晶棒切削装置及晶片生产系统的制作方法
- 国知局
- 2024-07-10 18:27:35
本发明涉及半导体材料生产,尤其涉及一种晶棒切削装置及晶片生产系统。
背景技术:
1、晶片是晶棒被切割线切割后得到的中间产品,是制造半导体器件的重要材料之一。常用于生产晶片的晶棒包括蓝宝石晶棒、单晶硅棒等。以蓝宝石晶棒为例,蓝宝石晶棒的硬度高于单晶硅棒,相比于生产单晶硅片,切割线需要向蓝宝石晶棒表面施加更大的压力和摩擦力才能在晶棒表面上形成嵌线口,切割线割裂蓝宝石晶棒的难度更大、切割蓝宝石晶棒以获得蓝宝石晶片的切割效率更低,极大地制约了蓝宝石晶片的产能,难以满足市场上日益增长的对蓝宝石晶片的需求。
技术实现思路
1、鉴于此,本发明提供一种能够降低切削晶棒的难度、提高切削晶棒的效率从而提升晶片产能的晶棒切削装置及晶片生产系统。
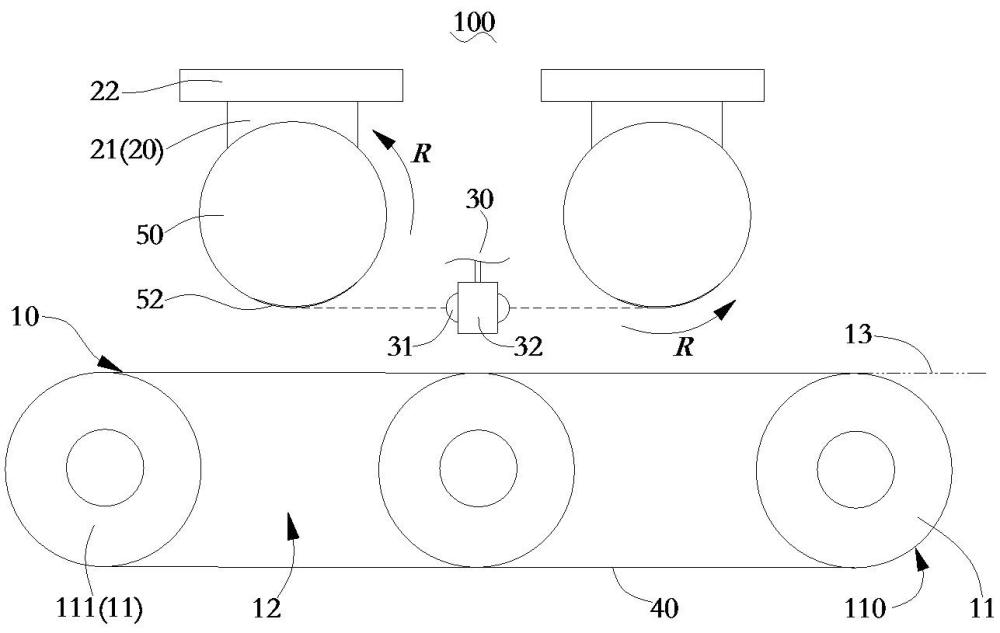
2、本发明提供的晶棒切削装置包括撑线机构、移棒机构与辐照件,撑线机构包括多个并排且设置以形成撑线队列的辊轴,任意相邻两个辊轴之间形成轴隙,撑线机构供切割线绕设于多个辊轴;辐照件用于产生能量束以使能量束作用于晶棒的拟切割位置,能量束用于使拟切割位置产生嵌线口;移棒机构包括驱动器与至少一个棒托,棒托位于撑线队列的一侧并与轴隙一一对应,驱动器连接棒托及/或撑线机构,用于驱使棒托与撑线队列相对靠近活动,以使切割线摩擦嵌线口并切割晶棒。
3、本发明的有益效果:在切割线切割晶棒之前,通过辐照件产生的能量束加热晶棒表面,使晶棒表面接收能量束的位置,也即拟切割位置受热熔融并形成嵌线口以供切割线压入嵌线口,无需切割线将晶棒表面切裂以形成嵌线口,因而能够更容易且更快地形成嵌线口,形成嵌线口不必依赖切割线对晶棒表面施加压力与摩擦力,从而能延长切割线的使用寿命,后续切割线划切嵌线口以使晶棒上的断裂面逐渐扩展即可得到晶片,因此本发明能够降低切削晶棒以获得晶片的难度、提升切割晶棒的效率和晶片产能。
4、在其中一个实施方式中,辐照件包括多个发射部,多个发射部沿辊轴的轴向彼此间隔地布设于撑线队列相对靠近棒托的一侧。
5、如此设置,多个发射部能够产生多个沿辊轴的轴向彼此间隔的能量束,这些能量束作用于晶棒后,即可得到多个沿辊轴的轴向彼此间隔的嵌线口,由此可以匹配将晶棒沿轴向切割为多个晶片的作业模式。
6、在其中一个实施方式中,发射部为激光源。
7、如此设置,激光源向晶棒发射的激光光束作为能量束,激光的能量强度更高,有助于加快形成嵌线口,激光光束照射到晶棒表面的光斑面积小、嵌线口更细小,有助于在晶棒上形成形状精度更高的断裂面。
8、在其中一个实施方式中,辐照件还包括安装架,安装架沿辊轴的轴向延伸,安装架的轴线平行于辊轴的轴线,其中:每个发射部沿安装架的轴线延伸方向可移动地设于安装架,每个发射部绕安装架的轴线可转动地设于安装架。
9、如此设置,带动发射部沿安装架的延伸方向移动,即可将能量束作用于晶棒的位置调整至拟切割位置,从而准确地在拟切割位置上形成嵌线口;还可以带动发射部绕安装架转动从而使能量束作用于晶棒上的热熔点活动并形成圆弧轨迹,最终可得到呈圆弧形的嵌线口以便切割线嵌入,而且圆弧形的嵌线口的底部更容易形成断裂面。
10、在其中一个实施方式中,辐照件还包括连接发射部的摆光部,摆光部用于驱动发射部沿预设的摆光轨迹往复摆动,摆光轨迹位于预设截轴平面内,预设截轴平面垂直于辊轴的轴向。
