一种滤芯及其制备方法及车辆与流程
- 国知局
- 2025-01-10 13:39:42
本技术涉及废气处理,特别涉及一种滤芯及其制备方法及车辆。
背景技术:
1、氨柴发动机在工作时,燃烧室的高压可燃混合气和废气可能会通过活塞环与气缸之间的间隙漏入曲轴箱内,造成窜气,窜气混合气中含有未燃氨气,进入发动机机油,降低机油性能,加速机油氧化变质、形成油泥、堵塞机油油路,同时机油再次进到机油滤清器循环。目前,机油过滤材料材质普遍是由低端的木浆材料,到掺杂合成纤维主要是pet和微细玻纤材料的中端材料,到不含木浆材料的全合成材料是高端产品,不仅容尘量随之升高,耐老化性能也不断增强。但是这些传统的机油滤材均表现出不耐氨性,而且目前全世界范围内均不存在单独针对氨柴发动机机油过滤,尤其是耐氨水能力的量产型机油过滤材料。特别是氨柴发动机台架试验过程中,氨柴发动机机油粗滤器运转100h性能试验后出现破损情况,漏出尼龙衬底;发动机机油压力低,拆解发动机:气缸盖顶部碎纤维分布;机油收集器滤网堵塞;机油泵壳体开裂;判断为氨气形成氨水或氨气的硝化产物对机油滤滤材形成腐蚀造成。
2、然而现有的耐氨滤芯,虽然耐氨性能有所提升,却很难平衡过滤容尘量和过滤精度。
技术实现思路
1、本技术提供一种滤芯及其制备方法及车辆,以解决现有的滤芯很难平衡过滤容尘量和过滤精度的问题。
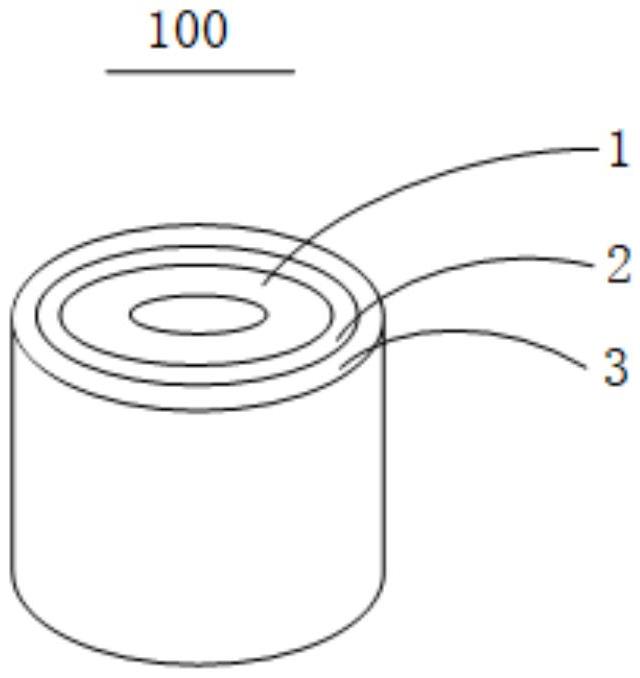
2、第一方面,本技术提供了一种滤芯,包括第一过滤纤维层、第二过滤纤维层和第三过滤纤维层,其中:
3、所述第二过滤纤维层设于所述第一过滤纤维层和所述第三过滤纤维层之间;
4、所述第一过滤纤维层的厚度大于所述第三过滤纤维层的厚度;
5、所述第一过滤纤维层的微孔尺寸小于所述第二过滤纤维层的微孔尺寸;
6、所述第二过滤纤维层的微孔尺寸小于所述第三过滤纤维层的微孔尺寸。
7、需要说明的是,在本技术中,所述第三过滤纤维层是与待过滤的废气接触的,过滤完成后的废气自第一过滤纤维层排除,也即,在废气过滤过程中,由外至内依次为第三过滤纤维层、第二过滤纤维层、第一过滤纤维层的排布方式。
8、本技术通过将滤芯分为第一过滤纤维层、第二过滤纤维层和第三过滤纤维层,所述第一过滤纤维层的厚度大于所述第三过滤纤维层的厚度,所述第一过滤纤维层的微孔尺寸小于所述第二过滤纤维层的微孔尺寸,所述第二过滤纤维层的微孔尺寸小于所述第三过滤纤维层的微孔尺寸,可以使得整个滤芯在废气处理的废气运动路径上,过滤层的孔隙越来越小,外层的第三过滤纤维层微孔尺寸最大,主要起到容纳过滤的灰尘的作用,中间的第二过滤纤维层微孔尺寸小于外层的第三过滤纤维层微孔尺寸,起到进一步截留灰尘的作用,内层的第一过滤纤维层微孔尺寸最小,起到提高过滤精度的作用,使得更细小的灰尘被过滤掉,增大了流量和纳污量,滤芯不易阻塞,延长使用寿命。同时,内层的第一过滤纤维层的厚度大于外层的第三过滤纤维层的厚度,可以使得细小的灰尘在通过滤芯时有更远的路径需要通过,在更长的运动距离中被截留,从而提高过滤的精度,同时保留第三过滤纤维层的容尘能力,滤芯不易阻塞,延长使用寿命。
9、滤芯的材料可以包括尼龙、聚酯、聚乙烯、聚四氟乙烯、聚苯乙烯、pbt中的至少一种,其中,尼龙材质的滤芯自身洁净度高,对机油无污染,耐酸耐碱和有机溶剂,耐氨腐蚀。
10、需要说明的是,过滤纤维层的微孔尺寸是指过滤材料中微小孔洞的大小,直接影响过滤材料的过滤效果和过滤速度。过滤纤维微孔尺寸越小,其过滤精度越高,能够滤除更小的颗粒和杂质,但同时会降低过滤速度。
