一种雾化组件、雾化组件的加工方式和雾化器的制作方法
- 国知局
- 2024-07-12 11:28:32
本申请涉及电子雾化,尤其涉及一种雾化组件、雾化组件的加工方 式和雾化器。
背景技术:
1、雾化器包括储液仓和雾化组件,雾化组件用于雾化储液仓内的雾化液。雾化 组件包括导液体和加热部件,导液体用于将雾化液导至加热部件,加热部件加热 雾化液,以促进雾化液的雾化。通常情况下,加热部件与导液体为后续组装,导 致加热部件与导液体的贴合紧密性差,使得导液体局部受热,易发生糊芯的风险。
技术实现思路
1、本申请提供了一种雾化组件、雾化组件的加工方式和雾化器,能够提升加热 部件与导液体的贴合紧密性,降低雾化组件的糊芯风险。
2、本申请提供第一方面一种雾化组件,包括:
3、导液体;
4、加热部件,加热部件能够加热导液体上的雾化液,以雾化雾化液;
5、其中,加热部件与导液体一体成型。
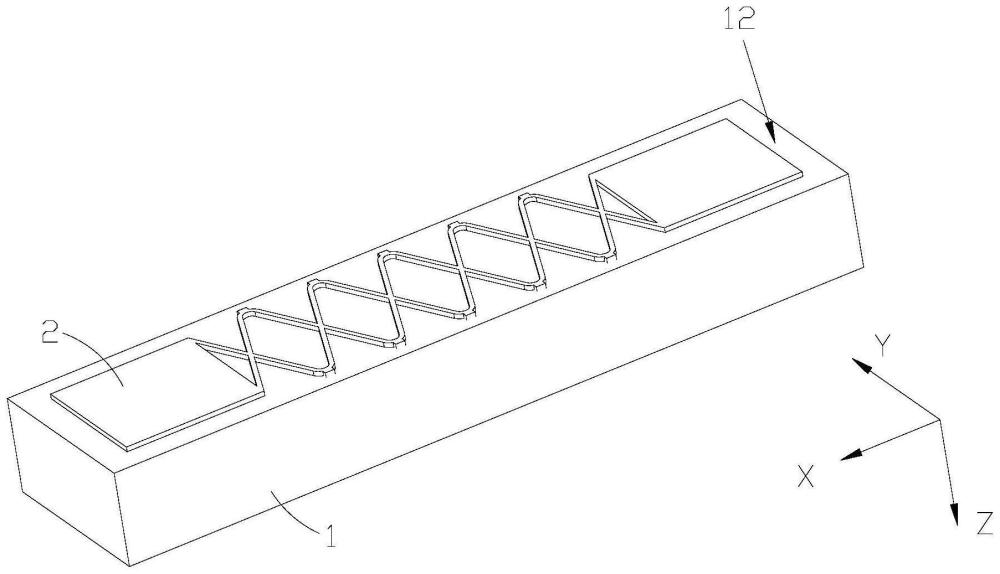
6、在一种可能的设计中,导液体包括沿自身厚度方向相对设置的导液面和雾化 面,导液面用于将雾化液导至加热部件,加热部件设置于雾化面。
7、在一种可能的设计中,加热部件贴合于雾化面。
8、在一种可能的设计中,加热部件的至少部分嵌入导液体内部。
9、在一种可能的设计中,加热部件包括设置于雾化面的加热本体,沿加热本体 的宽度方向,加热本体的至少一端设置有沿导液体的厚度方向弯折延伸的第一弯 折部,第一弯折部远离加热本体的一端设置有沿加热本体的宽度方向延伸的第二 弯折部;
10、第一弯折部与第二弯折部均位于导液体内部,加热第一弯折部和第二弯折部 用于固定加热部件与导液体。
11、在一种可能的设计中,导液体包括若干相交织的纤维,且导液体为一体式结 构;
12、加热部件与纤维通过干法成型或湿法成型的方式一体成型。
13、在一种可能的设计中,导液体的厚度h满足:1mm≤h≤4mm。
14、在一种可能的设计中,纤维为长纤维;
15、或者,纤维为短纤维,短纤维的长度l满足:0.1mm≤l≤10mm。
16、在一种可能的设计中,纤维至少包括相交织的第一纤维和第二纤维;
17、第一纤维的材质为天然纤维素纤维、再生纤维素纤维、芳纶、聚酰亚胺中的 一种;
18、第二纤维的材质为天然纤维素纤维、再生纤维素纤维、芳纶、聚酰亚胺中的 一种;
19、天然纤维素纤维为棉纤维、木棉纤维、麻纤维、竹纤维、莲纤维、茶纤维中 的一种;
20、再生纤维素纤维为粘胶纤维、富强纤维、莫代尔纤维、天丝、莱赛尔、兰精 纤维、旭化成、铜氨纤维中的一种。
21、在一种可能的设计中,导液体为矩型结构或管状结构。
22、在一种可能的设计中,加热部件的材质为铁合金、镍合金、铬合金、铝合金、 钛合金中的一种。
23、本申请第二方面提供一种雾化器,包括:
24、本体,本体设置有储液仓,储液仓用于存储雾化液;
25、以上任一项所述的雾化组件,导液体的至少一部分位于储液仓内并与雾化液 接触。
26、本申请第三方面提供一种雾化组件的加工方式,雾化组件为以上任一项所述 的雾化组件,加工方式包括:
27、在基材上成型至少一个加热部件;
28、将加热部件与导液体一体成型。
29、在一种可能的设计中,在基材上成型至少一个加热部件的步骤包括:
30、在基材上通过冲压工艺、激光切割或化学腐蚀的方式形成加热部件的加热本 体以及延伸臂,此时,加热部件处于第一加工状态;
31、弯折延伸臂,以形成加热部件的第一弯折部和第二弯折部,此时,加热部件 处于第二加工状态。
32、在一种可能的设计中,处于第二加工状态的加热部件与基材之间通过连接臂 连接;
33、在基材上成型至少一个加热部件的步骤还包括:
34、切除连接臂,以形成至少一个处于加工完成状态的加热部件;
35、将加热部件与导液体一体成型的步骤包括:
36、将处于加工完成状态的加热部件和若干纤维放置到模具中,使得加热部件与 纤维通过干法成型或湿法成型的方式一体成型,以形成导液体。
37、在一种可能的设计中,加工方式还包括:
38、切除多余的纤维,以形成至少一个雾化组件。
