板材封边柔性控制方法、控制系统及柔性封边智能生产线与流程
- 国知局
- 2024-07-11 15:19:30
本发明涉及板材封边,尤其涉及一种板材封边柔性控制方法、控制系统及柔性封边智能生产线。
背景技术:
1、目前有不少板材家具都有封边,这样可以减少木料对身体的摩擦且起到美观装饰的效果,板材封边的过程就是靠封边机完成的。
2、在对板材进行封边的过程中,由于封边机、封边材料和操作环境等因素的影响,板材封边可能会出现鼓胶、崩缺、开胶和端头过长等缺陷,因此,在对板材进行封边后,还需要检测板材封边是否存在缺陷。在现有技术中,通常采用人工的方式对板材封边进行检测,但这种方式检测效率低,且人工成本高。
3、在申请号为202210701724.3的技术方案中,虽然其采用自适应直方图均衡化算法对划分的各子图像进行均衡化以及对处于相邻位置的任意两个子图像的边缘进行双线性插值,检测待检测目标图像中的板材边界信息,基于板材边界信息,得到封边所处的位置,依据封边所处的位置得到封边的实际灰度信息,基于封边的实际灰度信息得到封边的理想灰度信息,基于封边的实际灰度信息和理想灰度信息识别是否存在灰度异常区域,基于是否存在灰度异常区域的识别结果确定是否存在封边缺陷,能够实现对封边缺陷的自动检测,但检测维度较为单一,封边缺陷检测的精准度较差。
技术实现思路
1、本发明提供一种板材封边柔性控制方法、控制系统及柔性封边智能生产线,以实现对板材封边质量的精准检测。
2、为解决上述问题,本发明采用如下技术方案:
3、本发明提供一种板材封边柔性控制方法,应用于柔性封边智能生产线的控制系统,所述柔性封边智能生产线还包括扫描器、上料机器人、摄像装置及封边机,所述扫描器、上料机器人、摄像装置及封边机分别与所述控制系统电性连接,所述板材封边柔性控制方法包括:
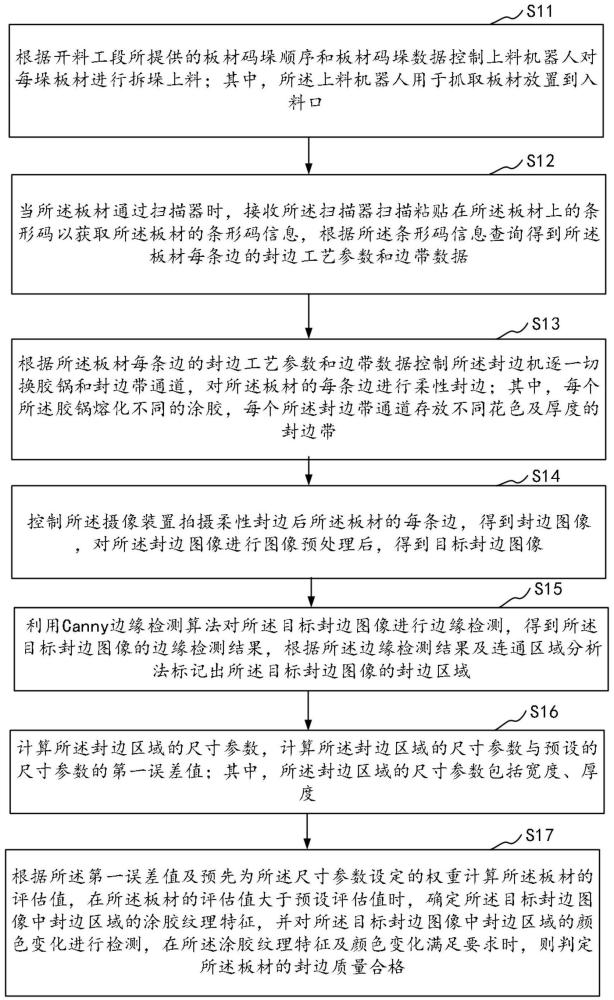
4、根据开料工段所提供的板材码垛顺序和板材码垛数据控制上料机器人对每垛板材进行拆垛上料;其中,所述上料机器人用于抓取板材放置到入料口;
5、当所述板材通过扫描器时,接收所述扫描器扫描粘贴在所述板材上的条形码以获取所述板材的条形码信息,根据所述条形码信息查询得到所述板材每条边的封边工艺参数和边带数据;
6、根据所述板材每条边的封边工艺参数和边带数据控制所述封边机逐一切换胶锅和封边带通道,对所述板材的每条边进行柔性封边;其中,每个所述胶锅熔化不同的涂胶,每个所述封边带通道存放不同花色及厚度的封边带;
7、控制所述摄像装置拍摄柔性封边后所述板材的每条边,得到封边图像,对所述封边图像进行图像预处理后,得到目标封边图像;
8、利用canny边缘检测算法对所述目标封边图像进行边缘检测,得到所述目标封边图像的边缘检测结果,根据所述边缘检测结果及连通区域分析法标记出所述目标封边图像的封边区域;
9、计算所述封边区域的尺寸参数,计算所述封边区域的尺寸参数与预设的尺寸参数的第一误差值;其中,所述封边区域的尺寸参数包括宽度、厚度;
10、根据所述第一误差值及预先为所述尺寸参数设定的权重计算所述板材的评估值,在所述板材的评估值大于预设评估值时,确定所述目标封边图像中封边区域的涂胶纹理特征,并对所述目标封边图像中封边区域的颜色变化进行检测,在所述涂胶纹理特征及颜色变化满足要求时,则判定所述板材的封边质量合格。
11、优选地,确定所述目标封边图像的涂胶纹理特征,包括:
12、利用加权平均法将所述目标封边图像转换为灰度图像;
13、计算所述灰度图像的灰度级别;其中,所述灰度级别表示所述灰度图像中像素的灰度值;
