一种型芯组件的制造方法与流程
- 国知局
- 2025-01-10 13:17:15
本发明涉及铸造,特别是涉及一种具有悬臂结构的型芯组件的制造方法。
背景技术:
1、某类薄壁铸件具有中空结构,其中空结构中的顶面和底面没有透门,侧面只有单侧设计了透门,且该透门尺寸较小。此类薄壁铸件的砂型铸造过程中,用于形成该中空结构的砂芯的非透门端为悬臂结构,其在组芯、浇注过程中容易发生移位、变形、断裂等,造成铸造缺陷甚至铸件报废。现有技术中,通常采用两种方式以减缓这种悬臂砂芯的造成的铸造缺陷。
2、一种是,加长、加大连接透门的芯头尺寸,下芯后砂芯的重心偏向芯头一侧,砂芯相对比较稳固。这种加长、加大芯头尺寸的方式增大砂芯吃砂量,砂铁比增大,用砂量和粘结剂用量均增加,造成铸造成本增大;并且应用这种方式,浇注过程中由于金属液浮力作用,砂芯移位风险仍然较大。
3、另一种是,采用螺杆标芯的方式固定芯头,这种方式操作复杂,砂箱需要支起以在底部操作螺杆及其配合部件或者砂箱需要多次翻箱操作进行螺杆连接、拧紧;螺杆拧紧的过程中容易因为过度拧紧而破坏砂芯,并且,浇注过程中,型腔内的金属液容易从螺杆孔处漏出。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种具有悬臂结构的型芯组件的制造方法。
2、为了解决上述问题,本发明采用下述技术方案:
3、本发明实施例公开一种型芯组件的制造方法,包括以下步骤:
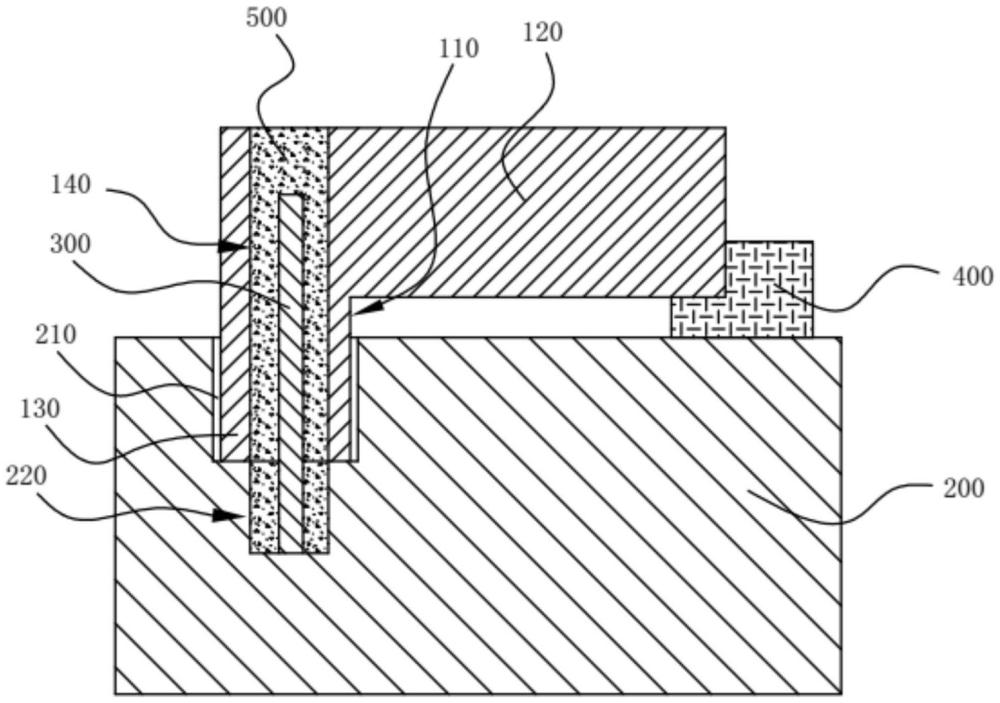
4、型芯设计,所述型芯组件包括砂型和砂芯,所述砂芯一端设计有透门结构,另一端设计有悬臂结构;所述透门结构设计有第一孔,所述砂型设计有第二孔,所述第一孔和所述第二孔连通设计;
5、型芯制作,分别制作所述砂型和所述砂芯,所述第一孔和所述第二孔一同带出;
6、型芯组合,所述砂芯组合至所述砂型上,所述悬臂结构和所述砂型之间垫入垫块;将芯棒插入所述第一孔和所述第二孔内,并向所述第一孔和所述第二孔内填入树脂砂,待所述树脂砂固化后,撤去所述垫块。
7、在其中一种实施例中,所述透门结构的端部设置有芯头,所述第一孔横穿所述透门结构和所述芯头;所述砂型设置有与所述芯头相匹配的定位槽,所述定位槽的槽底设置有所述第二孔。
8、在其中一种实施例中,所述第二孔的孔底设置有所述芯棒的定位结构。
9、在其中一种实施例中,所述砂芯内设置有芯骨组件。
10、在其中一种实施例中,所述芯骨组件包括芯骨和与所述芯骨固接的连接环,所述芯骨设置于所述悬臂结构内,所述连接环设置于所述第一孔内且与所述第一孔同轴;在所述型芯组合步骤,所述芯棒插入所述第一孔时,同步插入所述连接环内。
11、在其中一种实施例中,所述垫块与所述悬臂结构和所述砂型随型设计。
