一种定子总成温感线点锡预定位工装的制作方法
- 国知局
- 2024-12-26 16:41:21
本技术涉及电机装配辅具,尤其涉及的是一种定子总成温感线点锡预定位工装。
背景技术:
1、目前,电驱动系统主要由驱动电机、控制器和减速器构成,其驱动电机主要包含了机壳、转子总成、定子总成和后端盖,而作为驱动电机核心,定子总成则主要包含了铁芯、三相绕组,绝缘插件和温感线。
2、温感线是用来检测三相绕组的实时工作负荷。当驱动电机保持长时间高负作业时,三相绕组可通过铁芯表面的自涡流迅速加温整个定子总成,当定子总成工作温度超过其内部磁体的退磁温度后,驱动电机内部磁体便会迅速退磁,造成电机性能和效率不可逆下降。为了避免该情况发生,本申请人在三相绕组之间加装了单支或多支温感器,用于实时检测三相绕组的工作负荷,确保驱动电机的整个工作工况都在控制器可检测可控制范围内。
3、根据驱动电机内部实际使用条件来看,目前,温感器可大致分为单金属和双金属两类。单金属类的多是采用铂钯铑等贵重金属作为传感器材料,通过温度与电阻值的线性关系检测出温度;双金属类的则是利用电流流过两种不同金属材料之间产生的极间电压差,通过温度与极间电压差的变化关系检测出温度。上述两类温感器均适用于驱动电机内部温度检测,从成本和可靠性上来看,单金属类的温感器成本和可靠性较高,而双金属类的温感器则性价比更高。
4、在定子总成制成工艺里,温感器是在嵌线整形后就已经安装到三相绕组内,在工艺中并通过滴漆或浸漆使其与三相绕组一起固化,其伸出的正负极传感线也需要转接车用接插件才能与电驱动控制器适配,而为了解决转接问题,目前多应用于生产现场的装配工艺有以下两个方案:一个是端子方案,即温感线正负极传感器压接端子,通过公母头端子接插完成与车用转接件的转接,该方案装配效率极高,但公母端子因结构成型复杂,成本居高不下,故只在高端电驱动领域有所应用;另一个是点锡方案,即温感器和车用接插件两者的电缆之间采用绞线+点锡固定,绞线裸露处通过pvc热缩管塑封,该方案装配效率低,但因温感器和车用接插件采购成本极低,使用可靠性高,故在中低端电驱动领域有广泛应用。
5、当前,点锡方案的操作多是现场作业人员手动操作,操作人员先将温感器传感线端部与车用接插件的电缆线端部绞接在一起形成绞接段,再对绞接段进行点锡;在点锡过程中,操作人员一手持焊枪,另一手拿锡丝,无其他手能腾出进行电缆线的点锡预固定,则绞接段容易发生位移,导致出现点锡时间长、点锡不均匀以及点锡位置错误等问题,从而影响点锡质量和操作效率。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供了一种定子总成温感线点锡预定位工装,以实现对定子总成温感线的点锡预固定,保证点锡过程中温感线不发生位移。
