一种卷材双面喷涂的粉末涂装装置及涂装工艺的制作方法
- 国知局
- 2025-01-10 13:45:15
本发明属于卷材喷涂生产,更明确地说涉及一种卷材双面喷涂生产的,尤其是卷材双面喷涂的粉末涂装装置及涂装工艺。
背景技术:
1、卷材喷涂是以金属卷材(冷轧板、热镀锌板、镀铝板、高铝合金板、不锈钢板等)为基材,在高速运行的连续涂装生产线上将涂料均匀地喷涂在展卷后的平面板带的单面或者双面,并进行快速烘烤固化,然后再经过冷却收卷等过程,完成卷材喷涂涂装。静电粉末喷涂工艺越来越多应用于金属卷材的连续生产中,粉末涂装具有环保,高效,节能,优质等优势,一直是积极推动提倡的涂装方式,各行各业都在积极的推动“ 油改粉“ 的工作。几十年来,使用粉末涂料进行卷材涂装的研发一直在进行,目前卷材涂装的油改粉,除了极个别的慢速线采用粉末喷涂工艺以外,大部分卷材涂装仍然都是采用液体涂料涂装。而在现有技术中,大部分卷材生产线基本上在原来液体涂装线上加设粉末涂装设备,满足其中单面粉末喷涂的需求,但对于卷材双面粉末喷涂则需要在一面喷涂烘干冷却后折返再进行另一面的喷涂烘干,即“两涂两烘”,对于粉末喷涂和固化装置需要两进两出,大大降低了生产效率,同时,如双面喷涂不同色的粉末涂料,则需要更换粉末涂料,存在换色串色等问题,另外在卷材折返双面喷涂过程中也容易造成已喷涂面的磨损,容易造成不合格品。
2、基于以上卷材双面喷涂的问题及缺陷,本发明专利对于卷材双面喷涂的粉末涂装工艺和粉末涂装设备上进行研发改进,在实现卷材粉末涂装替代油漆涂装的基础上,实现卷材双面喷涂单向输送涂装线,无需折返喷涂,避免固化装置的两进两出,实现“两涂一烘”,提高卷材双面喷涂的生产效率,避免喷涂面的输送磨损,以及更换粉末涂料的换色串色,双面喷涂同时固化,双面喷涂涂层固化均匀一致,提升卷材双面喷涂的效果。
技术实现思路
1、为了解决以上生产问题,本发明的目的之一在于提供一种卷材双面喷涂的粉末涂装装置及涂装工艺,可应卷材双面喷涂的粉末涂装生产。
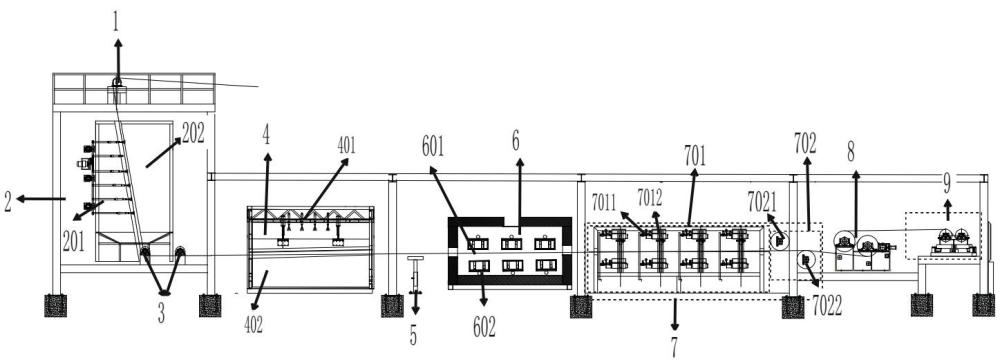
2、本发明公开一种卷材双面喷涂的粉末涂装装置,沿着卷材输送方向依次设置转运辊、正面静电喷涂装置、输送辊、背面静电喷涂装置、垂度仪、卷材固化装置,卷材冷却装置、水冷辊、张力机、纠偏辊;
3、其中,所述正面静电喷涂装置与背面静电喷涂装置分别对卷材正面和背面进行交替喷涂,所述转运辊设置在正面静电喷涂装置的正上方,从卷材输送方向上使其正面朝上,输送至正面静电喷涂装置时保证正面喷涂,所述输送辊设置在正面静电喷涂装置的斜下方,沿卷材水平输送方向上使其正面朝下,输送至背面静电喷涂装置时保证背面喷涂;
4、所述卷材固化装置设有卷材固化通道,所述卷材固化通道上下设有红外辐射加热板,分别对卷材正面和背面进行固化,所述背面静电喷涂装置与卷材固化装置之间设有垂度仪,监测卷材在背面静电喷涂装置和卷材固化通道的垂度,所监测垂度数据反馈水冷辊之后的张力机,张力机利用张力调整卷材垂度,使卷材在背面静电喷涂装置喷涂时保持水平,固化时使卷材处于卷材固化通道最佳固化位置,使卷材正面和背面喷涂均匀和固化完全;
5、所述卷材冷却装置设有风冷装置和水冷辊,所述风冷装置设置在卷材固化装置之后,卷材所述风冷装置出口设有水冷辊,进一步冷却卷材双面温度,所述水冷辊之后设有张力机和纠偏辊,为调整卷材输送线速和防止卷材输送过程跑偏。
6、如上所述卷材双面喷涂的粉末涂装装置,其中,所述正面静电喷涂装置包括正面喷涂器和正面喷房,所述背面静电喷涂装置包括背面喷涂器和背面喷房,所述正面喷房为竖向设置,正面喷房的卷材输入口分别设置在顶部和底部,所述正面喷涂器设置于正面喷房的侧对面,针对卷材正面宽度方向的左右往复横喷设置,所述背面喷房的卷材输入口和输出口分别设置在前侧和后侧,所述背面喷涂器安装在背面喷房的顶部,针对卷材背面宽度方向的前后往复俯喷设置。