11、如此设置,在晶棒的轴向与辊轴的轴向平行、发射部发射能量束的状态下,摆光部驱动能量束沿摆光轨迹摆动从而使能量束作用于晶棒外周壁的热熔点在预设截轴平面内转移,光斑转移过程中形成沿晶棒周向延伸的圆弧形轨迹,通过驱使发射部往复摆动使圆弧形轨迹反复地受热熔融,由此可获得呈圆弧形的嵌线口,嵌线口的形状有助于断裂面形成和扩展。
12、在其中一个实施方式中,还包括摆荡器,棒托设于摆荡器并且能够在摆荡器的驱动下沿位于预设截轴平面内的预设摆荡轨迹摆动,预设截轴平面垂直于辊轴的轴向。
13、如此设置,在晶棒的轴向与辊轴的轴向平行、发射部发射能量束的状态下,摆荡器驱动棒托沿预设摆荡轨迹摆动从而使能量束作用于晶棒外周壁的热熔点在预设截轴平面内转移,也即光斑沿晶棒的周向在晶棒的外周壁上转移,由此可获得呈圆弧形的嵌线口,嵌线口的形状有助于断裂面的形成和扩展。
14、在其中一个实施方式中,摆荡器具有摆荡轴以供摆荡器驱动棒托绕摆荡轴往复摆动,摆荡轴平行于辊轴的轴线。
15、如此设置,摆荡器的结构更简单。
16、在其中一个实施方式中,还包括与辐照件并排设置的分配件,分配件包括沿辊轴的轴向交替排布的遮挡部与通透部,遮挡部限制辐照件的能量束通过,通透部允许辐照件的能量束通过。
17、如此设置,在辐照件产生能量信号的状态下,通过分配件的能量信号形成了多个沿辊轴轴向依次间隔分布的能量束,晶棒表面上接收到这些能量束的位置即形成多个沿辊轴轴向依次间隔分布的拟切割位置,拟切割位置作为晶棒上形成断裂面的位置,遮挡部可以避免两个相邻能量束混同从而避免两个相邻拟切割位置合并,因而能够将晶棒顺利切分成多个晶片。
18、在其中一个实施方式中,辊轴包括开设有多个线槽的主轴,线槽沿主轴的轴向等距排布,通透部与线槽的数量相当,多个通透部沿主轴的轴向等距排布。
19、如此设置,通过分配件的能量信号形成多个沿主轴的轴向等距间隔排布的能量束,由此在晶棒上形成多个沿辊轴轴向等距间隔排布的拟切割位置,最终可以获得多个厚度尺寸均等的晶片。
20、在其中一个实施方式中,每个通透部均开设有相互连通的通透孔与收束孔,收束孔位于通透孔靠近辐照件的一端,收束孔的孔径沿远离辐照件的方向减小,通透孔的孔径不大于收束孔的最小孔径,且不大于辊轴上的线槽宽度。
21、如此设置,收束孔可以将能量束收入其中并约束能量束,通透孔限定了通过分配件的任意一束能量束的最大束宽,且最大束宽不大于辊轴上的线槽宽度,确保最终获得的嵌线口的宽度更小、更便于形成断裂面。
22、在其中一个实施方式中,还包括遮挡防护件,至少部分遮挡防护件设于辐照件相对靠近撑线队列的一侧。
23、如此设置,遮挡防护件可以阻挡切削液和切割晶棒时产生的粉尘溅射到辐照件上,以保证辐照件的清洁和能量束的能量强度。
24、在其中一个实施方式中,遮挡防护件套设辐照件,且遮挡防护件包括供辐照件的能量束通过的通透部。
25、如此设置,遮挡防护件对辐照件的遮挡防护效果更优异,而且不影响能量束顺利抵达晶棒。
26、在其中一个实施方式中,还包括连接棒托及/或辊轴的轴向纠偏机构,轴向纠偏机构用于驱使棒托与辊轴沿辊轴的轴向相对运动,辐照件包括多个沿辊轴的轴向排布的发射部,辊轴包括多个沿辊轴的轴向排布的线槽,线槽与发射部沿辊轴的轴向逐个轮替排布。