2、本实用新型是通过以下技术方案实现的:
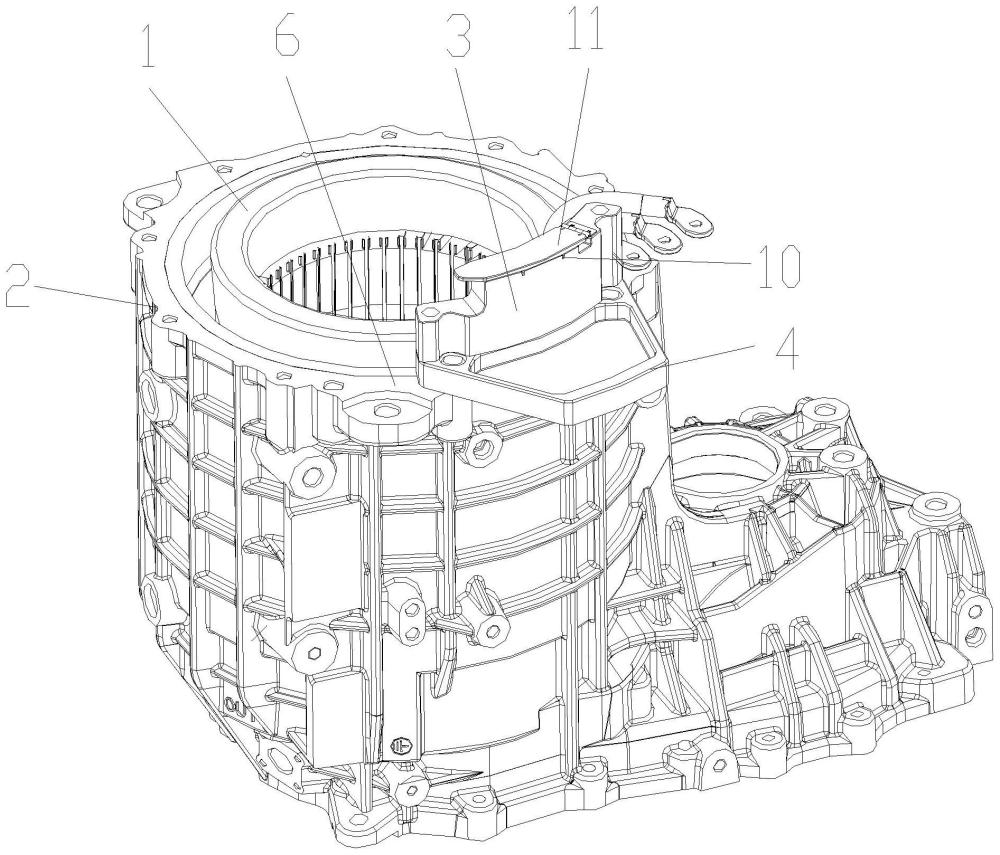
3、一种定子总成温感线点锡预定位工装,定子总成安装在机壳上,所述预定位工装包括固定座,固定座底部设有储锡底板,储锡底板主体部分凸出于固定座之外并开有底部封闭的落锡槽,储锡底板可拆卸地安装在定子总成外围的机壳上,固定座顶部开有两个用于放置定子总成的温感器传感线的线束固定槽,固定座顶部设有能开合的压板,通过闭合的压板实现对线束固定槽内温感器传感线的压紧固定。
4、作为上述预定位工装的优选方案,所述压板与固定座顶部之间通过磁吸力吸附的方式吸附在一起。
5、作为上述预定位工装的优选方案,所述压板为磁吸钢板,固定座顶部嵌装有磁钢,通过磁吸钢板与磁钢之间的磁吸力实现压板与固定座之间的闭合。
6、作为上述预定位工装的优选方案,所述压板一端铰接在固定座上、另一端为自由端。
7、作为上述预定位工装的优选方案,机壳在位于定子总成外围的部位设有安装端面,机壳的安装端面上开有螺纹底孔,所述储锡底板上设有两个定位销,两个定位销的杆部从储锡底板底部向下延伸,通过两个定位销与机壳安装端面上的两个螺纹底孔相配合,同时储锡底板底面与机壳安装端面相贴合,实现储锡底板在机壳上的定位安装。
8、作为上述预定位工装的优选方案,所述储锡底板上开有两个定位销安装孔,两个定位销的压配端分别与两个定位销安装孔过盈装配,两个定位销底部的杆部分别从两个定位销安装孔底部向下伸出。
9、作为上述预定位工装的优选方案,所述固定座位于定子总成外围,且固定座为与定子总成同心布置的弧形座。
10、作为上述预定位工装的优选方案,所述固定座顶部在靠近压板自由端的一端开有下沉的避让槽,闭合状态下的压板的自由端悬伸在避让槽上。
11、本实用新型相比现有技术具有以下优点:
12、本实用新型提供的一种定子总成温感线点锡预定位工装,其在定子总成外围的机壳上安装该预定位工装,该预定位工装通过固定座顶部的线束固定槽与能开合的压板配合,即可实现对线束固定槽内温感器传感线的压紧固定,确保了点锡焊接过程中温感器传感线及其与车用接插件电缆线的绞接段不发生位移,使得操作者顺利完成电缆绞接处的点锡操作,保证了点锡的均匀性,防止电缆绞接处出现断路从而造成意外故障报警,提高了点锡操作的工作效率以及点锡质量,保证了大批量生产条件下的生产效率。
技术特征:1.一种定子总成温感线点锡预定位工装,定子总成安装在机壳上,其特征在于:所述预定位工装包括固定座,固定座底部设有储锡底板,储锡底板主体部分凸出于固定座之外并开有底部封闭的落锡槽,储锡底板可拆卸地安装在定子总成外围的机壳上,固定座顶部开有两个用于放置定子总成的温感器传感线的线束固定槽,固定座顶部设有能开合的压板,通过闭合的压板实现对线束固定槽内温感器传感线的压紧固定。
