一种松式整经机纱线卷绕密度控制方法与流程
- 国知局
- 2024-07-05 16:15:27
本发明属于纺织,具体涉及一种松式整经机纱线卷绕密度控制方法。
背景技术:
1、松式整经机是将一定根数的经纱按规定长度平行地、均匀地卷绕在整经轴上。整经时,经纱需具有适当的张力,同时尽可能保持经纱的强力和弹性,在整经过程中全幅经纱张力应尽量均匀一致,整经轴上经纱的卷绕密度要均匀,经轴表面要圆正,无凹凸不平现象。
2、控制卷绕密度均匀对于后续染色工序非常重要,密度不均匀易导致染花、染不透、染不均匀甚至染爆轴而成废品,现有传统的整经机由一台机头、箱齿座和一组筒子架组成,主要控制方法是:筒子纱卷绕到经轴上,卷绕密度是通过控制压辊压紧力的大小来实现的,由于整经时速度、湿度、温度的影响引起纱线张力的变化,密度的形成由压纱辊的压力和纱线张力共同作用形成的,密度会随速度、温度、湿度的变化而变化,压力方式控制密度,误差大,适应性差,因而该方式容易出现卷绕密度不均匀、难以精确控制、工作效率低、质量达不到技术要求的问题,不能满足客户的要求。特别是这种方式不能满足松式染轴以及高工艺要求的经轴整经要求。
技术实现思路
1、针对以上问题,本发明设计了一种松式整经机纱线卷绕密度控制方法,通过压辊径向位移步进控制卷绕密度,方法更加简便,关联因素少,可实现卷绕密度的精确控制。
2、本发明设计的一种松式整经机纱线卷绕密度控制方法,根据经轴累计旋转角度量控制压纱辊做径向运动,且以压纱辊径向驱动装置的最小驱动脉冲为单位控制压纱辊径向运动;本发明将传统的压力反馈控制改进为经轴旋转角度控制,可以使压纱辊径向运动电机按最小脉冲逐渐增加压纱辊径向进动量(相对经轴的径向方向运动),使压纱辊与经轴之间的距离随卷绕的经纱量而变化;所述控制方法包括匀速增量法或分段匀速增量法:
3、所述匀速增量法是将每根纱线在经轴上的卷绕看作是半径随旋转角度匀速增加的过程,即每层纱线的卷绕一圈,半径均匀增加一固定量,并据此根据旋转角度变化量和半径随角度变化率确定压纱辊径向单个进动脉冲发出时机;
4、所述分段匀速增量法是将每根纱线在经轴上的卷绕看作是半径分段随旋转角度匀速增加的过程,即每层纱线的卷绕若干圈后半径再匀速增加进入下一层卷绕,并据此根据旋转角度变化量、同层卷绕圈数和相邻层间半径随角度变化率确定压纱辊径向单个进动脉冲发出时机。
5、进一步的,所述匀速增量法也称为连续阿基米德螺旋线增量法,包括系统发出第i个脉冲调节的前提是满足:
6、δr=δrθ*θ=i*δrmin 公式(1)
7、其中,δr为半径增量,δrθ为半径随角度变化率,θ为经轴绕纱累计旋转角度,为测量值;δrmin为单个驱动脉冲驱动压纱辊径向移动最小距离;i=1,2,3,……,nmax,nmax为最大进动脉冲数,即累计发出nmax个进动脉冲,关键是每一个进动脉冲发出时机是精确控制的,实际测角值每满足一次公式(1)的条件,系统发出一个进动脉冲,压纱辊沿径向后退δrmin,
8、nmax=int((rmax-r0)/δrmin)
9、其中,int()为取整函数,系统从绕纱开始,空卷轴半径为r0,纱线绕满经轴半径为rmax;
10、记纱支ne(英制支数,简称为英支,583.1/ne为纱支号数,单位为g/km,即每千米纱线重量,本发明采用0.5831/ne,单位为g/m),同步卷绕纱线根数为n,经轴轴向长度a,设定密度为ρ,纱线绕满后单根纱线的总圈数为qmax,则有:
11、δrθ=(rmax-r0)/(2πqmax)=0.5831n/(2πaρne) 公式(2)。