27、如此设置,发射部发射出的能量束抵达晶棒表面的位置为拟切割位置,这些能量束与切割线沿辊轴的轴向逐个轮替排布,在各个拟切割位置形成嵌线口后,通过轴向纠偏机构带动棒托与辊轴沿辊轴的轴向相对运动,即可使切割线与嵌线口分别一一对齐,因此可以防止能量束对切割线造成损伤。
28、在其中一个实施方式中,晶棒切削装置用于执行晶棒切片方法以将晶棒切割为多段以获得多个晶片,撑线机构具有线网平面,线网平面位于撑线队列靠近棒托的一侧并与多个辊轴相切;
29、晶棒切片方法包括:
30、测取晶棒的尺寸,并根据晶片的规格要求在晶棒上确定出拟切割位置;
31、调整棒托与绕设于辊轴的切割线的相对位置,以使切割线和拟切割位置一一对齐;
32、控制辐照件的能量束作用于拟切割位置,以使晶棒上产生对应拟切割位置的嵌线口;
33、控制驱动器驱使棒托相对靠近线网平面活动,以使切割线嵌入对应的嵌线口;
34、控制切割线与晶棒保持接触,控制辊轴驱使切割线切割晶棒直至获得多个晶片。
35、在其中一个实施方式中,在晶棒上确定出拟切割位置包括:
36、检测晶棒并且在晶棒上标记出表面损伤;
37、若至少部分拟切割位置存在点状表面损伤,控制辐照件产生第一能量束以作用于该拟切割位置;
38、若至少部分拟切割位置存在线状表面损伤,控制辐照件产生第二能量束以作用于该拟切割位置;
39、若至少部分拟切割位置存在面状表面损伤,控制辐照件跳过向该拟切割位置作用能量束,或者控制辐照件产生第三能量束以作用于该拟切割位置;
40、第一能量束、第二能量束与第三能量束的能量强度依次增强。
41、如此设置,表面损伤相当于嵌线口的雏形,表面损伤与能量束作用于晶棒表面的热熔点叠加从而形成嵌线口,第一能量束、第二能量束和第三能量束所形成的热熔点的深度与热熔范围依次提升,因而热熔点与表面损伤的适配组合更合理,最终所形成的嵌线口具有基本均等的深度。
42、在其中一个实施方式中,控制辐照件的能量束作用于拟切割位置包括:
43、控制摆荡器将晶棒限定在受照位置,以使能量束作用于拟切割位置的热熔点在线网平面靠近棒托的一侧;
44、控制摆荡器驱使晶棒沿预设摆荡轨迹活动至切棒初始位置,以使热熔点落在线网平面或线网平面背离棒托的一侧,预设摆荡轨迹位于与辊轴的轴向相垂直的预设截轴平面内。
45、如此设置,辐照件向晶棒表面发射能量束时,热熔点与切割线有一定的距离,切割线不会受到能量束的影响而损伤。
46、在其中一个实施方式中,控制摆荡器驱使晶棒沿预设摆荡轨迹活动至切棒初始位置包括:
47、控制摆荡器驱动晶棒绕摆荡轴转动,摆荡轴平行于辊轴的轴线。
48、如此设置,在辐照件发射能量束的状态下,摆荡器驱动棒托沿预设摆荡轨迹摆动,从而使能量束抵达晶棒外周壁的热熔点在垂直于辊轴轴向的预设截轴平面内转移,由此获得的嵌线口有助于断裂面的形成和扩展,而且断裂面所在的平面与预设截轴平面相平行。
49、在其中一个实施方式中,晶棒切片方法还包括:
50、检验各个嵌线口,将深度小于预设嵌线深度的嵌线口所在的拟切割位置记为复熔位置;
51、控制辐照件的能量束作用于复熔位置,以使对应于复熔位置的嵌线口的深度增加。
52、如此设置,辐照件向晶棒表面发射能量束分多次进行,当能量束初次作用于晶棒后,检验出深度不符合预设嵌线深度要求的嵌线口,并标记这些嵌线口所在的位置为复熔位置,然后能量束再次作用于复熔位置,确保复熔位置的嵌线口最终具有符合预设嵌线深度的深度尺寸。