39、在一种可能的设计中,将加热部件与导液体一体成型的步骤包括:
40、将处于第二加工状态的加热部件和若干纤维放置到模具中,使得加热部件与 纤维通过干法成型或湿法成型的方式一体成型,以形成导液体。
41、在一种可能的设计中,处于第二加工状态的加热部件与基材之间通过连接臂 连接;
42、加工方式还包括:
43、切除连接臂,以形成至少一个雾化组件。
44、在本申请中,加热部件与导液体一体成型,缩短了雾化组件的生产周期,同 时,提升了加热部件与导液体的贴合紧密性,进而降低了雾化组件糊芯的风险。
45、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限 制本申请。
技术特征:1.一种雾化组件,其特征在于,所述雾化组件包括:
2.根据权利要求1所述的雾化组件,其特征在于,所述导液体(1)包括沿自身厚度方向相对设置的导液面(11)和雾化面(12),所述导液面(11)用于将所述雾化液导至所述加热部件(2),所述加热部件(2)设置于所述雾化面(12)。
3.根据权利要求2所述的雾化组件,其特征在于,所述加热部件(2)贴合于所述雾化面(12)。
4.根据权利要求2所述的雾化组件,其特征在于,所述加热部件(2)的至少部分嵌入所述导液体(1)内部。
5.根据权利要求3或4所述的雾化组件,其特征在于,所述加热部件(2)包括设置于所述雾化面(12)的加热本体(21),沿所述加热本体(21)的宽度方向,所述加热本体(21)的至少一端设置有沿所述导液体(1)的厚度方向弯折延伸的第一弯折部(22),所述第一弯折部(22)远离所述加热本体(21)的一端设置有沿所述加热本体(21)的宽度方向延伸的第二弯折部(23);
6.根据权利要求1所述的雾化组件,其特征在于,所述导液体(1)包括若干相交织的纤维,且所述导液体(1)为一体式结构;
7.根据权利要求6所述的雾化组件,其特征在于,所述导液体(1)的厚度h满足:1mm≤h≤4mm。
8.根据权利要求6所述的雾化组件,其特征在于,所述纤维为长纤维;
9.根据权利要求6所述的雾化组件,其特征在于,所述纤维至少包括相交织的第一纤维和第二纤维;
10.根据权利要求1所述的雾化组件,其特征在于,所述导液体(1)为矩型结构或管状结构。
11.根据权利要求1所述的雾化组件,其特征在于,所述加热部件(2)的材质为铁合金、镍合金、铬合金、铝合金、钛合金中的一种。
12.一种雾化器,其特征在于,所述雾化器包括:
13.一种雾化组件的加工方式,其特征在于,所述雾化组件为权利要求1~11中任一项所述的雾化组件,所述加工方式包括:
14.根据权利要求13所述的雾化组件的加工方式,其特征在于,在基材(3)上成型至少一个所述加热部件(2)的步骤包括:
15.根据权利要求14所述的雾化组件的加工方式,其特征在于,处于第二加工状态的所述加热部件(2)与所述基材(3)之间通过连接臂(31)连接;
16.根据权利要求15所述的雾化组件的加工方式,其特征在于,所述加工方式还包括:
17.根据权利要求14所述的雾化组件的加工方式,其特征在于,将所述加热部件(2)与所述导液体(1)一体成型的步骤包括:
18.根据权利要求17所述的雾化组件的加工方式,其特征在于,处于第二加工状态的所述加热部件(2)与所述基材(3)之间通过连接臂(31)连接;
技术总结本申请涉及一种雾化组件、雾化组件的加工方式和雾化器。雾化组件包括导液体和加热部件,加热部件能够加热导液体上的雾化液,以雾化雾化液;其中,加热部件与导液体一体成型,缩短了雾化组件的生产周期,同时,提升了加热部件与导液体的贴合紧密性,进而降低了雾化组件糊芯的风险。技术研发人员:孙耀明,张海波,丁晗晖,邹文龙,吴伟,张青受保护的技术使用者:深圳市卓力能技术有限公司技术研发日:技术公布日:2024/1/25本文地址:https://www.jishuxx.com/zhuanli/20240614/93069.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表