12、进一步的,所述分段匀速增量法,也称为分段阿基米德螺旋线增量法,包括根据单圈纱线在经轴中平均横截面积smin可以求得在卷绕密度为ρ的经轴上单根纱线横向尺寸d,根据经轴轴向长度a、纱线总根数n,可以得到同层同半径的纱线圈数nr,
13、nr=a/(n*d)
14、则分段半径随角度变化率
15、δrθ=(rmax-r0)/(2πqmaxnr)=0.5831n/(2πaρnrne) 公式(3)
16、当实测角为θ值满足下式时,
17、
18、系统发出第i个压纱辊进动脉冲,使得压纱辊相对经轴径向距离增加δrmin;
19、其中,i=1,2,3,……,nmax,nmax为最大进动脉冲数,mod(θ,2π)为θ对2π模除取余函数。
20、进一步的,所述单根纱线横向尺寸d计算方法包括等效圆直径计算法,即将单根纱线卷绕后每圈占据沿经轴方轴向横截面空间的平均效果用圆形来等效,有
21、d=2sqrt(smin/π)
22、其中,sqrt()为开根号运算;该等效方式基于卷绕纱线实体截面更接近圆形。
23、进一步的,所述单根纱线横向尺寸d计算方法包括等效正方形计算方法,即将单根纱线卷绕后每圈占据沿经轴方轴向横截面空间的平均效果用正方形来等效,有
24、d=sqrt(smin)
25、该等效方式基于卷绕纱线是充满经轴的卷绕空间的,而圆形等效方式相邻圆之间是有空隙的。
26、进一步的,经轴与压纱辊表面起始距离大于等于所述单根纱线径向尺寸l,小于等于5δrmin。
27、进一步的,所述单根纱线径向尺寸l=2sqrt(smin/π),与所述单根纱线横向尺寸d计算方法一致,即为等效圆计算法获得的直径,或l为未卷绕裸线的直径。
28、进一步的,所述单根纱线径向尺寸l=sqrt(smin),与所述单根纱线横向尺寸d计算方法一致,即采用等效正方形计算法获得其直径。
29、进一步的,经轴纱线绕满后,压纱辊保持最后的位置、经轴继续旋转不少于指定圈数。
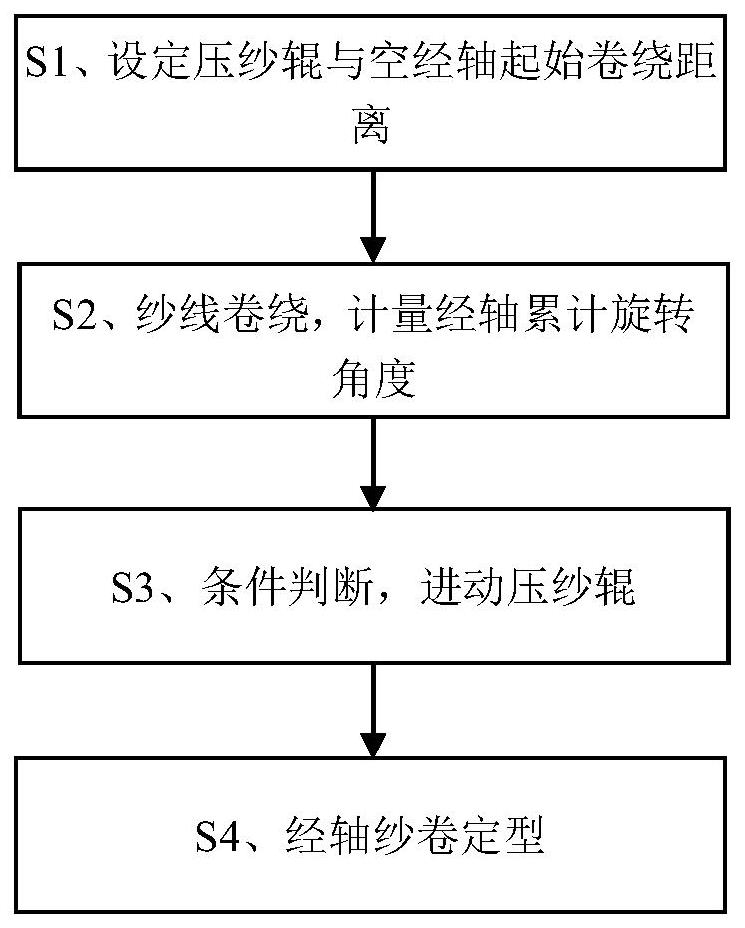
30、进一步的,经轴与压纱辊表面起始距离为δrmin,即将第一次脉冲进动先行实施,预留空间让纱线开始卷绕,理论上预留空间的卷绕密度即为ρ,所述控制方法包括如下步骤:
31、s1、设定压纱辊与空经轴起始卷绕距离;
32、s2、纱线卷绕,计量经轴累计旋转角度;
33、s3、条件判断,进动压纱辊,卷绕开始后,根据经轴旋转角度是否满足发出进动脉冲条件决定压纱辊是否做径向移动;所述条件判断包括匀速增量法对公式(1)的条件判断或分段匀速增量法对公式(4)的条件判断;
34、s4、经轴纱卷定型,纱线卷绕完毕,压纱辊保持与经轴的距离,经轴连续旋转不少于指定圈数,使得纱卷在持续恒定压力下定型。
35、本发明的优点和有益效果在于:本发明所设计的一种松式整经机纱线卷绕密度控制方法,通过对经轴旋转角度的测量来计量并控制压纱辊位移,并以单个进动脉冲控制压纱辊径向移动,可实现对压纱辊位移的高精度控制,从而也能实现对经轴纱线卷绕密度的高精度控制,不会出现密度波动、不均匀的问题,且密度调节更方便、效率更高;另一方面,很多经轴旋转环节自带测角编码器(如旋转变压器等),即使重新设计安装一个测角编码器,也是成熟技术,且系统对编码器精度要求不高,达到度量级甚至10度量级都足够使用,系统无需压力传感器和/或位移传感器(也可保留位移测量反馈),整体设计也更方便。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41402.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表