11、需要说明的是,在本技术的一些实施例中,所述第一过滤纤维层、第二过滤纤维层和第三过滤纤维层中,每一层可以包括多层纤维层,多层纤维层中的纤维可以为相反螺旋方向隔层交叉,构成迷宫式过滤孔隙结构,进一步提高过滤精度。
12、一些实施例中,所述第一过滤纤维层的厚度为h1,所述第二过滤纤维层的厚度为h2,所述第三过滤纤维层的厚度为h3,其中:
13、1.5h3≤h1≤3h3,第一过滤纤维层的厚度是第三过滤纤维层的厚度的1.5~3倍,可以使得细小灰尘通过第一过滤纤维层的距离更长,而细小灰尘是更难捕获的,通过延长其通过路径可以提高滤芯对细小灰尘的清除能力,提高滤芯的过滤精度,同时第三过滤层主要捕获颗粒大的灰尘,颗粒大的灰尘占有更多的体积,因此第三过滤纤维层中的微孔为滤芯提供充足的容尘能力,提高过滤的总量,优选地,第一过滤纤维层的厚度是第三过滤纤维层的厚度的2倍,可以进一步平衡过滤精度和容尘能力,不易阻塞滤芯,延长使用寿命;和/或,
14、10mm≤h1≤14mm,第一过滤纤维层的厚度在此范围内,可以提高滤芯对细小灰尘的清除能力,提高滤芯的过滤精度;和/或,
15、6mm≤h2≤14mm,第二过滤纤维层的厚度在此范围内,使得独特的梯度设计形成立体滤渣效果,同时可以提高过滤精度和容尘量,满足过滤需求;和/或,
16、5mm≤h3≤7mm,第三过滤纤维层的厚度在此范围内,可以为滤芯提供充足的容尘能力,提高过滤灰尘的总量。
17、需要说明的是,本技术中的厚度是指在过滤方向上的厚度,也即废气通过路径上的厚度。
18、一些实施例中,所述第一过滤纤维层的纤维直径为d1,所述第二过滤纤维层的纤维直径为d2,所述第三过滤纤维层的纤维直径为d3;其中:
19、1μm≤d1≤4μm,第一过滤纤维层的纤维直径在此范围内,可以增加滤材密度,提高过滤效果;和/或,
20、4μm≤d2≤8μm,第二过滤纤维层的纤维直径在此范围内,可以在过滤效果和过滤阻力间起到平衡作用;和/或,
21、8μm≤d3≤10μm,第三过滤纤维层的纤维直径在此范围内,可以降低滤材过滤阻力。
22、一些实施例中,所述第一过滤纤维层的微孔尺寸为r1,所述第二过滤纤维层的的微孔尺寸为r2,所述第三过滤纤维层的的微孔尺寸为r3;其中:
23、0.1μm≤r1≤15μm,微孔的尺寸决定了对灰尘的截留,微孔的尺寸越小,能截留的灰尘颗粒越小,过滤精度越高,第一过滤纤维层的微孔尺寸在此范围内,可以提高过滤精度;和/或,
24、10μm≤r2≤30μm,微孔的尺寸决定了对灰尘的截留,微孔的尺寸越小,能截留的灰尘颗粒越小,过滤精度越高,第二过滤纤维层的微孔尺寸在此范围内,可以平衡过滤精度和过滤阻力;和/或,
25、25μm≤r3≤60μm,微孔的尺寸决定了对灰尘的截留,微孔的尺寸越小,能节流的灰尘颗粒越小,过滤精度越高,同时微孔为灰尘提供容尘空间,第三过滤纤维层的微孔尺寸在此范围内,可以降低过滤阻力。
26、一些实施例中,所述滤芯的材料还包括碳管,由于碳管自身高强度和轻质特性,可以增加过滤纤维层的强度,可以显著提高滤芯材料,尤其是滤芯为尼龙材料的强度和刚度,碳管之间的一维结构能够有效地吸收和分散应力集中,从而提高材料的强度和耐用性。同时可以通过碳管的静电效应捕集微细尘埃,可以提高过滤效率,降低过滤阻力。
27、一些实施例中,所述碳管包括羟基和/或羧基改性的碳管,由于碳管是非极性材料,滤芯基材尤其是尼龙是极性材料,因此碳管在尼龙中分散程度决定碳管对滤芯的改善效果。引入羟基、羧基等强极性基团,使碳纳米管与聚酰胺溶剂因极性相似而相容,从而提高碳纳米管在溶液中的分散程度,提高碳管在尼龙中的分散均匀性,可以进一步提高滤芯的过滤效率,降低过滤阻力;和/或,