53、在其中一个实施方式中,检验各个嵌线口,将深度小于预设嵌线深度的嵌线口所在的拟切割位置记为复熔位置包括:
54、检验分别嵌入各嵌线口的各切割线,将线弓下沉量小于预设嵌线深度的切割线所对应的拟切割位置记为复熔位置。
55、如此设置,以线弓下沉量表征能量束初次作用于晶棒所得到的嵌线口的深度,线弓下沉量不足即代表嵌线口的深度不足,由此可以更方便更容易地检验嵌线口的深度尺寸是否符合要求。
56、在其中一个实施方式中,晶棒切片方法还包括:
57、调节辊轴相对于棒托的位置并控制辐照件向辊轴发射能量束,以使能量束被辊轴反射至晶棒;
58、在发射至辊轴的能量束被辊轴的线槽反射至拟切割位置的情况,控制辐照件的能量束作用于拟切割位置。
59、如此设置,可以检验线槽、拟照射位置与辐照件的发射部的相对位置关系是否匹配,在能量束被线槽发射至拟切割位置的情况下,即表明当辐照件的能量束作用于晶棒后,切割线能够在驱动器的控制下顺利嵌入形成于拟切割位置的嵌线口,由此便可以进行向晶棒投射能量束的步骤。
60、在其中一个实施方式中,晶棒切片方法还包括:
61、测取晶棒的尺寸,标记出晶棒的外径异常段与均值外径段,均值外径段的外径尺寸记为平均晶棒外径;
62、并将外径尺寸小于和大于平均晶棒外径的外径异常段分别记为外径收缩段与外径扩张段;
63、控制辐照件的能量束作用于拟切割位置,使晶棒上产生对应于拟切割位置的嵌线口包括:
64、嵌线口包括深度依次增大的减深嵌线口、均深嵌线口与加深嵌线口,减深嵌线口、均深嵌线口与加深嵌线口依次对应外径收缩段、均值外径段与外径扩张段的拟切割位置。
65、如此设置,有助于使减深嵌线口、均深嵌线口和加深嵌线口各自的底部到晶棒轴线的距离基本均等,从而可以使外径异常段与均值外径段以基本相等的用时被切割线切割成片。
66、在其中一个实施方式中,在晶棒上确定出拟切割位置包括:
67、将位于外径收缩段的拟切割位置记为减深热熔位置、将位于外径扩张段的拟切割位置记为加深热熔位置、将位于均值外径段的拟切割位置记为均深热熔位置;
68、控制辐照件的能量束作用于拟切割位置,以使晶棒上产生对应拟切割位置的嵌线口包括:
69、控制辐照件产生作用于减深热熔位置的第三能量束,使晶棒上产生对应于减深热熔位置的减深嵌线口;
70、控制辐照件产生作用于均深热熔位置的第二能量束,使晶棒上产生对应于均深热熔位置的均深嵌线口;
71、控制辐照件产生作用于加深热熔位置的第一能量束,使晶棒上产生对应于加深热熔位置的加深嵌线口;
72、第一能量束、第二能量束与第三能量束的能量强度依次增强。
73、如此设置,实现了不同嵌线口的深度尺寸的差异化,差异化的嵌线口深度可以更好地抵消晶棒外径的波动,最终确保各个嵌线口的底部到晶棒轴线的距离保持近似均等。
74、在其中一个实施方式中,控制辐照件的能量束作用于拟切割位置包括:
75、控制辐照件的能量束作用于处在切前位态的拟切割位置,拟切割位置在切前位态下与切割线沿辊轴的轴向逐个轮替排布;
76、调整棒托与绕设于辊轴的切割线的相对位置包括:
77、控制轴向纠偏机构驱使棒托与辊轴沿辊轴的轴向相对运动,以使拟切割位置切换至被切位态并与切割线一一对齐。
78、如此设置,当各个能量束分别对应地向各个拟切割位置作用时,这些能量束与切割线沿辊轴的轴向逐个轮替排布,因而能量束可以避开切割线以保证切割线不受损伤,待各个拟切割位置上形成嵌线口后,只需轴向纠偏机构带动棒托与辊轴相对运动即可使切割线与嵌线口分别一一对齐,以便于后续控制驱动器以将各个切割线分别嵌入对应的嵌线口内。
