳及井泵,其导流壳本体的内壁设置嵌件,嵌件为橡胶材质,所述嵌件与所述叶轮装配腔配合,所述嵌件的形状与所述导流壳本体对应部位的内壁形状适配,嵌件具有耐磨的特性,嵌件受到泥沙冲击、磨穿而损坏时,能够及时更换嵌件,能够避免导流壳受到泥沙冲击、磨穿,提高导流壳的使用寿命,避免泵受导流壳损坏而影响工作能率或无法正常工作而失效。但是,由于橡胶件是设置在导流壳的内壁上,而导流壳内部操作空间有限,如何将橡胶件较好地设置在导流壳的内壁上,并保证其附接在导流壳内壁上的稳定、牢靠性,成为了本技术领域人员亟待解决的技术问题。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的现状,提供一种能将橡胶件较好地设置在导流壳的内壁上,并保证其附接在导流壳内壁上的稳定、牢靠性的用于制造深井泵用导流壳的模具。
2、本实用新型解决上述技术问题所采用的技术方案为:一种用于制造深井泵用导流壳的模具,用于将橡胶通过热硫化粘接方式附接到导流壳的内壁上,导流壳整体为环状,模具包括能在上下方向上相对移动的下模体和上模体,所述下模体的顶部具有在上方敞口、用于放置导流壳的挤压腔室,所述上模体的底部具有向下延伸的凸模,该凸模能对应伸入于挤压腔室中放置到位的导流壳的内腔中,所述的凸模的外周壁与所述导流壳的内周壁之间具有环形间隙。
3、为了将导流壳在挤压腔室中进行准确定位,所述挤压腔室的形状与所述导流壳的形状相适配,且在挤压腔室中处于放置到位状态下的导流壳的外周壁与所述挤压腔室的内周壁相抵。
4、考虑到有些情况下导流壳内附接的橡胶件需要布置在远离导流壳的上下两端的中部区域,为此,所述导流壳具有上下相对的上端口和下端口,所述挤压腔室的底壁上具有供所述导流壳的下端插入其中的第一插槽。在导流壳的下端插入到第一插槽中后,橡胶在挤压流动过程中便不会附接到导流壳的端部位置。
5、为了方便导流壳在下模体上取下,在所述挤压腔室中处于放置到位状态下的导流壳其上端高于所述下模体的主体的顶面,所述上模体的主体对应位于所述凸模外围的区域上具有供所述导流壳的上端插入其中的第二插槽。
6、为了保证上下模体上下相对移动的稳定性,所述下模体上具有向上延伸的导柱,所述上模体上具有供所述导柱滑动穿设其中的导套。
7、为了进一步保证上下模体上下相对移动的稳定性,所述下模体及上模体整体上呈方体状,所述导柱有多个,分别布置至下模体的四个角部位置,所述导套也对应有多个,分别布置至上模体的四个角部位置。
8、为了提高导流壳的生产效率,所述下模体的顶部具有至少两个挤压腔室,对应地,所述上模体的底部具有至少两个凸模。
9、与现有技术相比,本实用新型的优点:本实用新型用于制造深井泵用导流壳的模具包括上模体和下模体,其中,导流壳放置到下模体的挤压腔室中后,上模的凸模能对应伸入于挤压腔室中放置到位的导流壳的内腔中,对橡胶进行热硫化挤压,橡胶受热可对应进入到凸模的外周壁与导流壳的内周壁之间的环形间隙,进而粘接到导流壳的内周壁上,该模具能将橡胶件较好地设置在导流壳的内壁上,并保证其附接在导流壳内壁上的稳定、牢靠性。此外,该模具的使用可以确保橡胶涂层的形状和尺寸精度,模具设计可以根据具体需求进行定制,从而满足不同的应用场景和性能要求。硫化工艺结合模具使用也可以实现批量生产和自动化生产,大大提高了生产效率,降低了生产成本。硫化后的橡胶具有更好的物理和化学性能,如耐磨损、耐腐蚀、耐高温等,这使得硫化橡胶涂层金属件在恶劣环境下也能保持良好的工作性能。