28、所述碳管在滤芯的材料中的质量占比为2.5%~5%,碳管在滤芯的材料中的质量占比在此范围内,可以依靠静电效应捕集微细尘埃,提高过滤效率和降低过滤阻力,同时又减少对滤材本身性能的影响;和/或,
29、所述碳管的直径为d4,1μm≤d4≤4μm,所述碳管的直径在此范围内,有利于碳管的分散,同时提高了碳管分布密度。
30、第二方面,本技术提供了一种滤芯的制备方法,用以制备第一方面的滤芯,包括以下步骤:
31、采用熔喷法将尼龙依次形成第一过滤纤维层、第二过滤纤维层和第三过滤纤维层,其中:
32、所述第一过滤纤维层的厚度大于所述第三过滤纤维层的厚度;
33、所述第一过滤纤维层的微孔尺寸小于所述第二过滤纤维层的微孔尺寸;
34、所述第二过滤纤维层的微孔尺寸小于所述第三过滤纤维层的微孔尺寸。
35、利用熔喷工艺依次形成第一过滤纤维层、第二过滤纤维层和第三过滤纤维层,可以通过控制熔喷的气流压力、挤出量及接收距离实现对过滤纤维层的直径和微孔尺寸的控制,实现连续作业,简化工艺。具体地,可以从可拆换熔喷模头喷丝孔中挤出尼龙基材熔体,经喷丝孔两侧高速热空气流拉伸形成扇形瀑布状纤维喷射,并由接收装置上的芯棒连续不断地缠绕而成型。熔喷过程中高热空气流同时还对纤维起载送和热量输送作用,而且对到达芯棒的纤维丝起压紧作用,使得第一过滤纤维层、第二过滤纤维层和第三过滤纤维层纤维结点处有良好熔焊。
36、一些实施例中,采用熔喷法形成第一过滤纤维层的气流压力为0.4~0.6mpa,形成第一过滤纤维层的气流压力在此范围内,可以使得第一过滤纤维层的纤维直径在合适的范围;和/或,
37、采用熔喷法形成第一过滤纤维层的挤出量为0.01~0.03g/min,形成第一过滤纤维层的挤出量在此范围内,可以使得第一过滤纤维层的纤维直径在合适的范围;和/或,
38、采用熔喷法形成第一过滤纤维层的接收距离为4~6cm,形成第一过滤纤维层的接收距离在此范围内,可以提高纤维热黏合效果,提高滤材相对强度,减少分层;和/或,
39、采用熔喷法形成第二过滤纤维层的气流压力为0.3~0.4mpa,形成第二过滤纤维层的气流压力在此范围内,可以使得第二过滤纤维层的纤维直径在合适的范围;和/或,
40、采用熔喷法形成第二过滤纤维层的挤出量为0.03~0.05g/min,形成第二过滤纤维层的挤出量在此范围内,可以使得第二过滤纤维层的纤维直径在合适的范围;和/或,
41、采用熔喷法形成第二过滤纤维层的接收距离为7~9cm,形成第二过滤纤维层的接收距离在此范围内,可以提高纤维热黏合效果,提高滤材相对强度,减少分层;和/或,
42、采用熔喷法形成第三过滤纤维层的气流压力为0.1~0.3mpa,形成第三过滤纤维层的挤出量在此范围内,可以使得第三过滤纤维层的纤维直径在合适的范围;和/或,
43、采用熔喷法形成第三过滤纤维层的挤出量为0.08~0.12g/min,形成第三过滤纤维层的挤出量在此范围内,可以使得第三过滤纤维层的纤维直径在合适的范围;和/或,
44、采用熔喷法形成第三过滤纤维层的接收距离为12~18cm,形成第三过滤纤维层的接收距离在此范围内,可以提高纤维热黏合效果,提高滤材相对强度,减少分层。
45、一些实施例中,熔喷的温度为180~270℃。熔喷的温度在此范围内,可以使得各过滤纤维层的纤维直径在合适的范围。
46、第三方面,本技术提供了一种车辆,包括第一方面的滤芯。
本文地址:https://www.jishuxx.com/zhuanli/20250110/354527.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。