14、根据所述灰度图像的灰度级别确定灰度共生矩阵的大小,并将所述灰度图像中每个像素与对应像素邻域的像素值进行比较,计算得到灰度共生矩阵中的元素值;
15、根据所述灰度共生矩阵的大小及元素值生成目标灰度共生矩阵;
16、计算所述目标灰度共生矩阵中元素值的平方和,得到涂胶纹理强度;其中,所述涂胶纹理特征包括涂胶纹理强度,所述涂胶纹理强度表示涂胶纹理的总体强度。
17、在一个实施例中,在利用加权平均法将所述目标封边图像转换为灰度图像之后,在计算所述灰度图像的灰度级别之前,还包括:
18、将所述灰度图像分割成多个非重叠的第一图像区域,计算每个所述第一图像区域中像素的平均值、标准差及协方差,得到每个所述第一图像区域的第一亮度值、第一对比度值及第一结构值;
19、将预设的标准封边图像分割成多个非重叠的第二图像区域,计算每个所述第二图像区域中像素的平均值、标准差及协方差,得到每个所述第二图像区域的第二亮度值、第二对比度值及第二结构值;其中,所述标准封边图像为图像质量满足要求的图像;
20、根据每个所述第一图像区域的第一亮度值、第一对比度值及第一结构值,利用ssim指数计算公式计算得到每个所述第一图像区域的ssim指数,计算所有所述第一图像区域的ssim指数的平均值,得到所述灰度图像的第一ssim值;
21、根据每个所述第二图像区域的第二亮度值、第二对比度值及第二结构值,利用ssim指数计算公式计算得到每个所述第二图像区域的ssim指数,计算所有所述第二图像区域的ssim指数的平均值,得到所述标准封边图像的第二ssim值;
22、计算所述第一ssim值与第二ssim值的第二误差值;
23、在所述第一ssim值与第二ssim值的第二误差值小于预设误差值时,执行计算所述灰度图像的灰度级别的步骤,否则对所述灰度图像依次进行高斯平滑处理、锐化滤波处理及直方图均衡化处理,直至所述第一ssim值与第二ssim值的第二误差值小于预设误差值;
24、其中,所述ssim指数计算公式包括:
25、
26、其中,所述l为亮度值,所述c为对比度值,所述s为结构值,所述c1和c2为常数,用于稳定分母,并避免分母为零。
27、优选地,对所述目标封边图像中封边区域的颜色变化进行检测,包括:
28、将所述目标封边图像中每个通道的像素值从8位整数表示转换为0到1范围内的浮点数;
29、计算转换后所述目标封边图像的色调、饱和度及亮度;
30、将所述目标封边图像的色调、饱和度及亮度分别乘以255并取整后,得到hsv颜色空间的目标封边图像;
31、将hsv颜色空间的目标封边图像中颜色变化超过预设阈值的像素区域标记为异常区域;
32、当检测到所述目标封边图像不存在异常区域时,则确定所述目标封边图像中封边区域的颜色变化满足要求。
33、优选地,对所述板材的每条边进行柔性封边,包括:
34、当检测到所述板材为长方形板材时,控制两台第一封边机对所述长方形板材上相对的两条短边进行封边,并在短边封边完成后,控制转角机构调整所述长方形板材的方向,以使所述长方形板材上相对的两条长边对准两台第二封边机,控制两台第二封边机对所述长方形板材上相对的两条长边进行封边;其中,所述封边机包括第一封边机及第二封边机,所述转角机构用于调整所述板材的方向。
35、在一个实施例中,所述板材封边柔性控制方法还包括:
36、控制数据采集模块收集所述柔性封边智能生产线上的运行数据;其中,所述运行数据包括封边机的运行状态、封边工艺参数、边带数据、每种封边带的消耗数据及涂胶的消耗数据;
37、利用utf-8编码将所述运行数据转换为字节流形式,并根据对称加密算法对字节流形式的所述运行数据进行加密,得到加密数据;
38、将所述加密数据分成多个数据块,为每个数据块生成多个副本,得到多个目标数据块,并为每个所述目标数据块设置标识符;