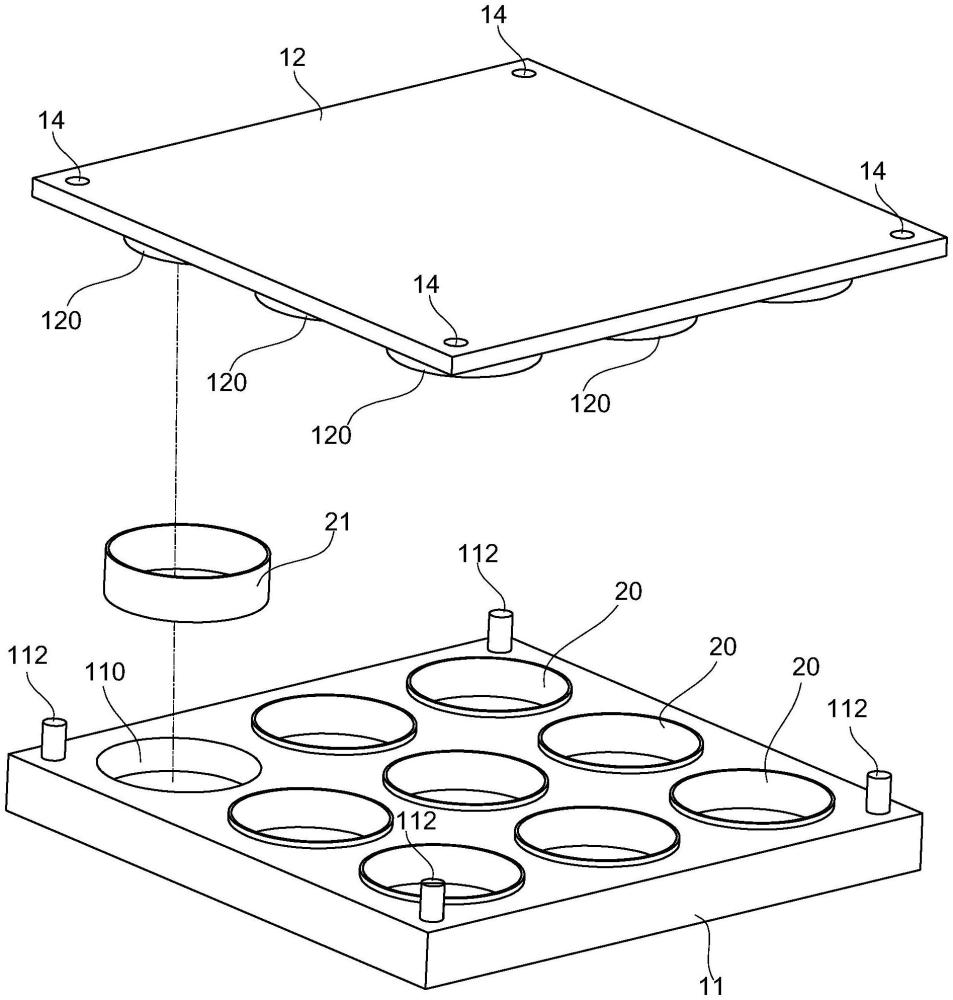
技术特征:1.一种用于制造深井泵用导流壳的模具,用于将橡胶通过热硫化粘接方式附接到导流壳(20)的内壁上,导流壳(20)整体为环状,其特征在于:模具包括能在上下方向上相对移动的下模体(11)和上模体(12),所述下模体(11)的顶部具有在上方敞口、用于放置导流壳(20)的挤压腔室(110),所述上模体(12)的底部具有向下延伸的凸模(120),该凸模(120)能对应伸入于挤压腔室(110)中放置到位的导流壳(20)的内腔中,所述的凸模(120)的外周壁与所述导流壳(20)的内周壁之间具有环形间隙(13)。
2.根据权利要求1所述的用于制造深井泵用导流壳的模具,其特征在于:所述挤压腔室(110)的形状与所述导流壳(20)的形状相适配,且在挤压腔室(110)中处于放置到位状态下的导流壳(20)的外周壁与所述挤压腔室(110)的内周壁相抵。
3.根据权利要求2所述的用于制造深井泵用导流壳的模具,其特征在于:所述导流壳(20)具有上下相对的上端口和下端口,所述挤压腔室(110)的底壁上具有供所述导流壳(20)的下端插入其中的第一插槽(111)。
4.根据权利要求3所述的用于制造深井泵用导流壳的模具,其特征在于:在所述挤压腔室(110)中处于放置到位状态下的导流壳(20)其上端高于所述下模体(11)的主体的顶面,所述上模体(12)的主体对应位于所述凸模(120)外围的区域上具有供所述导流壳(20)的上端插入其中的第二插槽(121)。
5.根据权利要求1所述的用于制造深井泵用导流壳的模具,其特征在于:所述下模体(11)上具有向上延伸的导柱(112),所述上模体(12)上具有供所述导柱(112)滑动穿设其中的导套(14)。
6.根据权利要求5所述的用于制造深井泵用导流壳的模具,其特征在于:所述下模体(11)及上模体(12)整体上呈方体状,所述导柱(112)有多个,分别布置至下模体(11)的四个角部位置,所述导套(14)也对应有多个,分别布置至上模体(12)的四个角部位置。
7.根据权利要求1~6中任一项所述的用于制造深井泵用导流壳的模具,其特征在于:所述下模体(11)的顶部具有至少两个挤压腔室(110),对应地,所述上模体(12)的底部具有至少两个凸模(120)。
技术总结本技术涉及一种用于制造深井泵用导流壳的模具,用于将橡胶通过热硫化粘接方式附接到导流壳的内壁上,导流壳整体为环状,模具包括能在上下方向上相对移动的下模体和上模体,所述下模体的顶部具有在上方敞口、用于放置导流壳的挤压腔室,所述上模体的底部具有向下延伸的凸模,该凸模能对应伸入于挤压腔室中放置到位的导流壳的内腔中,所述的凸模的外周壁与所述导流壳的内周壁之间具有环形间隙。该模具能将橡胶件较好地设置在导流壳的内壁上,并保证其附接在导流壳内壁上的稳定、牢靠性。技术研发人员:颜正辉受保护的技术使用者:浙江中湖泵业有限公司技术研发日:20240319技术公布日:2024/12/12本文地址:https://www.jishuxx.com/zhuanli/20241216/347573.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表