薄壁工件铣削加工控制方法、装置、设备及介质
- 国知局
- 2025-01-10 13:34:21
本技术涉及零件加工领域,尤其涉及一种薄壁工件铣削加工控制方法、相应的装置、电子设备及计算机可读存储介质。
背景技术:
1、薄壁工件具有高强度和轻量化的特征,广泛应用于航空航天领域,比如飞机的支架、机身等关键部分,但薄壁工件的铣削加工容易出现颤振现象,所谓颤振就是当刀具与薄壁工件之间的切削力达到一定临界值时,系统会产生不稳定的自激振动,即颤振。这种现象不仅会导致加工表面粗糙度增加,还会引起薄壁工件尺寸的偏差和加工精度的下降。颤振现象的产生有多种因素,包括刀具的刚性、工件的夹持方式、切削参数的选择、机床的动态特性以及加工环境的稳定性等。
2、传统的薄壁工件铣削加工方法通常需要在实际机床上进行多次试切和调整,以确定最佳的加工参数和工艺流程,这种方法不仅占用了大量的机床资源,而且由于薄壁工件的复杂形状和材料特性,加工成功率往往不高,需要反复调整和试验,耗费了大量的时间和人力资源,同时,加工过程中容易受到振动、工件变形等问题的影响,进一步增加了加工的难度和风险。
3、综上所述,适应现有技术中传统的薄壁工件铣削加工方法通常需要在实际机床上进行多次试切和调整,不仅占用了大量的机床资源,而且由于薄壁工件的复杂形状和材料特性,加工成功率往往不高,需要反复调整和试验,耗费了大量的时间和人力资源等问题,本技术人出于解决该问题的考虑作出相应的探索。
技术实现思路
1、本技术的目的在于解决上述问题而提供一种薄壁工件铣削加工控制方法、相应的装置、电子设备及计算机可读存储介质。
2、为满足本技术的各个目的,本技术采用如下技术方案:
3、适应本技术的目的之一而提出的一种薄壁工件铣削加工控制方法,包括:
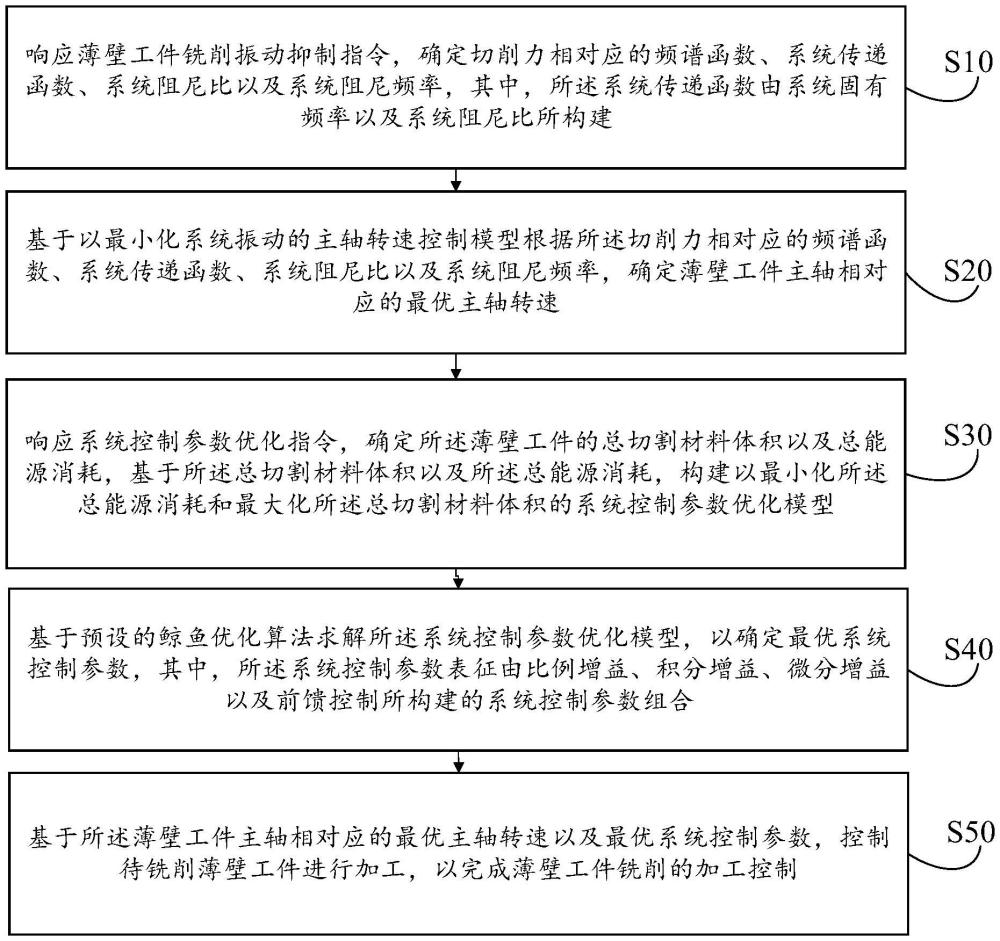
4、响应薄壁工件铣削振动抑制指令,确定切削力相对应的频谱函数、系统传递函数、系统阻尼比以及系统阻尼频率,其中,所述系统传递函数由系统固有频率以及系统阻尼比所构建;
5、基于以最小化系统振动的主轴转速控制模型根据所述切削力相对应的频谱函数、系统传递函数、系统阻尼比以及系统阻尼频率,确定薄壁工件主轴相对应的最优主轴转速;
6、响应系统控制参数优化指令,确定所述薄壁工件的总切割材料体积以及总能源消耗,基于所述总切割材料体积以及所述总能源消耗,构建以最小化所述总能源消耗和最大化所述总切割材料体积的系统控制参数优化模型;
7、基于预设的鲸鱼优化算法求解所述系统控制参数优化模型,以确定最优系统控制参数,其中,所述系统控制参数表征由比例增益、积分增益、微分增益以及前馈控制所构建的系统控制参数组合;
8、基于所述薄壁工件主轴相对应的最优主轴转速以及最优系统控制参数,控制待铣削薄壁工件进行加工,以完成薄壁工件铣削的加工控制。
9、可选的,构建主轴转速控制模型的步骤,包括:
10、对切削力进行快速傅里叶变换,以确定所述切削力相对应频谱函数;