39、确定所述多个目标数据块的数量和大小,及分布式存储系统所需的存储容量,将每个所述目标数据块按照对应的标识符存储在所述分布式存储系统的对应节点上。
40、优选地,根据所述边缘检测结果及连通区域分析法标记出所述目标封边图像的封边区域,包括:
41、根据所述边缘检测结果遍历所述目标封边图像的每个像素,并寻找所述目标封边图像中未被访问过的边缘像素;
42、当找到未被访问的边缘像素时,利用深度优先搜索算法标记所述目标封边图像中连通区域内的像素,并记录连通区域的连通信息,继续遍历剩余未被访问的边缘像素,直到所有边缘像素都被访问;
43、当所有边缘像素都被访问时,根据所述连通区域的连通信息,利用最小外接矩形在所述目标封边图像上绘制矩形边界框,以将所述目标封边图像的封边区域进行标记。
44、优选地,根据开料工段所提供的板材码垛顺序和板材码垛数据控制上料机器人对每垛板材进行拆垛上料,包括:
45、根据开料工段所提供的板材码垛顺序对每垛板材的板材码垛数据进行解析和处理,得到每垛板材的目标板材码垛数据;其中,所述板材码垛数据包括每垛板材的数量、位置及型号;
46、根据每垛板材的目标板材码垛数据制定对应的拆垛路径,控制机器人按照每垛板材的所述拆垛路径将每垛板材进行拆垛上料。
47、本发明提供一种控制系统,包括存储器和处理器,所述存储器中存储有计算机可读指令,所述计算机可读指令被所述处理器执行时,使得所述处理器执行如上任一项所述的板材封边柔性控制方法的步骤。
48、本发明还提供一种柔性封边智能生产线,包括控制系统、扫描器、上料机器人、摄像装置及封边机,所述扫描器、上料机器人、摄像装置及封边机分别与所述控制系统电性连接,所述柔性封边智能生产线的控制系统用于执行如上任一项所述的板材封边柔性控制方法的步骤。
49、相对于现有技术,本发明的技术方案至少具备如下优点:
50、本发明所提供的板材封边柔性控制方法、控制系统及柔性封边智能生产线,根据开料工段所提供的板材码垛顺序和板材码垛数据控制上料机器人对每垛板材进行拆垛上料,以确保每垛板材有序上料;当板材通过扫描器时,接收扫描器扫描粘贴在板材上的条形码以获取板材的条形码信息,根据条形码信息查询得到板材每条边的封边工艺参数和边带数据,根据板材每条边的封边工艺参数和边带数据控制封边机逐一切换胶锅和封边带通道,对板材的每条边进行柔性封边,每个胶锅熔化不同的涂胶,每个封边带通道存放不同花色及厚度的封边带,以确保每块板材按作业要求有序、精准地完成封边;在柔性封边后,控制摄像装置拍摄板材的每条边,得到封边图像,对封边图像进行图像预处理后,得到目标封边图像,利用canny边缘检测算法对目标封边图像进行边缘检测,得到目标封边图像的边缘检测结果,根据边缘检测结果及连通区域分析法标记出目标封边图像的封边区域,计算封边区域的尺寸参数,计算封边区域的尺寸参数与预设的尺寸参数的第一误差值,根据第一误差值及预先为尺寸参数设定的权重计算板材的评估值,在板材的评估值大于预设评估值时,确定目标封边图像中封边区域的涂胶纹理特征,并对目标封边图像中封边区域的颜色变化进行检测,在涂胶纹理特征及颜色变化满足要求时,则判定板材的封边质量合格,从而通过边缘检测、封边区域标记、尺寸测量、缺陷检测和质量评估等步骤,可以提高封边区域缺陷检测的准确度和效率,并对板材封边质量进行全方面地精准评估,以及时发现和修复问题,确保产品质量达到预期水平。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73918.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表