2.如权利要求1所述的一种定子总成温感线点锡预定位工装,其特征在于:所述压板与固定座顶部之间通过磁吸力吸附的方式吸附在一起。
3.如权利要求2所述的一种定子总成温感线点锡预定位工装,其特征在于:所述压板为磁吸钢板,固定座顶部嵌装有磁钢,通过磁吸钢板与磁钢之间的磁吸力实现压板与固定座之间的闭合。
4.如权利要求2所述的一种定子总成温感线点锡预定位工装,其特征在于:所述压板一端铰接在固定座上、另一端为自由端。
5.如权利要求1所述的一种定子总成温感线点锡预定位工装,机壳在位于定子总成外围的部位设有安装端面,机壳的安装端面上开有螺纹底孔,其特征在于:所述储锡底板上设有两个定位销,两个定位销的杆部从储锡底板底部向下延伸,通过两个定位销与机壳安装端面上的两个螺纹底孔相配合,同时储锡底板底面与机壳安装端面相贴合,实现储锡底板在机壳上的定位安装。
6.如权利要求5所述的一种定子总成温感线点锡预定位工装,其特征在于:所述储锡底板上开有两个定位销安装孔,两个定位销的压配端分别与两个定位销安装孔过盈装配,两个定位销底部的杆部分别从两个定位销安装孔底部向下伸出。
7.如权利要求1所述的一种定子总成温感线点锡预定位工装,其特征在于:所述固定座位于定子总成外围,且固定座为与定子总成同心布置的弧形座。
8.如权利要求4所述的一种定子总成温感线点锡预定位工装,其特征在于:所述固定座顶部在靠近压板自由端的一端开有下沉的避让槽,闭合状态下的压板的自由端悬伸在避让槽上。
技术总结本技术公开了一种定子总成温感线点锡预定位工装,定子总成安装在机壳上,预定位工装包括固定座,固定座底部设有储锡底板,储锡底板主体部分凸出于固定座之外并开有底部封闭的落锡槽,储锡底板可拆卸地安装在定子总成外围的机壳上,固定座顶部开有两个用于放置定子总成的温感器传感线的线束固定槽,固定座顶部设有能开合的压板,通过闭合的压板实现对线束固定槽内温感器传感线的压紧固定。本技术相比现有技术具有以下优点:可实现对线束固定槽内温感器传感线的压紧固定,确保了点锡焊接过程中温感器传感线及其与车用接插件电缆线的绞接段不发生位移,使得操作者顺利完成电缆绞接处的点锡操作,提高了点锡操作的工作效率以及点锡质量。技术研发人员:刘蕾,凌志受保护的技术使用者:合肥巨一动力系统有限公司技术研发日:20240419技术公布日:2024/12/12本文地址:https://www.jishuxx.com/zhuanli/20241216/350899.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
电机壳内撑工装的制作方法
下一篇
返回列表