11、确定简化的二自由度振动模型中薄壁工件与刀具之间的动态刚度以及薄壁工件和刀具的等效质量,基于所述薄壁工件与刀具之间的动态刚度以及所述薄壁工件和刀具的等效质量,确定所述系统固有频率;
12、确定所述系统阻尼比,根据所述系统固有频率以及所述系统阻尼比,计算确定所述系统阻尼频率;
13、基于所述系统固有频率以及所述系统阻尼比,以构建系统的传递函数;
14、基于所述切削力相对应的频谱函数、系统传递函数、系统阻尼比以及系统阻尼频率,以构建以最小化系统振动的主轴转速控制模型。
15、可选的,所述简化的二自由度振动模型的表达式为:
16、
17、其中,其中,代表薄壁工件在t时刻的振动位移,代表薄壁工件的振动速度,x(t)代表薄壁工件的振动加速度,m表示薄壁工件和刀具的等效质量,c是阻尼系数,k是薄壁工件与刀具之间的动态刚度,f(t)表示切削力。
18、可选的,所述切削力相对应频谱函数的表达式为:
19、f(w)=fft(f(t)),
20、其中,f(w)表示切削力相对应频谱函数;
21、所述系统固有频率的表达式为:
22、
23、其中,wn表示系统固有频率;
24、所述系统阻尼频率的表达式为:
25、
26、其中,wd表示系统阻尼频率,ζ表示系统阻尼比;
27、所述系统的传递函数的表达式为:
28、
29、其中,w表示主轴转速;
30、以最小化系统振动的主轴转速控制模型的表达式为:
31、minw|h(w)f(w)|。
32、可选的,确定所述薄壁工件的总切割材料体积以及总能源消耗,基于所述总切割材料体积以及所述总能源消耗,构建以最小化所述总能源消耗和最大化所述总切割材料体积的系统控制参数优化模型的步骤,包括:
33、所述薄壁工件的总切割材料体积的目标函数为:
34、
35、其中,a(t)是随时间变化的切削面积,mtotal表示薄壁工件的总切割材料体积;
36、所述薄壁工件的总能源消耗的目标函数为:
37、
38、其中,ewaste表示薄壁工件的总能源消耗,s(t)是随时间变化的主轴转速,sop是最佳转速,当所述主轴转速大于该最佳转速时,会导致电力资源的浪费;
39、系统控制参数优化模型的表达式为:
40、f(x)=mtotal+ewaste。
41、可选的,基于预设的鲸鱼优化算法求解所述系统控制参数优化模型,以确定最优系统控制参数的步骤,包括:
42、调用预设的鲸鱼优化算法,基于所述鲸鱼优化算法求解所述系统控制参数优化模型,确定所述鲸鱼优化算法的初始参数,所述初始参数包括种群大小以及迭代次数;
43、根据所述种群大小随机初始化鲸鱼种群,以生成初始的鲸鱼个体,其中,所述鲸鱼个体表征由比例增益、积分增益、微分增益以及前馈控制所构建的系统控制参数组合;
44、对每个迭代步骤,计算每条鲸鱼个体的适应度目标函数值,并根据所述适应度目标函数值更新每个鲸鱼个体的位置和速度;
45、在算法的迭代过程中,选择适应度目标函数值最优的鲸鱼个体作为最优的系统控制参数组合;
46、当达到预设的所述迭代次数或者满足收敛条件时,结束优化过程,得到最优的由比例增益、积分增益、微分增益以及前馈控制所构建的系统控制参数组合。
47、可选的,所述最佳转速为2000r/min。
