自润滑轴承的金属基材的石墨柱热装设备及石墨柱热装方法与流程
- 国知局
- 2025-01-10 13:24:23
本发明涉及自润滑轴承加工,尤其是自润滑轴承的金属基材的石墨柱热装设备。
背景技术:
1、自润滑轴承通常在其金属基材上周向镶嵌多个石墨柱,从而实现轴承的自润滑。
2、石墨柱的镶嵌通常有两种方法。第一种,如公开号为cn104259739a、名称为一种在金属基材中镶嵌石墨的工艺的中国发明专利申请,将金属基材加热,或将石墨材料冷冻,然后将两者组合镶嵌,待恢复常温后,两者紧密结合。另一种,如公开号为cn209125245u、名称为石墨压装机的中国实用新型专利,在金属基板上预先打底孔,通过压装机构将与底孔过盈的石墨压装入底孔中。
3、第一种方法,由于金属基材冷却速度较快,镶嵌石墨柱过程中,会因为金属基材温度不足而需要反复送入加热炉进行加热,导致石墨柱镶嵌效率较低。第二种方法,石墨柱在镶嵌过程中与底孔之间会产生切削,导致石墨柱失去与金属基板配合的过盈量,石墨柱依然容易脱落。
技术实现思路
1、本发明所要解决的技术问题在于克服现有技术的不足而提出自润滑轴承的金属基材的石墨柱热装设备,以解决现有技术的自润滑轴承金属基材石墨柱镶嵌的种种不足。
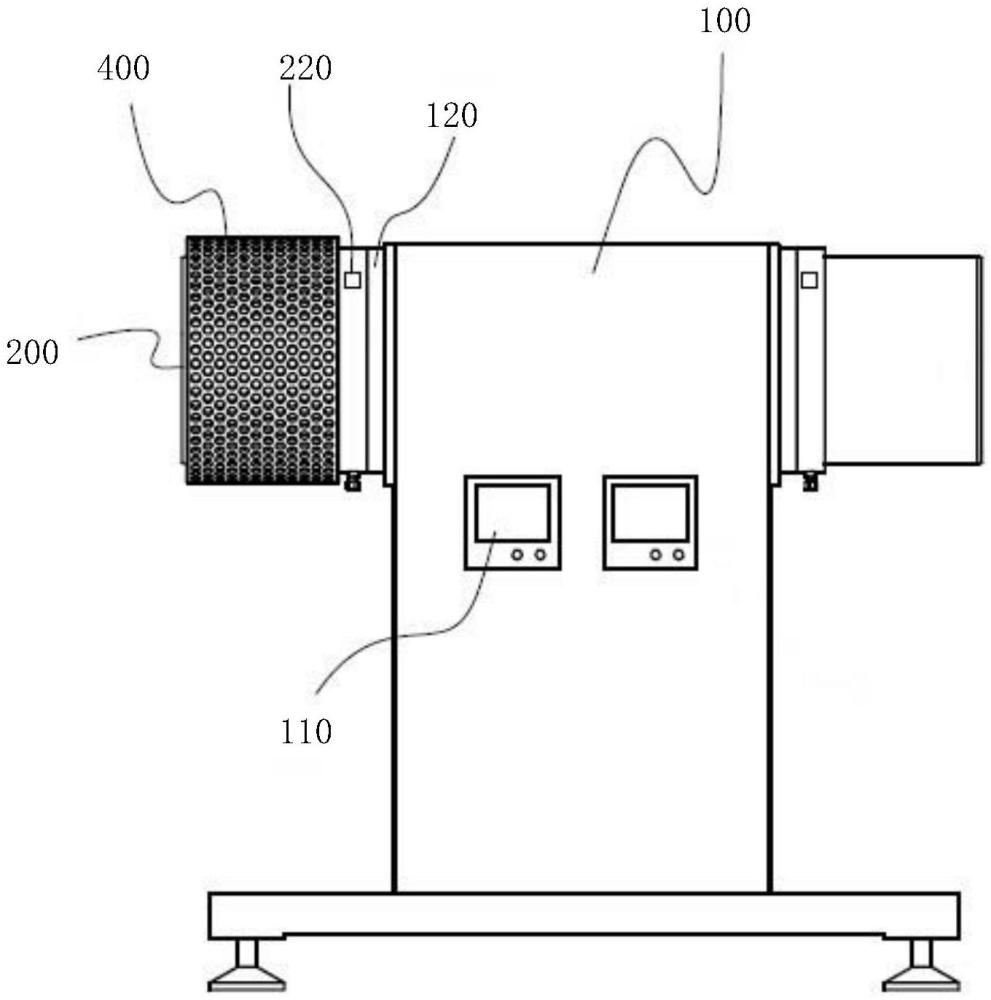
2、为了实现上述技术目标,本发明提出的自润滑轴承的金属基材的石墨柱热装设备,包括用于套接金属基材的内孔的装配座以及安装所述装配座的工作台,所述装配座上设有加热模块、温度传感器以及冷却通道,所述工作台上安装有控制模块,所述控制模块连接所述加热模块和所述温度传感器,所述温度传感器测量所述装配座的温度并向所述控制模块发送相应的温度信号,所述控制模块根据所述温控信号控制所述加热模块的启停,所述冷却通道通入冷却液以冷却所述装配座。
3、本发明的石墨柱热装设备,装配座上设有加热模块和温度传感器,工作台上设有控制模块,这样一来能够在向金属基材镶嵌石墨柱的过程中保持金属基材的温度,避免了金属基材需要反复回炉加热,提高了石墨柱的镶嵌速度,同时,装配座上还设有冷却通道,冷却通道能够快速冷却装配座从而快速降低金属基材的温度,便于金属基材的取下以及存放,避免了高温的金属基材在取下和存放时烫伤工作人员。
4、作为优选,所述装配座设有多个,所述控制模块、所述加热模块、所述冷却通道及所述温度传感器相应地设有多个,多个所述温度传感器分别测量多个所述装配座的温度并分别发送至不同的所述控制模块,多个所述控制模块分别控制多个所述装配座上不同的所述加热模块的启停,多个所述冷却通道冷却不同的所述装配座。
5、采用前述技术方案,减少了操作人员等待装配座加热和/或冷却的等待时间,提高金属基材的石墨柱热装的工作效率,从而降低人工成本,进而降低自润滑轴承的生产成本及价格。
6、作为优选,所述装配座与所述工作台之间设有隔热垫片。
7、采用前述技术方案,减少了装配座向工作台的热量传递,有效的避免工作台的温度上升。
8、作为优选,所述装配座呈中空的管状,所述冷却通道、所述加热模块和所述温度传感器设于所述装配座的管壁上。
9、采用前述技术方案,减少了装配座的材料用量,降低石墨柱热装设备的生产成本,并且,装配座的加热和冷却速度更快,从而加快了石墨柱热装的流程速度,进一步提高石墨柱热装镶嵌的工作效率,同时,装配座的加热所需的热量大大降低、装配座冷却所需的冷却液用量也大大降低,从而降低了石墨柱热装的能耗及材料损耗,大大降低石墨柱热装设备的使用成本。
10、作为优选,所述装配座上周向间隔地设有多个加热孔,所述加热孔沿所述装配座的轴向设置,所述加热模块包括多个加热管,多个所述加热管分别安装于不同的所述加热孔中。
