一种新型高强高韧性热作模具钢及其制备方法
- 国知局
- 2025-01-10 13:25:09
本发明涉及一种新型高强高韧性热作模具钢及其制备方法,属于材料制备。
背景技术:
1、热作模具钢是模具钢中的重要分支,其工作条件比起其它种类的模具要更为恶劣,不仅要承受高压和冲击负荷、金属对模具型腔的热磨损,还要反复受到冷热循环交替的作用。
2、目前广泛应用的热作模具钢虽然在一定程度上满足了工业生产的需要,但在高温稳定性、韧性方面还存在一定的缺陷。在高温环境下,模具钢易发生软化和氧化,导致模具发生变形失效。很多模具的韧性较差,在承受冲击载荷时容易产生开裂,严重影响模具钢的使用寿命,热作模具钢在高强度和高韧性的方面的平衡一直是一个技术难题。同时,随着近几十年来工业的快速发展,要求热作模具钢朝着大型化、结构复杂化的方向发展,而目前主流的模具钢能满足这一需求的仅是少数。因此,开发一种既具有高温热稳定性又具备高强韧性的热作模具钢对于提升模具的耐高温性能、延长使用寿命、提高加工效率具有重要意义。
3、为得到上述性能,中国发明专利cn 115747612 b公开了一种复相h13热作模具钢制备方法,该方法利用马氏体预处理+等温处理的方式在h13中引入残余奥氏体提升了h13钢的冲击韧性,但由于h13成分的限制,其提升后的冲击韧性仍然不算优异。中国发明专利cn111593257b公开了一种高韧性、高热稳定性热作模具钢及其制备方法,采用了电炉冶炼、钢包精炼炉精炼、真空精炼炉精炼、电极坯浇铸、保护气氛电渣炉重熔、锻造、超细化处理、球化退火生产等工艺。得到的最终成品存在较高冲击韧性情况下其硬度较低的问题,同时该方法对冶炼设备要求高,成本投入较大。为此,如何在确保强度的前提下提升模具钢的冲击韧性,使其达到组织与性能的统一调控是目前热作模具钢领域丞待解决的问题。
技术实现思路
1、为了解决现有热作模具存在的问题,本发明的目的之一是提供一种高强韧性热作模具钢,所述热作模具钢包括以下重量百分比的元素:c:0.25%~0.45%,si:0.35%~0.65%,mn:0.34%~0.56%,ni:0.72%~0.96%,cr:2.35%~2.89%,mo:2.28%~2.56%,co:0.95%~1.25%,v:0.86%~1.26%,nb:0.25%~0.48%,p≤0.015%,s≤0.01%,其余为fe及不可避免的杂质,所有元素总的重量百分比为100%。
2、本发明的目的之二是提供一种高强韧性热作模具钢的制备方法,包括以下步骤:
3、(1)熔炼浇铸:按照钢件成分设计要求,在真空感应炉中熔炼并浇铸成钢锭。
4、(2)热锻:将钢锭进行均匀化处理,随后先冷却再进行热锻处理,热锻完成后空冷至室温。
5、(3)球化退火:将步骤(2)得到的钢进行球化退火,处理完成后随炉冷却至一定温度,之后取出空冷至室温。
6、(4)固溶-淬火-配分处理:将步骤(3)得到的钢进行固溶处理,之后在盐浴炉中进行等温淬火后立即取出进行保温,随后淬火至室温,淬火介质为水。
7、(5)回火处理:将步(4)得到的工件进行第一次保温之后空冷至室温,随后再将工件进行第二次保温,随后空冷至室温。
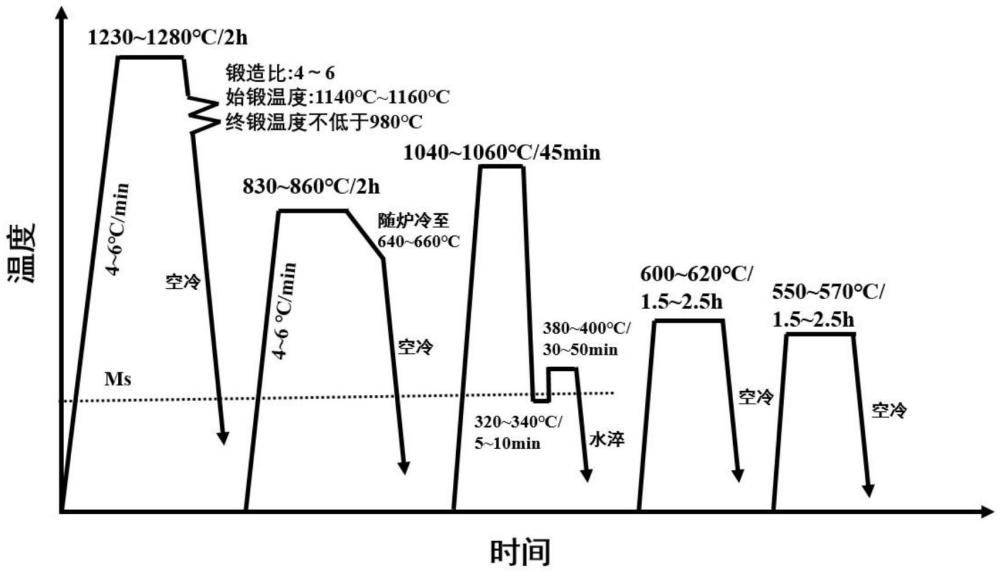
8、优选的,步骤(2)中均匀化处理的条件为:升温速率为4~6℃/min,保温温度为1230℃~1280℃,保温时间为2h。
9、优选的,步骤(2)中冷却条件为:以10℃/s的冷却速率冷却至1160℃~1180℃。
10、优选的,步骤(2)中热锻条件为:始锻温度为1140℃~1160℃,锻造比为4~6,终锻温度不低于980℃。
11、优选的,步骤(3)中球化退火条件为:以4~6℃/min的加热速率加热至830℃~860℃,保温2h;随炉冷却至的一定温度为640~660℃。
12、优选的,步骤(4)中固溶处理条件为:瞬时加热至1040~1060℃,保温45min。
13、优选的,步骤(4)中等温淬火条件为:320~340℃保温5~10min,等温淬火介质为:工业淬火盐。
14、优选的,步骤(4)中保温温度为380~400℃,保温时间为30~50min。
15、优选的,步骤(5)中第一次保温温度为600~620℃,保温时间为1.5~2.5h;第二次保温温度为550~570℃,保温时间为1.5~2.5h。
16、本发明适当提高v、nb元素的含量可提高模具钢在回火过程中碳化物的析出数量,提高模具钢的强度和硬度;在通用性热作模具钢的常规热处理的基础上引入淬火配分的热处理工艺,在其组织中引入机械稳定性高的薄膜状残余奥氏体,可使模具钢在遭受大冲击或应变时发生相变诱发塑性效应(残余奥氏体发生相变转变为马氏体,提升强度、韧性和延伸率)显著提升其塑韧性;虽然组织中残余奥氏体的引入会适当降低模具钢的强度,但通过化学成分的优化使其产生大量的弥散析出相及锻造的控制细化晶粒,即利用沉淀强化和细晶强化可使本发明中的模具钢强度不低于通用热作模具钢的同时,具有优异的冲击韧性。co元素的添加结合热处理工艺可以显著阻碍位错的运动,并为m2c型碳化物的析出提供形核位置,从而提高热作模具钢的抗高温强度和硬度,此外co元素的添加还可以提高模具钢的抗氧化性和抗腐蚀性,并具有抑制裂纹扩展的作用。