48、适应本技术的另一目的而提供的一种薄壁工件铣削加工控制装置,包括:
49、数据获取模块,设置为响应薄壁工件铣削振动抑制指令,确定切削力相对应的频谱函数、系统传递函数、系统阻尼比以及系统阻尼频率,其中,所述系统传递函数由系统固有频率以及系统阻尼比所构建;
50、最优转速确定模块,设置为基于以最小化系统振动的主轴转速控制模型根据所述切削力相对应的频谱函数、系统传递函数、系统阻尼比以及系统阻尼频率,确定薄壁工件主轴相对应的最优主轴转速;
51、参数优化模型构建模块,设置为响应系统控制参数优化指令,确定所述薄壁工件的总切割材料体积以及总能源消耗,基于所述总切割材料体积以及所述总能源消耗,构建以最小化所述总能源消耗和最大化所述总切割材料体积的系统控制参数优化模型;
52、最优参数组合确定模块,设置为基于预设的鲸鱼优化算法求解所述系统控制参数优化模型,以确定最优系统控制参数,其中,所述系统控制参数表征由比例增益、积分增益、微分增益以及前馈控制所构建的系统控制参数组合;
53、铣削加工控制模块,设置为基于所述薄壁工件主轴相对应的最优主轴转速以及最优系统控制参数,控制待铣削薄壁工件进行加工,以完成薄壁工件铣削的加工控制。
54、适应本技术的另一目的而提供的一种电子设备,包括中央处理器和存储器,所述中央处理器用于调用运行存储于所述存储器中的计算机程序以执行本技术所述薄壁工件铣削加工控制方法的步骤。
55、适应本技术的另一目的而提供的一种计算机可读存储介质,其以计算机可读指令的形式存储有依据所述薄壁工件铣削加工控制方法所实现的计算机程序,该计算机程序被计算机调用运行时,执行相应的方法所包括的步骤。
56、相对于现有技术,本技术针对现有技术中传统的薄壁工件铣削加工方法通常需要在实际机床上进行多次试切和调整,不仅占用了大量的机床资源,而且由于薄壁工件的复杂形状和材料特性,加工成功率往往不高,需要反复调整和试验,耗费了大量的时间和人力资源等问题,本技术包括但不限于如下有益效果:
57、其一,本技术构建了一种基于数字孪生的薄壁工件铣削加工框架,该框架利用虚实结合技术,保障薄壁工件在实际加工场景中的效率和质量;
58、其二,本技术设计了一种薄壁工件的主轴转速控制模型,该模型通过调整主轴转速的动态控制方法,有效减少颤振和变形,提高加工精度,提升整体加工效率和产品合格率;
59、其三,本技术构建了一种基于预设的鲸鱼优化算法求解系统控制参数优化模型的方法,该方法基于鲸鱼优化算法具有强大的全局搜索能力和快速收敛特性,能够自动优化pid控制器参数以及前馈控制,提高系统的控制精度和响应速度;
60、其四,本技术基于预设的鲸鱼优化算法求解系统控制参数优化模型的方法,通过确定pid控制器参数以及前馈控制的最佳组合,能够有效提高切削效率和减少能源浪费。
本文地址:https://www.jishuxx.com/zhuanli/20250110/353960.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。