7、如上所述卷材双面喷涂的粉末涂装装置,其中,所述卷材固化装置通道为红外辐射加热板设置,所述卷材固化装置通道上下对称设有红外辐射加热板,通过所述垂度仪监测卷材距上下红外辐射加热板的距离≥20mm。
8、如上所述卷材双面喷涂的粉末涂装装置,其中,所述风冷装置为上下对称设置风冷出风口,上下风冷出风口设置不同的控制阀,可以单独对卷材正面或者背面吹风冷却,也可以对卷材正面和背面双面同时吹风冷却。
9、如上所述卷材双面喷涂的粉末涂装装置,其中,所述水冷辊包括水冷辊一和水冷辊二,水冷辊一和水冷辊二上下对称设置,分别对卷材正面和背面涂层冷却降温。
10、如上所述卷材双面喷涂的粉末涂装装置,其中,所述纠偏辊为双辊纠偏设置,包括第一纠偏辊、第二纠偏辊、底座、动力机构以及限位机构。
11、如上所述卷材双面喷涂的粉末涂装装置,其中,所述粉末涂装装置布局分为上层,地面层,其根据卷材走向进行设置,上层设置有转运卷材的转运辊,卷材背面接触转运辊输送至正面静电喷涂装置,所述正面静电喷涂装置竖向设置于地面层,卷材从正面喷房的顶部输入口进入正面喷房,卷材正面喷涂后从正面喷房底部输出口输出,正面喷房底部输出口设有两个输送辊,正面喷涂后的卷材背面接触输送辊水平输送卷材至背面静电喷涂装置,所述背面静电喷涂装置水平横向设置于地面层,卷材正面朝下从背面喷房的左侧输入口进入背面喷房,此时背面喷涂器沿卷材宽度方向前后俯喷,背面喷涂后的卷材水平输送至背面喷房右侧输出口,沿着卷材水平输送方向在地面层设置垂度仪、卷材固化装置、卷材冷却装置、张力机、纠偏辊。
12、如上所述卷材双面喷涂的粉末涂装装置,其中,所述正面静电喷涂装置的喷涂器喷涂的粉末涂料与背面静电喷涂装置的喷涂器喷涂的粉末涂料可以同时是一种或两种。
13、所述一种卷材双面喷涂的涂装工艺,其中,所述卷材双面喷涂的涂装工艺采用了所述的卷材双面喷涂的粉末涂装装置,所述卷材双面喷涂的涂装工艺包括以下步骤:在卷材双面喷涂生产时,卷材从上层的转运辊上方绕入,卷材正面朝上沿卷材输送方向从上层转运至地面层的正面静电喷涂装置,卷材从正面喷房的顶部输入口输送至正面喷房,此时正面喷涂器沿卷材宽度方向左右往复横喷卷材正面,喷涂后的卷材从正面喷房底部输出口输送至水平设置的输送辊,卷材绕输送辊下方水平输送至水平横向设置的背面静电喷涂装置,卷材背面与输送辊接触水平输送至背面喷房的左侧输入口,此时背面喷涂器沿卷材宽度方向前后往复俯喷卷材背面,喷涂后的卷材从背面喷房右侧输出口水平输出,输出的卷材经垂度仪监测卷材垂度数据反馈张力机,张力机根据卷材垂度数据调整卷材线速及张紧程度,保证卷材在背面喷涂装置和卷材固化通道的水平输送,当卷材存在跑偏时,张力机后的纠偏辊对卷材跑偏及时纠偏正轨,卷材在卷材固化通道沿输送方向单向输送,同时进行卷材正面和双面的固化,固化后的双面喷涂卷材经依次经风冷装置和水冷辊冷却得双面喷涂的卷材成品。
14、所述一种卷材双面喷涂的涂装工艺,其中,所述卷材双面喷涂粉末涂装装置线速在10~80m/min,所述卷材固化装置温度在220~280℃,冷却后的卷材表面温度在20~35℃。
15、本发明的优点在于:
16、(1)本发明通过卷材静电喷涂装置的交替设置和卷材定向输送设置,使卷材可以同时进行正面和背面静电喷涂,且交替喷涂后经一次固化即可,喷涂过程卷材单向输送喷涂,无需折回返喷,满足卷材双面双色的喷涂需求,避免折返喷涂过程的喷涂面输送磨损,减少生产废料产生,提高生产效率;
17、(2)打破传统上卷材双面喷涂“两涂两烘”的涂装工艺,实现卷材双面喷涂“两涂一烘”的涂装工艺,优化了卷材双面喷涂涂装工艺,降低了卷材双面喷涂粉末涂装装置的总体投入和能源消耗。
本文地址:https://www.jishuxx.com/zhuanli/20250110/355029.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。