79、在其中一个实施方式中,根据晶片的规格要求在晶棒上确定出拟切割位置包括:
80、将晶棒的轴向设置为平行于辊轴的轴向,在晶棒的外周壁上确定出拟切割位置;
81、控制辐照件的能量束作用于拟切割位置,以使晶棒上产生对应拟切割位置的嵌线口包括:
82、带动棒托沿预设摆荡轨迹摆动及/或带动辐照件沿预设摆光轨迹摆动,以使晶棒上产生呈圆弧形的嵌线口。
83、如此设置,圆弧形的嵌线口更便于切割线嵌入,尤其是当切割线随着驱动器带动辊轴与棒托相对运动而形成线弓时,线弓仍可以嵌入到嵌线口内从而继续切割晶棒,此外圆弧形的嵌线口有助于断裂面的形成和扩展。
84、在其中一个实施方式中,带动棒托沿预设摆荡轨迹摆动及/或带动辐照件沿预设摆光轨迹摆动包括:
85、带动辐照件沿预设摆光轨迹摆动,预设摆光轨迹为预设截轴平面内的圆弧轨迹,预设截轴平面垂直于辊轴的轴向;及/或,
86、带动棒托沿预设摆荡轨迹摆动,预设摆荡轨迹为预设截轴平面内的圆弧轨迹,预设截轴平面垂直于辊轴的轴向。
87、在其中一个实施方式中,带动棒托沿预设摆荡轨迹摆动及/或带动辐照件沿预设摆光轨迹摆动包括:
88、控制棒托沿预设摆荡轨迹的摆动速率,以使晶棒上产生具有渐变深度的圆弧形嵌线口,嵌线口的深度沿晶棒的第一周向递减;
89、控制切割线与晶棒保持接触包括:
90、控制棒托沿预设摆荡轨迹摆动使切割线滑动接触嵌线口;
91、当切割线接触嵌线口的位置沿第一周向转移,控制驱动器驱动棒托以第一速率相对靠近线网平面活动;
92、当切割线接触嵌线口的位置沿第一周向的反向转移,控制驱动器驱动棒托以大于第一速率的第二速率相对靠近线网平面活动。
93、如此设置,深度渐变的圆弧形嵌线口可兼顾断裂面快速形成扩展与切割线的防滑脱,当切割线接触嵌线口的位置沿第一周向转移,即切割线接触嵌线口的位置向嵌线口内更浅的位置转移时,切割线接触晶棒的面积减小从而使切割线作用于晶棒的压强增大,因而有助于断裂面快速扩展,当切割线接触嵌线口的位置沿第一周向的反向转移,即切割线接触嵌线口的位置向嵌线口内更深的位置转移时,切割线从嵌线口内滑脱的难度增加,因而允许增大切割线与晶棒之间的接触压力以使断裂面加快扩展。
94、在其中一个实施方式中,控制棒托沿预设摆荡轨迹的摆动速率,以使晶棒上产生具有渐变深度的圆弧形嵌线口,嵌线口的深度沿晶棒的第一周向递减包括:
95、控制棒托沿预设摆荡轨迹变速往复摆动,以使能量束作用于拟切割位置的热熔点沿晶棒的第一周向加速转移,以及使能量束作用于拟切割位置的热熔点沿第一周向的反向减速转移。
96、如此设置,随着热熔点沿晶棒的第一周向加速转移,嵌线口的深度沿晶棒的第一周向逐渐变浅,随着热熔点沿晶棒的第一周向的反向减速转移,嵌线口的深度沿晶棒的第一周向的反向逐渐变深,由此即可获得具有渐变深度尺寸的圆弧形嵌线口。
97、本发明提供的晶片生产系统包括切割线、切削液供给装置以及晶棒切削装置,切割线绕设于多个辊轴,切削液供给装置用于向切割线供给切削液。
本文地址:https://www.jishuxx.com/zhuanli/20240615/68587.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表