17、本发明的有益效果
18、(1)本发明采用nb-v复合合金化技术结合配套的锻造及热处理工艺,在通用性热作模具钢的基础上优化了化学成分,将高温均质化后的钢胚于单相奥氏体区进行锻造,锻造比大于4,大量的变形促使其发生反复多次的回复再结晶,细化组织中的晶粒并消除了铸造缺陷,大变形还可使nbc、vc形变诱导析出,在后续的热处理过程中,这些碳化物还可为其他类型碳化物提供异质形核点,促进碳化物的弥散强化效果。
19、(2)本发明在常规的热作模具钢的热处理工艺中创新地引入淬火配分工艺,显著提升模具钢的冲击韧性。
20、(3)本发明提供的热作模具钢具有较高的热稳定性和优异的冲击韧性,其抗拉强度达到1760~1850mpa,屈服强度达到1580~1650mpa,伸长率达到18%~26%,冲击韧性达到32~38j/cm2,同时还适用于较大尺寸的模具制造。
技术特征:1.一种新型高强高韧性热作模具钢,其特征在于,包括以下重量百分比的元素:c:0.25%~0.45%,si:0.35%~0.65%,mn:0.34%~0.56%,ni:0.72%~0.96%,cr:2.35%~2.89%,mo:2.28%~2.56%,co:0.95%~1.25%,v:0.86%~1.26%,nb:0.25%~0.48%,p≤0.015%,s≤0.01%,其余为fe及不可避免的杂质,所有元素总的重量百分比为100%。
2.权利要求1所述新型高强高韧性热作模具钢的制备方法,其特征在于:包括以下步骤:
3.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(2)中均匀化处理的条件为:升温速率为4~6℃/min,保温温度为1230℃~1280℃,保温时间为2h。
4.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(2)中冷却条件为:以10℃/s的冷却速率冷却至1160℃~1180℃。
5.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(2)中热锻条件为:始锻温度为1140℃~1160℃,锻造比为4~6,终锻温度不低于980℃。
6.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(3)中球化退火条件为:以4~6℃/min的加热速率加热至830℃~860℃,保温2h;随炉冷却至的一定温度为640~660℃。
7.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(4)中固溶处理条件为:瞬时加热至1040~1060℃,保温45min。
8.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(4)中等温淬火条件为:320~340℃保温5~10min,等温淬火介质为:工业淬火盐。
9.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(4)中保温温度为380~400℃,保温时间为30~50min。
10.根据权利要求2所述新型高强高韧性热作模具钢的制备方法,其特征在于:步骤(5)中第一次保温温度为600~620℃,保温时间为1.5~2.5h;第二次保温温度为550~570℃,保温时间为1.5~2.5h。
技术总结本发明公开了一种新型高强高韧性热作模具钢及其制备方法,属于材料制备技术领域。含化学成分按质量百分比:C:0.25%~0.45%,Si:0.35%~0.65%,Mn:0.34%~0.56%,Ni:0.72%~0.96%,Cr:2.35%~2.89%,Mo:2.28%~2.56%,Co:0.95%~1.25%,V:0.86%~1.26%,Nb:0.25%~0.48%,P≤0.015%,S≤0.01%,其余为Fe及不可避免的杂质。本发明在通用性热作模具钢的基础上,添加Co以提升其高温强度和热稳定性,降低Cr元素提高模具钢的回火抗性,Mo、V、Nb元素有利于回火过程中二次碳化物的析出以增加强韧性。制备过程中的淬火配分工艺在其组织中引入弥散分布的机械稳定性强的薄膜状残余奥氏体,使模具钢材料在具有高强度的同时兼具较高的韧性可用于工况复杂的工作环境。技术研发人员:山泉,黄谢东受保护的技术使用者:昆明理工大学技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/353018.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表