11、采用前述技术方案,加热模块能够与装配座充分接触,从而能够有效的增加装配座的加热效率,提高石墨柱热装的工作效率。
12、作为优选,所述装配座呈水平设置,金属基材沿水平方向套接于所述装配座。
13、采用前述技术方案,金属基材能够稳定的保持在装配座上,避免金属基材在镶嵌石墨柱时从装配座上掉落。
14、作为优选,所述冷却通道包括多个导通槽、进液口、出液口,第一通液槽和第二通液槽,所述进液口和所述出液口设于所述装配座靠近所述工作台的一端,多个所述导通槽沿所述装配座的轴向延伸,第一通液槽周向间隔地上设于所述装配座远离所述工作台的一端,第二通液槽设于所述装配座靠近所述工作台的一端,其中一个所述导通槽连通于所述进液口和一个所述第一通液槽之间,另一个所述导通槽连通于所述出液口和领一个所述第一通液槽之间,其它所述导通槽分别连通于一个所述第一通液槽和一个所述第二通液槽之间,以使多个所述导通槽、多个所述第一通液槽、多个所述第二通液槽、所述进液口和所述出液口连通构成冷却通道。
15、采用前述技术方案,增加了冷却通道230在装配座200上的冷却长度,使得冷却液能够有充足的时间与装配座200进行换热,提高了装配座200的冷却效率。
16、作为优选,所述导通槽的数量为a,所述第一通液槽的数量为b,所述第二通液槽的数量为c,b=a/2-1,c=a/2。
17、作为优选,还包括供液源、供液阀门、进液管和出液管,所述供液源连接所述进液管,所述进液管连接所述进液口,所述供液阀门连接于所述供液源和所述进液管、或、所述进液管和所述进液口之间,所述供液源提供具有压力的冷却液,所述出液管连接所述出液口。
18、本发明还提出自润滑轴承的金属基材的石墨柱热装方法,采用上述任一项技术方案所述的石墨柱热装设备,具体包括以下步骤:
19、s1、在所述控制模块上设置预设温度;
20、s10、将所述金属基材套装在所述装配座上;
21、s20、启动所述加热模块;
22、s30、待所述装配座的温度达到一定值后,对金属基材进行石墨柱镶嵌;
23、s40、金属基材完成石墨柱镶嵌后所述加热模块停止加热;
24、s50、向所述冷却通道中通入冷却液;
25、s60、金属基材冷却后取下,并返回s10;
26、其中,在s30中,所述控制模块通过所述温度传感器发送的所述温度信号控制所述加热模块的启、停而将所述装配座控制在所述预设温度上。
27、本发明的自润滑轴承的金属基材的石墨柱热装方法,由于采用上述任一技术方案的石墨柱热装设备,故该石墨柱热装方法具有上述技术方案所有技术效果。
28、本发明的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
技术特征:1.自润滑轴承的金属基材的石墨柱热装设备,其特征在于,包括用于套接金属基材的内孔的装配座以及安装所述装配座的工作台,所述装配座上设有加热模块、温度传感器以及冷却通道,所述工作台上安装有控制模块,所述控制模块连接所述加热模块和所述温度传感器,所述温度传感器测量所述装配座的温度并向所述控制模块发送相应的温度信号,所述控制模块根据所述温控信号控制所述加热模块的启停,所述冷却通道通入冷却液以冷却所述装配座。
2.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述装配座设有多个,所述控制模块、所述加热模块、所述冷却通道及所述温度传感器相应地设有多个,多个所述温度传感器分别测量多个所述装配座的温度并分别发送至不同的所述控制模块,多个所述控制模块分别控制多个所述装配座上不同的所述加热模块的启停,多个所述冷却通道冷却不同的所述装配座。