12、在其中一种实施例中,所述垫块为多个。
13、在其中一种实施例中,所述芯棒的尺寸和材质足以支撑所述悬臂结构的扭矩应力。
14、在其中一种实施例中,所述芯棒为铸铁材质。
15、本发明采用的技术方案能够达到以下有益效果:
16、本发明公开的型芯组件的制造方法,在型芯组合步骤,通过在第一孔和第二孔后置入芯棒和树脂砂的方式将砂型和砂芯连接为一体,有效解决了砂型铸造中悬臂砂芯的固定问题,铸造成本低、质量风险小且操作简单。
技术特征:1.一种型芯组件的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的型芯组件的制造方法,其特征在于,所述透门结构的端部设置有芯头,所述第一孔穿过所述透门结构和所述芯头;所述砂型设置有与所述芯头相匹配的定位槽,所述定位槽的槽底设置有所述第二孔。
3.根据权利要求2所述的型芯组件的制造方法,其特征在于,所述第二孔的孔底设置有所述芯棒的定位结构。
4.根据权利要求1所述的型芯组件的制造方法,其特征在于,所述砂芯内设置有芯骨组件。
5.根据权利要求4所述的型芯组件的制造方法,其特征在于,所述芯骨组件包括芯骨和与所述芯骨固接的连接环,所述芯骨设置于所述悬臂结构内,所述连接环设置于所述第一孔内且与所述第一孔同轴;
6.根据权利要求1所述的型芯组件的制造方法,其特征在于,所述垫块与所述悬臂结构和所述砂型随型设计。
7.根据权利要求1所述的型芯组件的制造方法,其特征在于,所述垫块为多个。
8.根据权利要求1-7任一项所述的型芯组件的制造方法,其特征在于,所述芯棒的尺寸和材质足以支撑所述悬臂结构的扭矩应力。
9.根据权利要求8所述的型芯组件的制造方法,其特征在于,所述芯棒为铸铁材质。
技术总结本发明涉及一种型芯组件的制造方法,包括以下步骤:型芯设计,型芯组件包括砂型和砂芯,砂芯一端设计有透门结构,另一端设计有悬臂结构;透门结构设计有第一孔,砂型设计有第二孔,第一孔和第二孔连通设计;型芯制作,分别制作砂型和砂芯,第一孔和第二孔一同带出;型芯组合,砂芯组合至砂型上,悬臂结构和砂型之间垫入垫块;将芯棒插入第一孔和第二孔内,并向第一孔和第二孔内填入树脂砂,待树脂砂固化后,撤去垫块。本发明公开的型芯组件的制造方法,在型芯组合步骤,通过芯棒和树脂砂将砂型和砂芯连接为一体,有效解决了砂型铸造中悬臂砂芯的固定问题,铸造成本低、质量风险小且操作简单。技术研发人员:张红坎,郭新光,王喜玉,丁建玺,徐国强,纳建虹受保护的技术使用者:共享装备股份有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352164.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。