3.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述装配座与所述工作台之间设有隔热垫片。
4.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述装配座呈中空的管状,所述冷却通道、所述加热模块和所述温度传感器设于所述装配座的管壁上。
5.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述装配座上周向间隔地设有多个加热孔,所述加热孔沿所述装配座的轴向设置,所述加热模块包括多个加热管,多个所述加热管分别安装于不同的所述加热孔中。
6.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述装配座呈水平设置,金属基材沿水平方向套接于所述装配座。
7.如权利要求1所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述冷却通道包括多个导通槽、进液口、出液口,第一通液槽和第二通液槽,所述进液口和所述出液口设于所述装配座靠近所述工作台的一端,多个所述导通槽沿所述装配座的轴向延伸,第一通液槽周向间隔地上设于所述装配座远离所述工作台的一端,第二通液槽设于所述装配座靠近所述工作台的一端,其中一个所述导通槽连通于所述进液口和一个所述第一通液槽之间,另一个所述导通槽连通于所述出液口和领一个所述第一通液槽之间,其它所述导通槽分别连通于一个所述第一通液槽和一个所述第二通液槽之间,以使多个所述导通槽、多个所述第一通液槽、多个所述第二通液槽、所述进液口和所述出液口连通构成冷却通道。
8.如权利要求7所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,所述导通槽的数量为a,所述第一通液槽的数量为b,所述第二通液槽的数量为c,b=a/2-1,c=a/2。
9.如权利要求7所述的自润滑轴承的金属基材的石墨柱热装设备,其特征在于,还包括供液源、阀门、进液管和出液管,所述供液源连接所述进液管,所述进液管连接所述进液口,所述阀门连接于所述供液源和所述进液管、或、所述进液管和所述进液口之间,所述供液源提供具有压力的冷却液,所述出液管连接所述出液口。
10.自润滑轴承的金属基材的石墨柱热装方法,采用如权利要求1至9中任一项所述的石墨柱热装设备,其特征在于,包括以下步骤:
技术总结本发明公开了自润滑轴承的金属基材的石墨柱热装设备,解决现有技术的自润滑轴承金属基材石墨柱镶嵌的种种不足。本发明提出的自润滑轴承的金属基材的石墨柱热装设备,包括用于套接金属基材的内孔的装配座以及安装所述装配座的工作台,所述装配座上设有加热模块、温度传感器以及冷却通道,所述工作台上安装有控制模块,所述控制模块连接所述加热模块和所述温度传感器,所述温度传感器测量所述装配座的温度并向所述控制模块发送相应的温度信号,所述控制模块根据所述温控信号控制所述加热模块的启停,所述冷却通道通入冷却液以冷却所述装配座。本发明还公开了石墨柱热装方法,采用上述技术方案的石墨柱热装设备。技术研发人员:江春明,倪志伟,林宝儿,张佳佳,龚颖受保护的技术使用者:浙江中达精密部件股份有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352924.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。